Download as pdf or txt
You might also like
- Specification For Kitchen Ventilation Systems. 2nd Edition (Incorporates Addendum April 2020) - CompressedDocument102 pagesSpecification For Kitchen Ventilation Systems. 2nd Edition (Incorporates Addendum April 2020) - Compressedmoh kh83% (6)
- BOOK1 - The High Pressure Die Casting ProcessDocument178 pagesBOOK1 - The High Pressure Die Casting Processecemre367386% (36)
- The Discipline of Market Leaders: Take-AwaysDocument6 pagesThe Discipline of Market Leaders: Take-AwaysDiego Andres Diaz CuervoNo ratings yet
- Advantages and Disadvantages of AMDocument11 pagesAdvantages and Disadvantages of AMSafwan Aszemi0% (2)
- Soft Vs Hard ToolingDocument17 pagesSoft Vs Hard ToolingSurya Raghavendar100% (1)
- 3 DPDocument44 pages3 DPPooja AngolkarNo ratings yet
- Comparative Study of Mechanical Properties of AlumDocument6 pagesComparative Study of Mechanical Properties of AlumClone DuxgNo ratings yet
- The Future For WAAM-WEBDocument5 pagesThe Future For WAAM-WEBCharlie AltaNo ratings yet
- Additive ManufacturingDocument22 pagesAdditive ManufacturingMohit SharmaNo ratings yet
- 1.AM Methods-1Document46 pages1.AM Methods-1Huanjing XieNo ratings yet
- AMT - Unit 3 - Part BDocument14 pagesAMT - Unit 3 - Part BENGINEERING MECHANICSNo ratings yet
- Impact of Fused Deposition Modeling (FDM) Process ParametersDocument13 pagesImpact of Fused Deposition Modeling (FDM) Process ParametersKenan MuhamedagićNo ratings yet
- Additively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and EngineeringDocument6 pagesAdditively Manufacturing An Indexable Insert: IOP Conference Series: Materials Science and Engineeringsiva kumarNo ratings yet
- Alex Do MSthesis PDFDocument18 pagesAlex Do MSthesis PDFgajaramilloNo ratings yet
- Fused Deposition Modeling (FDM)Document3 pagesFused Deposition Modeling (FDM)Ahmed Khalid HussainNo ratings yet
- Soft ToolingDocument5 pagesSoft ToolingArun PrasadNo ratings yet
- Plastics Processing Technology Lecture 6Document23 pagesPlastics Processing Technology Lecture 6Kyazze SulaimanNo ratings yet
- Ijmet: ©iaemeDocument14 pagesIjmet: ©iaemeIAEME PublicationNo ratings yet
- Effect of Support Structures On The Deformation of Alsi10Mg Aircraft Parts Made Using DmlsDocument15 pagesEffect of Support Structures On The Deformation of Alsi10Mg Aircraft Parts Made Using Dmlssai charanNo ratings yet
- Prototyping White PaperDocument11 pagesPrototyping White PaperDavid Budi SaputraNo ratings yet
- Project Injection Moulding MachineDocument36 pagesProject Injection Moulding MachineSajid ZeyaNo ratings yet
- Aluminum Extrusion ThesisDocument4 pagesAluminum Extrusion Thesisvictorialeonlittlerock100% (2)
- Design and Construction of An AluminiumDocument4 pagesDesign and Construction of An AluminiumUzoghelu InnocentNo ratings yet
- Kuo2021 Article CharacterizationsOfPolymerInjeDocument18 pagesKuo2021 Article CharacterizationsOfPolymerInjeAsad UllahNo ratings yet
- Design For Manufacture - Assembly (Dfma)Document136 pagesDesign For Manufacture - Assembly (Dfma)calvin100% (2)
- EZUGWU - Key Improvements in The Machining of Difficult-To-cut Aerospace SuperalloysDocument15 pagesEZUGWU - Key Improvements in The Machining of Difficult-To-cut Aerospace SuperalloysLuis Fillipe Lopes TorresNo ratings yet
- PROJECT REVIEW 2 FinalDocument23 pagesPROJECT REVIEW 2 FinalNani DatrikaNo ratings yet
- PROJECT REVIEW 1 FinalDocument23 pagesPROJECT REVIEW 1 FinalNani DatrikaNo ratings yet
- MP 069 (Ii) (SM2) 03Document14 pagesMP 069 (Ii) (SM2) 03Emoke JozsaNo ratings yet
- Additive ManufacturingDocument16 pagesAdditive ManufacturingHARINo ratings yet
- Wan Noraiman 17926 ME Extended Proposal FYP1Document14 pagesWan Noraiman 17926 ME Extended Proposal FYP1Wan NoraimanNo ratings yet
- Aluminium Pressure Die CastingDocument7 pagesAluminium Pressure Die Casting124swadeshi100% (1)
- Fused Deposition Modeling (FDM)Document5 pagesFused Deposition Modeling (FDM)Ahsan Iftikhar100% (1)
- 3D Printing of Aluminium Alloys Additive Manufacturing of Aluminium Alloys Using Selective Laser MeltingDocument45 pages3D Printing of Aluminium Alloys Additive Manufacturing of Aluminium Alloys Using Selective Laser MeltingGonçalo MonteiroNo ratings yet
- Fused Deposition Modeling - A Rapid Prototyping Technique For Product Cycle Time Reduction Cost Effectively in Aerospace ApplicationsDocument7 pagesFused Deposition Modeling - A Rapid Prototyping Technique For Product Cycle Time Reduction Cost Effectively in Aerospace ApplicationssaurabhpetheNo ratings yet
- Data 1Document12 pagesData 1ssc.shumailkhan.191167No ratings yet
- Abrasive Jet MachineDocument27 pagesAbrasive Jet MachinePoovarasu RajaNo ratings yet
- Rapid Prototipyng Foundries ArticleDocument5 pagesRapid Prototipyng Foundries ArticlebeiboxNo ratings yet
- 33 FTPDocument6 pages33 FTPSatine SmithNo ratings yet
- Project Final Year On The Injection Plastic ModuleDocument41 pagesProject Final Year On The Injection Plastic ModuleSajid Zeya100% (1)
- LomDocument14 pagesLomKumarChirraNo ratings yet
- Investigations For Deducing Wall Thickness of Aluminium Shell Casting Using Three Dimensional PrintingDocument5 pagesInvestigations For Deducing Wall Thickness of Aluminium Shell Casting Using Three Dimensional PrintingR Moses KrupavaramNo ratings yet
- Development of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesDocument5 pagesDevelopment of Complex Patterns: Scope and Benefits of Rapid Prototyping in FoundriesPrasad RaikarNo ratings yet
- BrownDocument4 pagesBrownKhairus SidqiNo ratings yet
- Journal 7 PDFDocument10 pagesJournal 7 PDFSree KanthNo ratings yet
- 380 725 1597iopDocument4 pages380 725 1597iopCatalin AirineiNo ratings yet
- A Review On Additive ManufacturingDocument10 pagesA Review On Additive ManufacturingKamlesh RanaNo ratings yet
- DFMA - Presentation - R3Document58 pagesDFMA - Presentation - R3Er Noor BashaNo ratings yet
- Improvement of Productivity in Metal Stamping Process of Ethiopian Industries Through Introducing CAD/CAM Based Press ToolsDocument5 pagesImprovement of Productivity in Metal Stamping Process of Ethiopian Industries Through Introducing CAD/CAM Based Press ToolsAladdin AdelNo ratings yet
- Invest CastingDocument7 pagesInvest CastingAnonymous 9xvU1FNo ratings yet
- A Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Document10 pagesA Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Jo marNo ratings yet
- Aluminium Alloy GDC & ProblemsDocument11 pagesAluminium Alloy GDC & ProblemsN.B.PNo ratings yet
- RP Technologies-AAE 2272 (2022) - 1Document39 pagesRP Technologies-AAE 2272 (2022) - 1Mohammed ZubairNo ratings yet
- Plastic Injection Moulding, Rapid Prototyping - ProtolabsDocument1 pagePlastic Injection Moulding, Rapid Prototyping - Protolabsecpuneetsharma01No ratings yet
- 3D Printed Prototyping Tools For Flexible Sheet Metal DrawingDocument15 pages3D Printed Prototyping Tools For Flexible Sheet Metal DrawingMina AdelNo ratings yet
- Polymers 14 00280Document24 pagesPolymers 14 00280amirulNo ratings yet
- Defense University, College of Engineering Project Proposal OnDocument15 pagesDefense University, College of Engineering Project Proposal OnGODNo ratings yet
- Amp PPT Me3425Document9 pagesAmp PPT Me3425ME3425 Prathamesh ShindeNo ratings yet
- A Review On Flexible Forming of Sheet Metal Parts: December 2019Document6 pagesA Review On Flexible Forming of Sheet Metal Parts: December 2019ankita awasthiNo ratings yet
- PFM 2Document35 pagesPFM 2Mariam SherifNo ratings yet
- Engineering Applications: A Project Resource BookFrom EverandEngineering Applications: A Project Resource BookRating: 2.5 out of 5 stars2.5/5 (1)
- Feedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationFrom EverandFeedstock Technology for Reactive Metal Injection Molding: Process, Design, and ApplicationNo ratings yet
- 16 - 033 Extended Protection PlanDocument5 pages16 - 033 Extended Protection PlanDiego Andres Diaz CuervoNo ratings yet
- 2 TRANSPORTATION Decision Making in A Integrated SCDocument5 pages2 TRANSPORTATION Decision Making in A Integrated SCDiego Andres Diaz CuervoNo ratings yet
- Processing Advice Bio-Flex F 5710: Product NameDocument2 pagesProcessing Advice Bio-Flex F 5710: Product NameDiego Andres Diaz CuervoNo ratings yet
- McDonald's India - French Fries SuppliesDocument15 pagesMcDonald's India - French Fries SuppliesDiego Andres Diaz CuervoNo ratings yet
- Grapefruit Seed Extract Incorporated Antimicrobial LDPE and PLA Films - Effect of Type of Polymer MatrixDocument8 pagesGrapefruit Seed Extract Incorporated Antimicrobial LDPE and PLA Films - Effect of Type of Polymer MatrixDiego Andres Diaz CuervoNo ratings yet
- 16 - 042 Molding Solutions For The Medical Market Flyer 8.5x11 2016 ENDocument8 pages16 - 042 Molding Solutions For The Medical Market Flyer 8.5x11 2016 ENDiego Andres Diaz CuervoNo ratings yet
- Polymers: /PA Bio-Blends: Induced MorphologyDocument22 pagesPolymers: /PA Bio-Blends: Induced MorphologyDiego Andres Diaz CuervoNo ratings yet
- International Journal of Advanced Manufacturing TechnologyDocument11 pagesInternational Journal of Advanced Manufacturing TechnologyDiego Andres Diaz CuervoNo ratings yet
- DSS 2019Document5 pagesDSS 2019RanaNo ratings yet
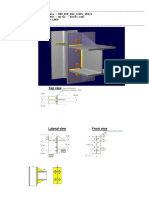
- AISC - 358-10 - Prequalified - Connections-1-80Document80 pagesAISC - 358-10 - Prequalified - Connections-1-80Evelyn QuimíNo ratings yet
- 6.2.1 MagnetismDocument30 pages6.2.1 Magnetismtomas garciaNo ratings yet
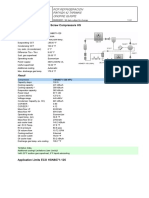
- RÁFAGA 42 TARIMAS HSN8571-125 R404A t0 - 38 TC 100Document2 pagesRÁFAGA 42 TARIMAS HSN8571-125 R404A t0 - 38 TC 100OnofreNo ratings yet
- Annexe 6 - Sample RDS Room XXXDocument3 pagesAnnexe 6 - Sample RDS Room XXXFarhan Shaikh100% (1)
- Top Modular Construction Solution Companies in India: 1. Champion PrefabsDocument9 pagesTop Modular Construction Solution Companies in India: 1. Champion PrefabsNishant GauravNo ratings yet
- Byk 410Document4 pagesByk 410Oswaldo Manuel Ramirez MarinNo ratings yet
- HD100 Joint Filler Board - catalog-KAMPUNDocument2 pagesHD100 Joint Filler Board - catalog-KAMPUNPrimary Solutions - Industries servicesNo ratings yet
- Loper - Preconditioning of Cast Iron Melts & Its Use in Safety Castings Production - PaperDocument9 pagesLoper - Preconditioning of Cast Iron Melts & Its Use in Safety Castings Production - Papercrazy dNo ratings yet
- EvaporatorDocument48 pagesEvaporatorVijaya GosuNo ratings yet
- NCHRP Project 9-33: A Mix Design Manual For Hot Mix Asphalt: NEAUPG Fall Meeting October 18, 2007 Mystic, ConnecticutDocument20 pagesNCHRP Project 9-33: A Mix Design Manual For Hot Mix Asphalt: NEAUPG Fall Meeting October 18, 2007 Mystic, ConnecticutgadNo ratings yet
- Repair Asphalt Parking Lots DrivewaysDocument4 pagesRepair Asphalt Parking Lots DrivewaysDilhara WickramaarachchiNo ratings yet
- Technical Specifications IndexDocument6 pagesTechnical Specifications IndexahmedengNo ratings yet
- Interview Questions PDFDocument14 pagesInterview Questions PDFanil100% (1)
- KnaufDocument2 pagesKnaufknudsenDenmarkNo ratings yet
- Ecoair Evaporative Air Coolers: Superior Cooling, Quality, Reliability & DurabilityDocument4 pagesEcoair Evaporative Air Coolers: Superior Cooling, Quality, Reliability & DurabilityMaria EnterprisesNo ratings yet
- Hydrants & Hose: 2006 Approval GuideDocument17 pagesHydrants & Hose: 2006 Approval GuideRAJESHNo ratings yet
- 8 - BCF 8B'5 - 8 (Yy)Document6 pages8 - BCF 8B'5 - 8 (Yy)Mark Kenneth P. OntejoNo ratings yet
- DNC83-001 (Cup Base)Document1 pageDNC83-001 (Cup Base)arman esmaeilpoorNo ratings yet
- Evonik-Ancamine 2489 EUDocument2 pagesEvonik-Ancamine 2489 EURenan RovaniNo ratings yet
- ACSR Rail - 954MCM - RAIL954-ACSR - Nassau National CableDocument2 pagesACSR Rail - 954MCM - RAIL954-ACSR - Nassau National Cableimcoolmailme2No ratings yet
- Iit Delhi: Department of Civil EngineeringDocument3 pagesIit Delhi: Department of Civil EngineeringSuman.SNo ratings yet
- Cathodic Protection GN Dec17Document57 pagesCathodic Protection GN Dec17thomas1313No ratings yet
- GR5-018 - Falk Cast Gear Blanks - Product SheetDocument2 pagesGR5-018 - Falk Cast Gear Blanks - Product SheetRamonNo ratings yet
- Glass and Metals 101 - Glass MagazineDocument7 pagesGlass and Metals 101 - Glass MagazinebatteekhNo ratings yet
- Deformation Compatibility of The Columns in Highrise Buildings - 1Document6 pagesDeformation Compatibility of The Columns in Highrise Buildings - 1pratik23111989_75571No ratings yet
- Cardok Turntable - Data SheetDocument5 pagesCardok Turntable - Data SheetJhoan AparicioNo ratings yet
- Fire Exit 5 Column Rebar 09-20-23Document8 pagesFire Exit 5 Column Rebar 09-20-23balupelmoNo ratings yet
- Thin and Thick Cylindrical Shells UNIT-5Document15 pagesThin and Thick Cylindrical Shells UNIT-5Parikshit YadavNo ratings yet