Download as pdf or txt
You might also like
- Genius 20 en Ver 1.2Document307 pagesGenius 20 en Ver 1.2Kristoffer BarkmanNo ratings yet
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successFrom EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successRating: 4.5 out of 5 stars4.5/5 (3)
- Design of Machine Elements - Ebook - 03112015 - 063217AM PDFDocument205 pagesDesign of Machine Elements - Ebook - 03112015 - 063217AM PDFArjun ChandraNo ratings yet
- Project Jig & Fixture 20112012Document64 pagesProject Jig & Fixture 20112012adibah ismail100% (1)
- Lecture NotesDocument270 pagesLecture Notescông Đỉnh hánNo ratings yet
- Course: ME 2252 - Manufacturing Technology - II - Class: BEMEC-2012-4-A Course Objective(s)Document7 pagesCourse: ME 2252 - Manufacturing Technology - II - Class: BEMEC-2012-4-A Course Objective(s)Jackson ..No ratings yet
- Product, Process and Schedule Design II.: Chapter 2 of The Textbook Plan of The LectureDocument43 pagesProduct, Process and Schedule Design II.: Chapter 2 of The Textbook Plan of The LectureSiddhant KumarNo ratings yet
- Cong Nghe Che Tao May-2022 - enDocument270 pagesCong Nghe Che Tao May-2022 - enAll Du DUNo ratings yet
- Pendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02Document33 pagesPendekatan Untuk Perancangan Tata Letak Fasilitas Kuliah 02riyadiNo ratings yet
- SandvikDocument8 pagesSandvikpallavi.magar0605No ratings yet
- Chapter OneDocument61 pagesChapter OneberhaneNo ratings yet
- 33 - Computer Aided Process PlanningDocument49 pages33 - Computer Aided Process PlanningPRAKASH CHANTIBABU DIDLA PRAKASH CHANTIBABU DIDLANo ratings yet
- 10 Lec CIM Process PlanningDocument14 pages10 Lec CIM Process PlanningM ARQAM WaheedNo ratings yet
- Manufacturing Technology: Course ContentsDocument6 pagesManufacturing Technology: Course ContentsGosai RahulNo ratings yet
- Chap 2-Product Process and Schedule STDDocument61 pagesChap 2-Product Process and Schedule STDMaher M. AqrabawiNo ratings yet
- 7-Manual Process Planning (AMS May13 - 13) PDFDocument24 pages7-Manual Process Planning (AMS May13 - 13) PDFtadele10No ratings yet
- Lecture 8 Slides and Notes (554 KB)Document46 pagesLecture 8 Slides and Notes (554 KB)Nativity MabasaNo ratings yet
- Lecture 26Document40 pagesLecture 26Philani XabaNo ratings yet
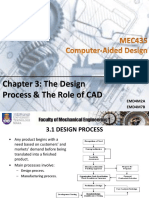
- The Design Process & The Role of CADDocument12 pagesThe Design Process & The Role of CADSyafiqah Shahuri100% (1)
- TI4101 Perancangan Tata Letak PabrikDocument32 pagesTI4101 Perancangan Tata Letak PabrikJeanette DjauNo ratings yet
- TI4101 Perancangan Tata Letak PabrikDocument32 pagesTI4101 Perancangan Tata Letak PabrikNabila Dearmi JefriNo ratings yet
- Module 1.2Document39 pagesModule 1.2Luthfi KrNo ratings yet
- Week 1 - Introduction To Manufacturing Processes and Basic ConceptsDocument28 pagesWeek 1 - Introduction To Manufacturing Processes and Basic ConceptsMuhammed Mustafa SezginNo ratings yet
- Lecture 1 Introduction To Manufacturing and MachiningDocument18 pagesLecture 1 Introduction To Manufacturing and Machiningprakash marimuthuNo ratings yet
- Process EngineeringDocument12 pagesProcess EngineeringSaksham SarkarNo ratings yet
- Jigs&Fixture For Aircraft IndustriesDocument21 pagesJigs&Fixture For Aircraft Industriessaravananpg7911100% (3)
- Manufacturing Engineering-II Course Code: 4341904: Page 1 of 11Document11 pagesManufacturing Engineering-II Course Code: 4341904: Page 1 of 11Gest Account 08No ratings yet
- CNC Milling: Technical DescriptionDocument15 pagesCNC Milling: Technical Descriptiongia1985No ratings yet
- Production Planning and Control and Computerised Process PlanningDocument91 pagesProduction Planning and Control and Computerised Process PlanningJiten TiwariNo ratings yet
- N1qOD3cxTdG1i9vzIww3 - Manufacturing Processes - II PDFDocument182 pagesN1qOD3cxTdG1i9vzIww3 - Manufacturing Processes - II PDFmrcopy xeroxNo ratings yet
- 04 Machine Design & DesignDocument22 pages04 Machine Design & DesignCholan PillaiNo ratings yet
- Project Jig & Fixture UTMDocument67 pagesProject Jig & Fixture UTMadibah ismail100% (2)
- Chapter 3: The Design Process & The Role of CAD: Emd4M2A Emd4M7BDocument59 pagesChapter 3: The Design Process & The Role of CAD: Emd4M2A Emd4M7BfaqhrulNo ratings yet
- Chap 2-Product Process and ScheduleDocument67 pagesChap 2-Product Process and Schedulemuath wardatNo ratings yet
- Computer Aided Design: Politecnico Di Torino Corso Di Studio in Ingegneria Dell'autoveicoloDocument30 pagesComputer Aided Design: Politecnico Di Torino Corso Di Studio in Ingegneria Dell'autoveicoloHasib RezaNo ratings yet
- Chapter 1Document68 pagesChapter 1gashawletaNo ratings yet
- Cost CH - 1Document23 pagesCost CH - 1mihiretugetinet41No ratings yet
- KIL3012 - WEEK 1 - 10.9.19 (Student Copy)Document61 pagesKIL3012 - WEEK 1 - 10.9.19 (Student Copy)Ed100% (1)
- TME103-Unit1 - ModifiedDocument166 pagesTME103-Unit1 - Modifiedzulazri91No ratings yet
- L1-Design of Machine ElementsDocument35 pagesL1-Design of Machine ElementsNidushan NethsaraNo ratings yet
- Facility Planning - Layout Process 4Document102 pagesFacility Planning - Layout Process 4nouman khan100% (1)
- MEE 207 Lecture 1Document11 pagesMEE 207 Lecture 1OLUWASEYI OJUOLANo ratings yet
- Theory of Metal CuttingDocument89 pagesTheory of Metal CuttingRaj KumarNo ratings yet
- Verily, Allah Has Prescribed Excellence in All Things ...Document25 pagesVerily, Allah Has Prescribed Excellence in All Things ...Zeeshan HameedNo ratings yet
- 03 - Ch1 To Ch4 - FinalDocument106 pages03 - Ch1 To Ch4 - FinalAhmed Sobhi l أحمد صبحيNo ratings yet
- MODULE III Design For ManufacturingDocument28 pagesMODULE III Design For ManufacturingAnanthakrishnan MNo ratings yet
- MGC 110 L3 2024 Man. IntroDocument29 pagesMGC 110 L3 2024 Man. Introkeletsosekome2No ratings yet
- Lecture 123Document9 pagesLecture 123Qurram AliNo ratings yet
- Process Engg and ProductivityDocument124 pagesProcess Engg and ProductivitySantosh PapleNo ratings yet
- 02W2-3 - Ch02 - Facilities Planning - Product, Process and Schedule DesignDocument48 pages02W2-3 - Ch02 - Facilities Planning - Product, Process and Schedule DesignDo Thi My LeNo ratings yet
- Project Jig & Fixture UTMDocument90 pagesProject Jig & Fixture UTMadibah ismail100% (1)
- CC 5291 M.E Cad Anna UniversityDocument95 pagesCC 5291 M.E Cad Anna UniversityJsvijay KumarNo ratings yet
- Tool Design Drawing Work Instruction 2020Document23 pagesTool Design Drawing Work Instruction 2020Aditya SinghNo ratings yet
- Design For Manufacturability SeminarDocument43 pagesDesign For Manufacturability Seminarnithink100No ratings yet
- Module 1.1Document38 pagesModule 1.1Luthfi KrNo ratings yet
- Design and Fabrication of Injection Mold of A Thermoplastic ComponentDocument9 pagesDesign and Fabrication of Injection Mold of A Thermoplastic ComponentUmer Iftikhar AhmedNo ratings yet
- Perencanaan Proses ManufakturDocument52 pagesPerencanaan Proses ManufakturRyanNo ratings yet
- 1 IntroductionDocument29 pages1 Introduction05tutorsfirstsNo ratings yet
- Indu 411 Lecture 4: Product Design and Cad/Cam: Instructor: Dr. Amar Sabih, PengDocument35 pagesIndu 411 Lecture 4: Product Design and Cad/Cam: Instructor: Dr. Amar Sabih, Pengmoser111No ratings yet
- Indu 411 Lecture 1: Introduction To Cim: Instructor: Dr. Amar Sabih, PengDocument47 pagesIndu 411 Lecture 1: Introduction To Cim: Instructor: Dr. Amar Sabih, Pengmoser111No ratings yet
- Course Outline - Logistics Network ModelsDocument10 pagesCourse Outline - Logistics Network Modelsmoser111No ratings yet
- Course Number Course Title Term Academic Year Indu321-T Lean Manufacturing Winter 2020-2021Document8 pagesCourse Number Course Title Term Academic Year Indu321-T Lean Manufacturing Winter 2020-2021moser111No ratings yet
- Social Media Strategies For OnlineDocument69 pagesSocial Media Strategies For OnlineNamitaGupta100% (2)
- Mathematics 8-Marigold/ Sampaguita MULTIPLE CHOCE: Choose The Letter of The Correct Answer and Write It On The SpaceDocument4 pagesMathematics 8-Marigold/ Sampaguita MULTIPLE CHOCE: Choose The Letter of The Correct Answer and Write It On The SpaceIvy Jane MalacastaNo ratings yet
- HIECDocument39 pagesHIECMamata ManandharNo ratings yet
- ICMsystem DS E102Document4 pagesICMsystem DS E102Renato CapeliniNo ratings yet
- Maklumat Vaksinasi: Vaccination DetailsDocument2 pagesMaklumat Vaksinasi: Vaccination DetailsNORFADHLI ARIFNo ratings yet
- Preston and Stigs Stock Selecting ChecklistDocument3 pagesPreston and Stigs Stock Selecting ChecklistSaurabh TiwariNo ratings yet
- PCC Communities / Community Education Schedule - Summer 09Document64 pagesPCC Communities / Community Education Schedule - Summer 09portlandccNo ratings yet
- UntitledDocument4 pagesUntitledGlene NallaNo ratings yet
- Belief and Conditions in Environmental AwarenessDocument28 pagesBelief and Conditions in Environmental AwarenessDanielle Kate MadridNo ratings yet
- Ideologies of GlobalizationDocument41 pagesIdeologies of GlobalizationDarlyn Joy Soliven50% (4)
- Try It For Yourself: Platform OverviewDocument32 pagesTry It For Yourself: Platform OverviewМаниш НахтвандерерNo ratings yet
- Devoir 1Document6 pagesDevoir 1Melania NituNo ratings yet
- OS Forecast Kwartal Mei - Agst 2024Document22 pagesOS Forecast Kwartal Mei - Agst 2024Iqbal MontgomeryNo ratings yet
- Literature in EnglishDocument8 pagesLiterature in EnglishHolla HollaNo ratings yet
- Computer Task 2Document17 pagesComputer Task 2Jignesh ShahNo ratings yet
- Historia The FelidsDocument5 pagesHistoria The Felidsbalim01100% (1)
- History of AnatomyDocument21 pagesHistory of AnatomyCatarina SimõesNo ratings yet
- Academic TranscriptDocument1 pageAcademic Transcriptdangthanhhd79No ratings yet
- Murat by Alexandre DumasDocument48 pagesMurat by Alexandre DumasEdina OrbánNo ratings yet
- STS Week 5-6 Human Person Flourishing in Terms of S&T PDFDocument24 pagesSTS Week 5-6 Human Person Flourishing in Terms of S&T PDFLawrence YusiNo ratings yet
- Letter of Reference Angela Mathew 1Document3 pagesLetter of Reference Angela Mathew 1api-490106269No ratings yet
- Extreme Loading For Structures - WikipediaDocument5 pagesExtreme Loading For Structures - WikipediaEn Iyisi İnşaat MühendisiNo ratings yet
- Phychem 2 - Lab Report 2Document9 pagesPhychem 2 - Lab Report 2Ralph EvidenteNo ratings yet
- 04 Measuring Sustainability and Sustainable LivelihoodsDocument27 pages04 Measuring Sustainability and Sustainable Livelihoodsahmed_1uk100% (1)
- Channel Roles in A Dynamic Marketplace at Bec DomsDocument7 pagesChannel Roles in A Dynamic Marketplace at Bec DomsBabasab Patil (Karrisatte)No ratings yet
- SRC Rule 68Document80 pagesSRC Rule 68Zenie RenolayanNo ratings yet
- The Contemporary World ModuleDocument101 pagesThe Contemporary World ModuleRichard Queman OñateNo ratings yet
- Test-Retest Reliability of The Evaluation Tool of Children's Handwriting-ManuscriptDocument8 pagesTest-Retest Reliability of The Evaluation Tool of Children's Handwriting-Manuscriptvinika ChaudharyNo ratings yet
- 06 Part Location Guide ATA 24Document8 pages06 Part Location Guide ATA 24Ernesto Antonio Grande SantosNo ratings yet