Download as pdf or txt
You might also like
- Subsea Engineering HandbookDocument21 pagesSubsea Engineering HandbookCarlos Re100% (2)
- Pipe Express®: The Semi-Trenchless Construction Method For Pipeline Installation GeologyDocument5 pagesPipe Express®: The Semi-Trenchless Construction Method For Pipeline Installation GeologyCarlos ReNo ratings yet
- LC FiningDocument10 pagesLC FiningAnca DumitruNo ratings yet
- Design of Dieselmax UnitDocument168 pagesDesign of Dieselmax Unitengr_aqeel0% (1)
- Modular Refineries PDFDocument7 pagesModular Refineries PDFme-only100% (2)
- Spent Catalyst ReportDocument14 pagesSpent Catalyst Reportstarzgazer100% (1)
- Map of PakDocument1 pageMap of PakSAM SNo ratings yet
- New Methods For Bottom of The Barrel ProcessingDocument8 pagesNew Methods For Bottom of The Barrel ProcessingKannanGKNo ratings yet
- Economic Bottom of The Barrel Processing To Minimize Fuel Oil ProductionDocument5 pagesEconomic Bottom of The Barrel Processing To Minimize Fuel Oil Productionfisco4rilNo ratings yet
- rhcuDocument4 pagesrhcusumitritoNo ratings yet
- Refinery Configurations For Maximising Middle Distillates Lc-FinerDocument8 pagesRefinery Configurations For Maximising Middle Distillates Lc-Finergweberpe@gmailcomNo ratings yet
- Consider New Technology To Produce Clean DieselDocument9 pagesConsider New Technology To Produce Clean DieselCarlos ReNo ratings yet
- Residue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesDocument5 pagesResidue Upgrading: Challenges and Perspectives: New Hydrocracking Technology Efficiently 'Cracks' Heavy End Cuts For DistillatesVishal GoswamiNo ratings yet
- WPC 20 2866Document8 pagesWPC 20 2866annasitNo ratings yet
- Screw CompressorsDocument4 pagesScrew CompressorsGeorge J AlukkalNo ratings yet
- Article Crude To Chemicals The Catalyst Review Part I 1714446882Document5 pagesArticle Crude To Chemicals The Catalyst Review Part I 1714446882thakuryaNo ratings yet
- KBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFDocument5 pagesKBR-Economic Bottom of The Barrel Processing To Minimize Fuel Oil Production PDFsantiagoNo ratings yet
- Background And: Introducti OnDocument173 pagesBackground And: Introducti Onengr_aqeelNo ratings yet
- Residue Upgrading With Sydecsm Delayed Coking FWDocument10 pagesResidue Upgrading With Sydecsm Delayed Coking FWsoftechq1809No ratings yet
- DR FCC PDFDocument7 pagesDR FCC PDFAle SanzNo ratings yet
- Upgrading of Heavy Crude Oils - CastillaDocument7 pagesUpgrading of Heavy Crude Oils - Castillapks24886No ratings yet
- FCC Lightcycle OilDocument25 pagesFCC Lightcycle OilMallela Sampath KumarNo ratings yet
- Residue Fluid Catalytic CrackingDocument4 pagesResidue Fluid Catalytic CrackingsaadNo ratings yet
- Crude Oil-to-Chemicals - Future of Refinery - FutureBridgeDocument9 pagesCrude Oil-to-Chemicals - Future of Refinery - FutureBridgeEnergy 2Green50% (2)
- HydrogenDocument17 pagesHydrogenPRET1971No ratings yet
- New Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4Document11 pagesNew Hydroprocessing Approaches To Increase Petrochemicals Production Rev 4nishilgeorgeNo ratings yet
- Can J Chem Eng - 2008 - Sawarkar - Petroleum Residue Upgrading Via Delayed Coking A ReviewDocument24 pagesCan J Chem Eng - 2008 - Sawarkar - Petroleum Residue Upgrading Via Delayed Coking A ReviewAgungNo ratings yet
- Upgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesDocument3 pagesUpgrading of Waste Oils Into Transportation Fuels Using Hydrotreating TechnologiesMarcelo MisutsuNo ratings yet
- Fine Tuning Hydrocarbon ProcessingDocument7 pagesFine Tuning Hydrocarbon ProcessingVAIBHAV FACHARANo ratings yet
- Cavitation Hydrocarbon CrackingDocument28 pagesCavitation Hydrocarbon Crackingfaradinti100% (1)
- 8 Hydrocracking Vs Catalytic CrackingDocument2 pages8 Hydrocracking Vs Catalytic CrackingAbhinav ShankarNo ratings yet
- Upgrading The Bottom of The BarrelDocument7 pagesUpgrading The Bottom of The BarrelmmintakaNo ratings yet
- UOP - Optimising Hydrogen Production and Use (2011)Document12 pagesUOP - Optimising Hydrogen Production and Use (2011)kreutzNo ratings yet
- Economic Evaluation and Sensitivity Analysis of Some Fuel Oil Upgrading ProcessesDocument11 pagesEconomic Evaluation and Sensitivity Analysis of Some Fuel Oil Upgrading ProcessesamitNo ratings yet
- Mild Hydrocracking of FCC Feeds Yields More Fuels, Boosts Margins - Oil & Gas JournalDocument5 pagesMild Hydrocracking of FCC Feeds Yields More Fuels, Boosts Margins - Oil & Gas Journalcool_dd100% (1)
- Management of Spent Catalysts in Petroleum RefineriesDocument11 pagesManagement of Spent Catalysts in Petroleum Refineriesapi-3775048100% (5)
- Xiang Zhou, Qingwang Yuan, Xiaolong Peng, Fanhua Zeng, Liehui ZhangDocument12 pagesXiang Zhou, Qingwang Yuan, Xiaolong Peng, Fanhua Zeng, Liehui Zhangfarisa emiliaNo ratings yet
- If Youre Burning H 2Document18 pagesIf Youre Burning H 2ChristianGuerreroNo ratings yet
- Science and Technology of Novel Process For Deep Desulfurization of Oil Refinery Streams PDFDocument25 pagesScience and Technology of Novel Process For Deep Desulfurization of Oil Refinery Streams PDFGabiNo ratings yet
- Hydrogen Processing: P A R T 1 4Document68 pagesHydrogen Processing: P A R T 1 4Bharavi K SNo ratings yet
- Modern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline ManufactureDocument5 pagesModern Refining Concepts-An Update On Naphtha-Isomerization To Modern Gasoline Manufacturealmoanna97No ratings yet
- 2018 March Advances in Residue HydrocrackingDocument12 pages2018 March Advances in Residue HydrocrackingnehaNo ratings yet
- Reducing Carbon Emissions With AntifoulantsDocument4 pagesReducing Carbon Emissions With AntifoulantsNXVNNo ratings yet
- Refinery Configurations For Maximizing Middle DistillatesDocument9 pagesRefinery Configurations For Maximizing Middle DistillatesramiarenasNo ratings yet
- Hybrid XTL Bio RefineryDocument17 pagesHybrid XTL Bio RefinerydrelojNo ratings yet
- Wti AnalysisDocument16 pagesWti AnalysisChiến NguyễnNo ratings yet
- Midw Technology As A Drop-In Catalyst SolutionDocument11 pagesMidw Technology As A Drop-In Catalyst Solutiondie_1No ratings yet
- PRPC NoteDocument61 pagesPRPC NoteRohan MehtaNo ratings yet
- 01pa Aj 2 2 PDFDocument21 pages01pa Aj 2 2 PDFMarcelo Varejão CasarinNo ratings yet
- Refinery Configuration (With Figures)Document9 pagesRefinery Configuration (With Figures)phantanthanhNo ratings yet
- 09 HyC10Document10 pages09 HyC10Muhammad TauseefNo ratings yet
- Chapter 1 Introduction 2007Document4 pagesChapter 1 Introduction 2007Paravastu VinuthaNo ratings yet
- A New Approach To Heavy Oil and Bitumen UpgradingDocument2 pagesA New Approach To Heavy Oil and Bitumen UpgradingMazen OthmanNo ratings yet
- Profitability CKMDocument46 pagesProfitability CKMmujeebmehar100% (2)
- 15 - Pub All Process For Coke DelayedDocument24 pages15 - Pub All Process For Coke DelayedaquiestoytambienNo ratings yet
- Special Focus: Upgrading The Bottom of The BarrelDocument7 pagesSpecial Focus: Upgrading The Bottom of The BarrelОскар ЛинаресNo ratings yet
- Vacuum Unit Design For High Metals CrudesDocument10 pagesVacuum Unit Design For High Metals CrudesHerlan Setiawan SihombingNo ratings yet
- Catalytic Hydrotreating of Waste Cooking Oil For Renewable Diesel ProductionDocument8 pagesCatalytic Hydrotreating of Waste Cooking Oil For Renewable Diesel ProductionMohammed HeshamNo ratings yet
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Hydrogen: A renewable energy perspectiveFrom EverandHydrogen: A renewable energy perspectiveNo ratings yet
- Feed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Document8 pagesFeed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Carlos ReNo ratings yet
- Pipe Express: Eco-Friendly and Cost-Efficient Installation of PipelinesDocument2 pagesPipe Express: Eco-Friendly and Cost-Efficient Installation of PipelinesCarlos ReNo ratings yet
- En Atmos Rupture DetectorDocument4 pagesEn Atmos Rupture DetectorCarlos ReNo ratings yet
- The SCADA System For PipelinesDocument12 pagesThe SCADA System For PipelinesCarlos Re100% (1)
- Assessment of CorrosionDocument30 pagesAssessment of CorrosionCarlos ReNo ratings yet
- 2009 BoatBuster FlyerDocument2 pages2009 BoatBuster FlyerCarlos ReNo ratings yet
- Oil and Gas Loading Master Certification 2012 - 3 Day WorkshopDocument4 pagesOil and Gas Loading Master Certification 2012 - 3 Day WorkshopCarlos ReNo ratings yet
- Bunkering Is Key For Deepsea ShipsDocument2 pagesBunkering Is Key For Deepsea ShipsCarlos ReNo ratings yet
- Extra Insulation Cover For FSRU ToscanaDocument2 pagesExtra Insulation Cover For FSRU ToscanaCarlos ReNo ratings yet
- Mampaey I Moor BrochureDocument6 pagesMampaey I Moor BrochureCarlos ReNo ratings yet
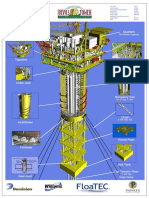
- Devils Tower Poster 2Document1 pageDevils Tower Poster 2Carlos ReNo ratings yet
- Mampaey Buoy BrochureDocument4 pagesMampaey Buoy BrochureCarlos ReNo ratings yet
- 1.november 2020 Oil Market Report PDFDocument78 pages1.november 2020 Oil Market Report PDFJuan José M RiveraNo ratings yet
- Group I Base OilsDocument72 pagesGroup I Base OilsMustafa100% (1)
- Petrotrin A Valued PartnerDocument10 pagesPetrotrin A Valued PartnerAnthony BasantaNo ratings yet
- Crude Oil Research TaskDocument2 pagesCrude Oil Research TaskThomas BartelsNo ratings yet
- Structural Design Offshore - Lecture 1 IntroDocument26 pagesStructural Design Offshore - Lecture 1 Introbaharmarine100% (1)
- JP3 Applications Methods SheetDocument1 pageJP3 Applications Methods SheetFreddy Alexander Muñoz del CastilloNo ratings yet
- KOTYARK OrdersDocument2 pagesKOTYARK OrdersHow ToNo ratings yet
- Propulsion Trends in LNG CarriersDocument20 pagesPropulsion Trends in LNG CarriersFuchsbauNo ratings yet
- Xmas Tree & SSTT DrawingDocument1 pageXmas Tree & SSTT DrawingAderobaki GbengaNo ratings yet
- July-November 2021: CH 429 Petroleum and Petrochemicals (3-0-0-6)Document33 pagesJuly-November 2021: CH 429 Petroleum and Petrochemicals (3-0-0-6)shubhamNo ratings yet
- ICIS - Petchems FlowchartDocument2 pagesICIS - Petchems Flowchartxibs2009No ratings yet
- Chanda Well Discovery-Sep18Document1 pageChanda Well Discovery-Sep18KHALIDNo ratings yet
- Andrew Wall's Credit Card Transactions Between Dec. 26 and Dec. 29Document2 pagesAndrew Wall's Credit Card Transactions Between Dec. 26 and Dec. 29WCPO 9 NewsNo ratings yet
- Draft Commision EnglishDocument5 pagesDraft Commision EnglishReza Dewantara KusumaamidendaNo ratings yet
- Memo 097.7 - 051822 - Fuel and Oil Lubricant Consumption of Commonly Used EquipmentDocument14 pagesMemo 097.7 - 051822 - Fuel and Oil Lubricant Consumption of Commonly Used EquipmentAce LangNo ratings yet
- 00introduction To The Upstream Oil and Gas IndustryDocument15 pages00introduction To The Upstream Oil and Gas IndustryWSG SARIRNo ratings yet
- Gulf of Mexico Oil Gusher BPDocument308 pagesGulf of Mexico Oil Gusher BPVincent J. CataldiNo ratings yet
- Conversion FactorDocument3 pagesConversion FactorAniket AngreNo ratings yet
- Asia-Pacific/Arab Gulf Marketscan: Volume 39 / Issue 65 / April 2, 2020Document21 pagesAsia-Pacific/Arab Gulf Marketscan: Volume 39 / Issue 65 / April 2, 2020Donnie HavierNo ratings yet
- WorldOil July2014Document183 pagesWorldOil July2014chaeqqNo ratings yet
- Oil Families in Canadian Williston Basin (Southwestern Saskatchewan) - Osadetz, Snowdon, Brooks - (42, 155-177) - (1994) - PAPERDocument24 pagesOil Families in Canadian Williston Basin (Southwestern Saskatchewan) - Osadetz, Snowdon, Brooks - (42, 155-177) - (1994) - PAPERVitor8AzevedoNo ratings yet
- Case StudyDocument6 pagesCase StudyChandran NairNo ratings yet
- Hydrocarbons - DPP 02 (Of Lec 03) - Arjuna JEE Fastrack 2024Document3 pagesHydrocarbons - DPP 02 (Of Lec 03) - Arjuna JEE Fastrack 2024abdthecricketgoatNo ratings yet
- ButainDocument9 pagesButainshishishi123No ratings yet
- BHT-CONSUMABLES Aeroshell EquivalencyDocument4 pagesBHT-CONSUMABLES Aeroshell EquivalencyElias ZabanehNo ratings yet
- Activity 5 Unit 3 Importanc of THR Oil - 125545 PDFDocument2 pagesActivity 5 Unit 3 Importanc of THR Oil - 125545 PDFJimmy Ricardo Moo GüemezNo ratings yet
- Platts 03 Janv 2013 PDFDocument10 pagesPlatts 03 Janv 2013 PDFWallace YankotyNo ratings yet
- Ex 1Document4 pagesEx 1Megat RitzhanNo ratings yet
- Moly WhiteDocument1 pageMoly WhiteLuis EduardoNo ratings yet