Download as pdf or txt
You might also like
- The Influence of Fiber On The Resistance To Chloride-Ion Penetration of Concrete Under The Environment of CarbonationDocument6 pagesThe Influence of Fiber On The Resistance To Chloride-Ion Penetration of Concrete Under The Environment of CarbonationArfazNo ratings yet
- Jitchaiyaphum2011 PDFDocument8 pagesJitchaiyaphum2011 PDFmekalaNo ratings yet
- Experimental Study On Concrete Using AlccofineDocument7 pagesExperimental Study On Concrete Using AlccofineIJRASETPublicationsNo ratings yet
- 1 s2.0 S0301679X2030308X MainDocument11 pages1 s2.0 S0301679X2030308X MainRobson CostaNo ratings yet
- Effect of Glass Fibers On Tensile Strength of High Performance Lightweight Foamed Concrete (HPLWFC)Document8 pagesEffect of Glass Fibers On Tensile Strength of High Performance Lightweight Foamed Concrete (HPLWFC)Vijay Sri ThiruNo ratings yet
- SPC Module 4 Notes PDFDocument11 pagesSPC Module 4 Notes PDFmonikaNo ratings yet
- Assaedi2015 Article CharacterisationOfMechanicalAnDocument10 pagesAssaedi2015 Article CharacterisationOfMechanicalAnSofiene InNo ratings yet
- Manuscript Preparation For International Conference On Problematic SoilsDocument8 pagesManuscript Preparation For International Conference On Problematic SoilsHouari ABDELHADINo ratings yet
- Experimental Study On Human Hair As Fiber Reinforced ConcreteDocument5 pagesExperimental Study On Human Hair As Fiber Reinforced ConcreteYogendra PatilNo ratings yet
- Mechanism and Strengthening Effects of Carbon Fiber On Mechanical Properties of Cement MortarDocument6 pagesMechanism and Strengthening Effects of Carbon Fiber On Mechanical Properties of Cement MortarIJAERS JOURNALNo ratings yet
- Experimental Studies On Effect of Alccofine in Workability and Mechanical Properties of Steel Fiber Reinforced ConcreteDocument6 pagesExperimental Studies On Effect of Alccofine in Workability and Mechanical Properties of Steel Fiber Reinforced ConcretevitusstructuresNo ratings yet
- Siddique 2003Document9 pagesSiddique 2003Claudia CarhuaniNo ratings yet
- Development of High Strength High Performance Concrete Using Indian MetakaolinDocument10 pagesDevelopment of High Strength High Performance Concrete Using Indian Metakaolindigvijay singhNo ratings yet
- Imp 130Document8 pagesImp 130drpNo ratings yet
- Experimental Study On Flexural Behaviour of Fiber Reinforced Geopolymer Ferrocement Folded PanelDocument8 pagesExperimental Study On Flexural Behaviour of Fiber Reinforced Geopolymer Ferrocement Folded PanelheminNo ratings yet
- 11 - Studies On Mechanical Properties and Durability of Steel Fiber Reinforced Concrete Incorporating Graphene OxideDocument15 pages11 - Studies On Mechanical Properties and Durability of Steel Fiber Reinforced Concrete Incorporating Graphene OxideIsmael Eliú Rodas MontoyaNo ratings yet
- Foamed Cocncrete With Carbon FiberDocument14 pagesFoamed Cocncrete With Carbon FiberVirga PriyoNo ratings yet
- 1190-Article Text-2023-1-10-20180420Document10 pages1190-Article Text-2023-1-10-20180420zainabNo ratings yet
- Epoxy Composites ApplicationDocument37 pagesEpoxy Composites ApplicationMohammed SalmanNo ratings yet
- 1 s2.0 S2214509522005277 MainDocument18 pages1 s2.0 S2214509522005277 Mainanunciano GuterresNo ratings yet
- Investigation of The Effect of Glass Fiber Content On The Mechanical Properties of Cast PolyamideDocument8 pagesInvestigation of The Effect of Glass Fiber Content On The Mechanical Properties of Cast PolyamideIndra JayaNo ratings yet
- 60 Effect of SIFRCCs With Varying Steel Fiber Volume Fractions On Flexural BehaviorDocument10 pages60 Effect of SIFRCCs With Varying Steel Fiber Volume Fractions On Flexural Behaviormsheer hasanNo ratings yet
- Jurnal Beton Busa PDFDocument8 pagesJurnal Beton Busa PDFIqbalArifkyNo ratings yet
- Feasibility Study On Production and Sustainability of Poly Propylene Fiber Reinforced Concrete Ties Based On A Value Engineering SurveyDocument8 pagesFeasibility Study On Production and Sustainability of Poly Propylene Fiber Reinforced Concrete Ties Based On A Value Engineering SurveyIgnacio TabuadaNo ratings yet
- Paper ContentDocument11 pagesPaper ContentPiyush SinghNo ratings yet
- Experimental Study On Hybrid Fiber Concrete With Banana and Sugarcane FiberDocument10 pagesExperimental Study On Hybrid Fiber Concrete With Banana and Sugarcane FiberInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Composites: Part B: Guo-Ming Lin, Guang-You Xie, Guo-Xin Sui, Rui YangDocument6 pagesComposites: Part B: Guo-Ming Lin, Guang-You Xie, Guo-Xin Sui, Rui YangFabian MelinaoNo ratings yet
- 1 s2.0 S0950061815300817 Main PDFDocument9 pages1 s2.0 S0950061815300817 Main PDFMarden Rengifo RuizNo ratings yet
- Analysis of Concrete Behavior With Hybridization of Steel Fibers and Carbon NanofibersDocument8 pagesAnalysis of Concrete Behavior With Hybridization of Steel Fibers and Carbon NanofibersCONSTRUCTEC RYDNo ratings yet
- Studying The Electrical Conductivity of Different Carbon Fillers Reinforced Polyvinyl Chloride Composite MaterialsDocument10 pagesStudying The Electrical Conductivity of Different Carbon Fillers Reinforced Polyvinyl Chloride Composite MaterialsyasameenNo ratings yet
- 10.2478 - Cee 2023 0036Document8 pages10.2478 - Cee 2023 0036ajayyadav24127No ratings yet
- Micro Estructural 2Document16 pagesMicro Estructural 2Luis FelixNo ratings yet
- Ijest11 03 02 139Document11 pagesIjest11 03 02 139Liz AlvarengaNo ratings yet
- Optimum Fly Ash and Fiber Content For M20 Grade ConcreteDocument5 pagesOptimum Fly Ash and Fiber Content For M20 Grade ConcreteIJMER0% (1)
- 91 Effect of Fiber Type On Freeze Thaw Durability of SifconDocument4 pages91 Effect of Fiber Type On Freeze Thaw Durability of SifconMsheer Hasan AliNo ratings yet
- Experimental Investigation On Bendable Concrete Using Natural and Artificial Fibres (Jute and Nylon)Document5 pagesExperimental Investigation On Bendable Concrete Using Natural and Artificial Fibres (Jute and Nylon)anon_884442402No ratings yet
- 93 May2020Document6 pages93 May2020free netNo ratings yet
- Performance of Slurry Infiltrated Fibrous Concrete Sifcon With Silica FumeDocument13 pagesPerformance of Slurry Infiltrated Fibrous Concrete Sifcon With Silica FumeMOHAN KUMARNo ratings yet
- Materials 13 03796 v2Document12 pagesMaterials 13 03796 v2rtripulariasNo ratings yet
- Satyam Bhuyan Wear 2010Document6 pagesSatyam Bhuyan Wear 2010satyambhuyan_5338070No ratings yet
- Study On Mechanical Properties of Basalt Fiber Reinforced ConcreteDocument5 pagesStudy On Mechanical Properties of Basalt Fiber Reinforced ConcreteTohidNo ratings yet
- Waste Foundry Sand in Concrete: International Research Journal of Engineering and Technology (IRJET)Document5 pagesWaste Foundry Sand in Concrete: International Research Journal of Engineering and Technology (IRJET)Janak RaazzNo ratings yet
- Research ArticleDocument9 pagesResearch ArticleAmine RezaeiNo ratings yet
- Design EngineeringDocument11 pagesDesign EngineeringzainabNo ratings yet
- Composite Materials and ProcessingDocument105 pagesComposite Materials and ProcessingSunny BhatiaNo ratings yet
- A Study On Mechanical Properties of Geopolymer Concrete Reinforced With Basalt FiberDocument5 pagesA Study On Mechanical Properties of Geopolymer Concrete Reinforced With Basalt FiberAbdullahNo ratings yet
- Experimental Investigation of Shrinkage of Nano HaDocument5 pagesExperimental Investigation of Shrinkage of Nano HaJB RSNJNNo ratings yet
- Fatigue Behavior of FRP Composites and CDocument24 pagesFatigue Behavior of FRP Composites and CAnilNo ratings yet
- CivilDocument2 pagesCivilShiyaNo ratings yet
- Performance Characteristics of High-Volume Class F Fly Ash ConcreteDocument7 pagesPerformance Characteristics of High-Volume Class F Fly Ash ConcretealiNo ratings yet
- 4 The Effect of Different Types of Fiber On Flexure Strength and Fracture Toughness in SIFCONDocument12 pages4 The Effect of Different Types of Fiber On Flexure Strength and Fracture Toughness in SIFCONmsheer hasanNo ratings yet
- Kandungan Semen OPCDocument9 pagesKandungan Semen OPCtheodore stanleyNo ratings yet
- Experimental Behaviour of Steel Fiber Reinforced Concrete With Partial Replacement of Fly Ash and MetakaolinDocument4 pagesExperimental Behaviour of Steel Fiber Reinforced Concrete With Partial Replacement of Fly Ash and MetakaolinEditor IJTSRDNo ratings yet
- Experimental Testing On Carbon Basalt Interwoven Fabric To Determine Its Mechanical PropertiesDocument9 pagesExperimental Testing On Carbon Basalt Interwoven Fabric To Determine Its Mechanical PropertiesIJRASETPublicationsNo ratings yet
- Laboratory Study On Nano Clay Modified Asphalt PavementDocument17 pagesLaboratory Study On Nano Clay Modified Asphalt PavementAli YousefNo ratings yet
- A Seminar Report Zubair Final 1Document32 pagesA Seminar Report Zubair Final 1latest news newsNo ratings yet
- A Review On Reinforcement of Basalt and Aramid (Kevlar 129) - Fibers PDFDocument6 pagesA Review On Reinforcement of Basalt and Aramid (Kevlar 129) - Fibers PDFsrinilsukumarkhdNo ratings yet
- Durability Study of Hybrid Fiber Reinforced Concrete: Srinivasa Rao NaragantiDocument11 pagesDurability Study of Hybrid Fiber Reinforced Concrete: Srinivasa Rao NaragantiDr. Srinivasa Rao NaragantiNo ratings yet
- (IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainDocument7 pages(IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainIJETA - EighthSenseGroupNo ratings yet
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessFrom EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessNo ratings yet
- Syllabus of NCERT Booster Test Series - NEET-2024Document1 pageSyllabus of NCERT Booster Test Series - NEET-2024mohduwais695No ratings yet
- BCS-012 Solved Assignment 2023-2024Document21 pagesBCS-012 Solved Assignment 2023-2024RohitNo ratings yet
- Chemistry For Engineers: CHEM 114Document22 pagesChemistry For Engineers: CHEM 114Ivyy Joyce BuanNo ratings yet
- Oil Heater Instuction ManualDocument5 pagesOil Heater Instuction ManualEhsan Mohammadi100% (1)
- Research of Single-Phase Inverter For PV Modules With MPPTDocument4 pagesResearch of Single-Phase Inverter For PV Modules With MPPTAl Bajad MamadNo ratings yet
- 5-Prestress Diagram - Equivalent LoadsDocument15 pages5-Prestress Diagram - Equivalent Loadssamuel tejedaNo ratings yet
- Guru Nanak Dev Engineering College, LudhianaDocument17 pagesGuru Nanak Dev Engineering College, LudhianaAravind KnNo ratings yet
- Fixed Bed Reactor Dynamics and Control - A ReviewDocument14 pagesFixed Bed Reactor Dynamics and Control - A Reviewمصطفى سعدNo ratings yet
- Tan Delta Test - Loss Angle Test - Dissipation Factor TestDocument2 pagesTan Delta Test - Loss Angle Test - Dissipation Factor TesthusnainyasirNo ratings yet
- Lecture 2 AERONAUTICAL NOMENCLATUREDocument20 pagesLecture 2 AERONAUTICAL NOMENCLATUREIvan GluhenkiyNo ratings yet
- Optimal Design of An Under Voltage Load Shedding Scheme by Using Hybrid Meta-Heuristic TechniquesDocument52 pagesOptimal Design of An Under Voltage Load Shedding Scheme by Using Hybrid Meta-Heuristic Techniquesmukesh_kht1No ratings yet
- An Introduction To Crystal FiltersDocument8 pagesAn Introduction To Crystal FiltersmathurashwaniNo ratings yet
- Chemical Engineering Science: MonographDocument13 pagesChemical Engineering Science: MonographDuvan Leandro Parra VelandiaNo ratings yet
- 10.1515 - Zna 1989 0905Document10 pages10.1515 - Zna 1989 0905jandersen6169No ratings yet
- C24 Btests Till GBT Class XIDocument7 pagesC24 Btests Till GBT Class XITanmay AgarwalNo ratings yet
- Chapter 3 Practice Problems Review and Assessment Solution 2 Use The V T Graph of The Toy Train in Figure 9 To Answer These QuestionsDocument52 pagesChapter 3 Practice Problems Review and Assessment Solution 2 Use The V T Graph of The Toy Train in Figure 9 To Answer These QuestionsAref DahabrahNo ratings yet
- DLL - Science 5 - Q3 - W7Document8 pagesDLL - Science 5 - Q3 - W7aleeza ROXASNo ratings yet
- KD6031 2023 Output Transducers Section 8 (Wk11)Document34 pagesKD6031 2023 Output Transducers Section 8 (Wk11)mohamed redaNo ratings yet
- Chapter 16: Acid Base Equilibria and Solubility Equilibria: - Common Ion Effects - Buffers - Titration - SolubilityDocument35 pagesChapter 16: Acid Base Equilibria and Solubility Equilibria: - Common Ion Effects - Buffers - Titration - SolubilityLuis Jose SerracinNo ratings yet
- Proceedings of 10th International Conference On Recent Advances in Civil AviationDocument452 pagesProceedings of 10th International Conference On Recent Advances in Civil AviationLê Hoàng MaiNo ratings yet
- AHU-02 Submittal Saivar Rev-02Document49 pagesAHU-02 Submittal Saivar Rev-02Hossam AttefNo ratings yet
- TS1A-13A: Operation and Maintenance ManualDocument204 pagesTS1A-13A: Operation and Maintenance ManualJavier Aponte100% (1)
- Transfer CorrectionDocument1 pageTransfer CorrectionkattabommanNo ratings yet
- Science Quarter 4 - Week 2 Images Formed by Curved Mirror Grade 10A1, A2, A3, A4, B, CDocument3 pagesScience Quarter 4 - Week 2 Images Formed by Curved Mirror Grade 10A1, A2, A3, A4, B, CAnna Marie ErapNo ratings yet
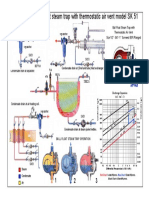
- Application For SK-51Document1 pageApplication For SK-51constantin.iacomi3837No ratings yet
- Safety Analysis of The Irradiation of Tellurium (Te) Target in G. A. Siwabessy ReactorDocument13 pagesSafety Analysis of The Irradiation of Tellurium (Te) Target in G. A. Siwabessy ReactorabdulazizrohmanhakimNo ratings yet
- EST Answer On BookmarkDocument26 pagesEST Answer On Bookmarkjj012586100% (1)
- M3 R20 - Unit-4Document48 pagesM3 R20 - Unit-4Manoj Kumar PangaNo ratings yet
- APBU DataLoggerDocument14 pagesAPBU DataLoggerdamirNo ratings yet
- Classnotes Chapter 5 Microwavedevices1Document29 pagesClassnotes Chapter 5 Microwavedevices1M Ramesh GowdaNo ratings yet