Download as pdf or txt
You might also like
- Production of Traditional MozzarellaDocument58 pagesProduction of Traditional MozzarellarajaytNo ratings yet
- Raw Milk FinalDocument32 pagesRaw Milk FinalnophadonNo ratings yet
- Probiotic Buttermilk Like Fermented MilkDocument8 pagesProbiotic Buttermilk Like Fermented MilkUyên SandyNo ratings yet
- Novel Insights Into The Microbiology of Fermented Dairy FoodsDocument7 pagesNovel Insights Into The Microbiology of Fermented Dairy FoodsRuben SerraNo ratings yet
- Australia Dairy Products Risk ProfilesDocument226 pagesAustralia Dairy Products Risk ProfilesDavidNo ratings yet
- Quality Issues of Milk & Milk Products (17-Uglc-603)Document22 pagesQuality Issues of Milk & Milk Products (17-Uglc-603)ayesha shafiqueNo ratings yet
- Leches Fermentadas Tamime2002Document14 pagesLeches Fermentadas Tamime2002Tatiana SofiiNo ratings yet
- Articulo Lacteos Fermentados-WordDocument9 pagesArticulo Lacteos Fermentados-WordoscarandresNo ratings yet
- 3.FinalRecentTechnologiesinDairysci Finalbook 17 5 20192 67 94Document29 pages3.FinalRecentTechnologiesinDairysci Finalbook 17 5 20192 67 94sudhineeharindhanavudhiNo ratings yet
- Raw Milk FactsDocument9 pagesRaw Milk FactsRon Loewenstein100% (2)
- 1 s2.0 S0023643819302531 MainDocument12 pages1 s2.0 S0023643819302531 MainПавел МагазNo ratings yet
- Dairy Industry Effluents Treatment - For PublicationDocument8 pagesDairy Industry Effluents Treatment - For Publicationapi-3820451100% (5)
- Contribution of Mass Spectrometry To AssDocument37 pagesContribution of Mass Spectrometry To AssELENI MALISSIOVANo ratings yet
- Growth of Probiotic in Soy Yogurt Formulation PDFDocument8 pagesGrowth of Probiotic in Soy Yogurt Formulation PDFLenaldy Nuari GarnokoNo ratings yet
- The Development, Production, Types, and Health Advantages of YogurtDocument10 pagesThe Development, Production, Types, and Health Advantages of YogurtPshtiwan SaidNo ratings yet
- Fermented Dairy FoodsDocument7 pagesFermented Dairy FoodsTan NguyenNo ratings yet
- Fermented Milks A Historical Food With Modern ApplDocument15 pagesFermented Milks A Historical Food With Modern ApplaliciaNo ratings yet
- ObjectivesDocument4 pagesObjectivesfst19013No ratings yet
- Unit 5 Lecture 3,4,5Document12 pagesUnit 5 Lecture 3,4,5Aparajita GNo ratings yet
- Fermented Milks: A Historical Food With Modern Applications - A ReviewDocument14 pagesFermented Milks: A Historical Food With Modern Applications - A ReviewSawang Loy R KartNo ratings yet
- Milk 2023Document33 pagesMilk 2023Nadila FitriyaniNo ratings yet
- Microbiology of MilkDocument27 pagesMicrobiology of MilkMohammad Ashraf Paul100% (7)
- MictobsDocument7 pagesMictobsAnuja AnushaNo ratings yet
- Food Chemistry: M. Sager, C.R. Mcculloch, D. SchoderDocument7 pagesFood Chemistry: M. Sager, C.R. Mcculloch, D. SchoderSonia Fernández MenéndezNo ratings yet
- A Mini Review On Technique of Milk Pasteurization: Simran WattsDocument3 pagesA Mini Review On Technique of Milk Pasteurization: Simran WattsAzzhna pNo ratings yet
- Evaluacion Dle Efecto de Las Condiciones de Almacenamiento de La Leche en Su Calidad Microbiologica y ComposicionalDocument11 pagesEvaluacion Dle Efecto de Las Condiciones de Almacenamiento de La Leche en Su Calidad Microbiologica y Composicionalmaria ospinaNo ratings yet
- Raw MilkDocument9 pagesRaw MilkJessicaDanae7No ratings yet
- Bacteriology of Cheese Milk: Summary Milk Is A Highly Nutritious Medium Which Can Be Easily ContaminatedDocument16 pagesBacteriology of Cheese Milk: Summary Milk Is A Highly Nutritious Medium Which Can Be Easily ContaminatedHiếu TâmNo ratings yet
- SJPM 1242 49Document8 pagesSJPM 1242 49Richard ObinnaNo ratings yet
- VICt. CorrectedDocument34 pagesVICt. CorrectedJerry PromoterNo ratings yet
- Effect of Temperature On Growth Andmetabolism of Probiotic Bacteria in MilkDocument9 pagesEffect of Temperature On Growth Andmetabolism of Probiotic Bacteria in MilkThoriqNo ratings yet
- DairyDocument4 pagesDairyrajrahaneNo ratings yet
- Milk Quality and Safety FinalDocument18 pagesMilk Quality and Safety FinalPanda HoughNo ratings yet
- Evaluation of M-Wps OfficeDocument3 pagesEvaluation of M-Wps OfficeShaheed AbbaNo ratings yet
- Yoghurt Production From Powdered Milk Using Mixed Lactic Acid Bacteria Starter CulturesDocument9 pagesYoghurt Production From Powdered Milk Using Mixed Lactic Acid Bacteria Starter CulturesSHEILLA DATORNo ratings yet
- Raw Milk Use and Safety Fact Sheet Science ModuleDocument10 pagesRaw Milk Use and Safety Fact Sheet Science Moduleratih95No ratings yet
- Microorganisms Associated With Raw Milk and Their SignificanceDocument20 pagesMicroorganisms Associated With Raw Milk and Their SignificanceRIDWAN V M 18FTR038No ratings yet
- 1 s2.0 S0023643819301732 MainDocument7 pages1 s2.0 S0023643819301732 MainSarfrazNo ratings yet
- Her Verte Tal 2017Document12 pagesHer Verte Tal 2017Abhishek BanerjeeNo ratings yet
- Physicochemical Characteristics of Functional Goats' Milk Yogurt As Affected by Some Milk Heat TreatmentsDocument17 pagesPhysicochemical Characteristics of Functional Goats' Milk Yogurt As Affected by Some Milk Heat TreatmentsMarwa ElgendyNo ratings yet
- Microbial Quality and Safety of Milk and Milk Products in TheDocument37 pagesMicrobial Quality and Safety of Milk and Milk Products in TheWilson SilvaNo ratings yet
- Lypolisis en Cheddar Cheese Raw, Thermized, Past MilksDocument10 pagesLypolisis en Cheddar Cheese Raw, Thermized, Past MilksRoberta Alcocer GregoryNo ratings yet
- Fluid Milk and Cream ProductsDocument61 pagesFluid Milk and Cream ProductsHiếu TâmNo ratings yet
- Trends in Fermented MilksDocument18 pagesTrends in Fermented MilksEle701100% (1)
- LPT 311 PDFDocument190 pagesLPT 311 PDFIbad Ur RahmanNo ratings yet
- Milk QualityDocument52 pagesMilk QualityRabee AlhossinyNo ratings yet
- Article 26Document9 pagesArticle 26palsantanu8837276365No ratings yet
- Aavin Internship 1Document52 pagesAavin Internship 1Godwin CbNo ratings yet
- YogurtDocument8 pagesYogurtbeton betonNo ratings yet
- Lec.8 Food Microbiology Spoilage of Specific Food Groups DR - Jehan Abdul SattarDocument9 pagesLec.8 Food Microbiology Spoilage of Specific Food Groups DR - Jehan Abdul SattarShafaat HussainNo ratings yet
- MCB 407 Microbial Spoilage of Milk Presentation-1Document14 pagesMCB 407 Microbial Spoilage of Milk Presentation-1ejohn8340No ratings yet
- Typesand Standardof Identity EDSDocument9 pagesTypesand Standardof Identity EDSjjfarizaNo ratings yet
- Technological and Enzymatic Characterization of Autochthonous Lactic Acid Bacteria Isolated From Viili Natural StartersDocument19 pagesTechnological and Enzymatic Characterization of Autochthonous Lactic Acid Bacteria Isolated From Viili Natural StartersCsaba AndrásNo ratings yet
- Dairy Microbiology: Study of Milk and MicroorganismsDocument18 pagesDairy Microbiology: Study of Milk and MicroorganismsPrince CharlesNo ratings yet
- Biochemical Changes in Milk PDFDocument5 pagesBiochemical Changes in Milk PDFMusunuri Ratna Teja0% (1)
- Modeling and Controlling of Milk Fermentation Process Thesis - 2Document50 pagesModeling and Controlling of Milk Fermentation Process Thesis - 2ajithNo ratings yet
- Selv Aggi 2014Document14 pagesSelv Aggi 2014Joaquín Ignacio Oses GámezNo ratings yet
- Conserver ses Aliments grâce à la LactofermentationFrom EverandConserver ses Aliments grâce à la LactofermentationNo ratings yet
- Product Expiry and Revalidation Date ListDocument18 pagesProduct Expiry and Revalidation Date ListSONIA NABINo ratings yet
- Achaar Powder 1550 A4 Impex 01.09.2022Document1 pageAchaar Powder 1550 A4 Impex 01.09.2022SONIA NABINo ratings yet
- Achaar 1055 SM Foods 13-09-2021Document1 pageAchaar 1055 SM Foods 13-09-2021SONIA NABINo ratings yet
- Assignment of FT N Oil Corn Oil BiscuitsDocument7 pagesAssignment of FT N Oil Corn Oil BiscuitsSONIA NABINo ratings yet
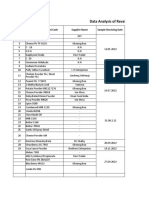
- Data Analysis of Revalidation Samples 26 10 2022Document5 pagesData Analysis of Revalidation Samples 26 10 2022SONIA NABINo ratings yet
- Achaar 1055 SM Foods 13-09-2021Document1 pageAchaar 1055 SM Foods 13-09-2021SONIA NABINo ratings yet
- Food Packaging Technology: BS-Final Year 18-March-2020Document15 pagesFood Packaging Technology: BS-Final Year 18-March-2020SONIA NABINo ratings yet
- Agarose Gel Electrophoresis of Food Coloring DyesDocument7 pagesAgarose Gel Electrophoresis of Food Coloring DyesSONIA NABINo ratings yet
- Problem and Market Size: Million Registered Vehicles %Document2 pagesProblem and Market Size: Million Registered Vehicles %SONIA NABINo ratings yet
- Assignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted byDocument3 pagesAssignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted bySONIA NABINo ratings yet
- Food Cans Manufacturing: Food Packaging FST-4041 BS-final YearDocument22 pagesFood Cans Manufacturing: Food Packaging FST-4041 BS-final YearSONIA NABINo ratings yet
- Assignment of Fats and Oil Technology Fat Sooluble VitaminsDocument4 pagesAssignment of Fats and Oil Technology Fat Sooluble VitaminsSONIA NABINo ratings yet
- Assig Nment of Beverage Technology:: Submitted ToDocument5 pagesAssig Nment of Beverage Technology:: Submitted ToSONIA NABINo ratings yet
- Storage ConditionsDocument12 pagesStorage ConditionsSONIA NABINo ratings yet
- Beverage Trmeric LassiDocument5 pagesBeverage Trmeric LassiSONIA NABINo ratings yet
- BMRDocument4 pagesBMRSONIA NABINo ratings yet
- Food Packaging Technology: BS-Final Year Lecture #2 (A) Packaging Material (Paper)Document11 pagesFood Packaging Technology: BS-Final Year Lecture #2 (A) Packaging Material (Paper)SONIA NABINo ratings yet
- What Is A Food Safety AuditDocument8 pagesWhat Is A Food Safety AuditSONIA NABINo ratings yet
- Course Summary:: Assignment 1Document1 pageCourse Summary:: Assignment 1SONIA NABINo ratings yet
- Maintenance Work Seasoning + Flavor Section From January 2021Document1 pageMaintenance Work Seasoning + Flavor Section From January 2021SONIA NABINo ratings yet
- Assignment of Food Safety:: Submitted ToDocument3 pagesAssignment of Food Safety:: Submitted ToSONIA NABINo ratings yet
- Sop Lays Feritos Sonia CompleteDocument1 pageSop Lays Feritos Sonia CompleteSONIA NABI0% (1)
- Chapter 14sensoryevalutionandconsumeracceptabilityDocument27 pagesChapter 14sensoryevalutionandconsumeracceptabilitySONIA NABINo ratings yet
- Course Summary:: Assignment 1 2020Document1 pageCourse Summary:: Assignment 1 2020SONIA NABINo ratings yet
- Latihan Soal PAS Kelas XI Bahasa InggrisDocument4 pagesLatihan Soal PAS Kelas XI Bahasa InggrisFarel lesmanaNo ratings yet
- Inox Hòa Bình PDFDocument27 pagesInox Hòa Bình PDFBinh Hung OngNo ratings yet
- Tamale Ingredients:: Mom's TamalesDocument5 pagesTamale Ingredients:: Mom's TamalesDustidoorNo ratings yet
- Read The Sentences To Decide Whether The Verbs Should Be Singular or Plural. Then Click The Dropdown Menu To See The AnswerDocument1 pageRead The Sentences To Decide Whether The Verbs Should Be Singular or Plural. Then Click The Dropdown Menu To See The AnswerCarlynArgentinaPaitanCarduzaNo ratings yet
- Siva Diet PlanDocument22 pagesSiva Diet Plannaveen saiNo ratings yet
- Health & Wellness (April 2024)Document16 pagesHealth & Wellness (April 2024)The Livingston County NewsNo ratings yet
- Unidad 2: English B1: Sandra Maria GonzalezDocument8 pagesUnidad 2: English B1: Sandra Maria Gonzalez57482984No ratings yet
- Fermentation of Cucumbers Brined With Calcium Chloride Instead of Sodium ChlorideDocument6 pagesFermentation of Cucumbers Brined With Calcium Chloride Instead of Sodium ChloridedupitosariNo ratings yet
- Tugas Tutorial 1Document3 pagesTugas Tutorial 1sonya septyanaNo ratings yet
- Camping Recreational ActivityDocument5 pagesCamping Recreational ActivityGylle Marie PlazaNo ratings yet
- Do Now Worksheet - Potato FamineDocument1 pageDo Now Worksheet - Potato Faminemsdoramia100% (1)
- Chemistry Investigatory ProjectDocument23 pagesChemistry Investigatory Projectsunidhi dewangan100% (4)
- Giving Directions Prepositions of Place PlacesDocument1 pageGiving Directions Prepositions of Place PlacesItzel MatiasNo ratings yet
- Forbes USA - 25 May 2015.bakDocument156 pagesForbes USA - 25 May 2015.bakhugosalazarNo ratings yet
- Bertazonni F30PROXV Built-In Oven Installation Use and Care Manual enDocument27 pagesBertazonni F30PROXV Built-In Oven Installation Use and Care Manual enRichard RoperNo ratings yet
- Ultra Creamy Mushroom Risotto RecipeDocument1 pageUltra Creamy Mushroom Risotto RecipePola PhotographyNo ratings yet
- PNS-FDA 27 (2010) - Recommended Code of Practice For The Processing and Handling of Smoked FishDocument38 pagesPNS-FDA 27 (2010) - Recommended Code of Practice For The Processing and Handling of Smoked FishGaily Jubie HontiverosNo ratings yet
- DU3034 Bahasa Inggris ASPD SMPDocument8 pagesDU3034 Bahasa Inggris ASPD SMPAgri PuspitasariNo ratings yet
- Engl4021-L03 Progress ReportDocument21 pagesEngl4021-L03 Progress Reportapi-512329897No ratings yet
- Egg, Boiled: Nutrition FactsDocument5 pagesEgg, Boiled: Nutrition FactsbolajiNo ratings yet
- Energy Consumption Patterns 2 States QuestionnaireDocument26 pagesEnergy Consumption Patterns 2 States QuestionnaireAayush KumarNo ratings yet
- Gesci110 - Document - W03 Study Guide PersonalDocument3 pagesGesci110 - Document - W03 Study Guide PersonalEmmanuel NsaNo ratings yet
- Banana Cake With Brown Butter Cream Cheese Frosting - Sally's Baking AddictionDocument2 pagesBanana Cake With Brown Butter Cream Cheese Frosting - Sally's Baking AddictionKRNo ratings yet
- Trasabilitatea Carnii de Vita - irlaNDADocument11 pagesTrasabilitatea Carnii de Vita - irlaNDAgalantus nivalisNo ratings yet
- Activity 9 - Factors Affecting SolubilityDocument7 pagesActivity 9 - Factors Affecting SolubilityJohn Hayden Dela CruzNo ratings yet
- 四年级/ Standard 4: Time: 1 hourDocument12 pages四年级/ Standard 4: Time: 1 hourJoyceNo ratings yet
- Coping With The Office PartyDocument2 pagesCoping With The Office PartyVrkNo ratings yet
- Three Distinct Parts: The KernelDocument22 pagesThree Distinct Parts: The Kernelzeeshan farooqNo ratings yet
- Deconstructed Classics Tier 1 TiramisuDocument8 pagesDeconstructed Classics Tier 1 TiramisuAdriana NedelcuNo ratings yet
- McDonalds India Launch Strategy 2.0Document88 pagesMcDonalds India Launch Strategy 2.0Dr Amit Rangnekar100% (1)