Download as pdf or txt
You might also like
- Spiral Sweater Graph (Double Crochet) - Stitch FiddleDocument2 pagesSpiral Sweater Graph (Double Crochet) - Stitch FiddleEsra MenteseNo ratings yet
- Saeco Lirika SUP041 RI9840Document6 pagesSaeco Lirika SUP041 RI9840AlexNo ratings yet
- BST35 PartsDocument2 pagesBST35 PartsEthan HostetterNo ratings yet
- Cutter Wheel - H1140Document4 pagesCutter Wheel - H1140Sebastián Fernando Canul Mendez100% (2)
- The Fusion Marketing Bible: Fuse Traditional Media, Social Media, & Digital Media to Maximize MarketingFrom EverandThe Fusion Marketing Bible: Fuse Traditional Media, Social Media, & Digital Media to Maximize MarketingRating: 5 out of 5 stars5/5 (2)
- Sauer DanfossDocument13 pagesSauer DanfossSebastián Fernando Canul MendezNo ratings yet
- Update Dec 06Document18 pagesUpdate Dec 06api-27370939No ratings yet
- Dance Drama Lesson Plan TemplateDocument4 pagesDance Drama Lesson Plan Templateapi-293674497No ratings yet
- Laporan Keuangan Sabers Cup IDocument2 pagesLaporan Keuangan Sabers Cup IMas GunNo ratings yet
- Madani - Store - Interview QuestionsDocument117 pagesMadani - Store - Interview Questions7cvnnvvx6xNo ratings yet
- HitachiDocument4 pagesHitachiEmilio RamiresNo ratings yet
- Lecture Series 6 - HydrographsDocument80 pagesLecture Series 6 - HydrographsManan GoyalNo ratings yet
- State Institute of Nursing and Paramedical Sciences, Badal Master Rotation Plan of M.Sc. NursingDocument1 pageState Institute of Nursing and Paramedical Sciences, Badal Master Rotation Plan of M.Sc. Nursingkiran mahal100% (1)
- Partes Freidora AMR-AF35-50 - PMDocument3 pagesPartes Freidora AMR-AF35-50 - PMezequiel.barrioszamoraNo ratings yet
- Angel We Heard On High BassDocument1 pageAngel We Heard On High BassLeo KamargaNo ratings yet
- Ward MangloreDocument1 pageWard MangloreApeksha YNo ratings yet
- Format Penilaian Pidato Keagamaan Maulid Nabi 2021Document1 pageFormat Penilaian Pidato Keagamaan Maulid Nabi 2021Ropi KomalaNo ratings yet
- Vue Eclatee Mac GBV 345Document3 pagesVue Eclatee Mac GBV 345Dom DmeNo ratings yet
- Lamp. Denah Pusk RembangDocument8 pagesLamp. Denah Pusk RembangrembangNo ratings yet
- Urdu Course (B-303) Cbse Term 1 Examination 2021-22Document20 pagesUrdu Course (B-303) Cbse Term 1 Examination 2021-22MAZIN Mansoor mohammadNo ratings yet
- Earth BeingsDocument343 pagesEarth BeingsbgalindorodriguesNo ratings yet
- Your Total Life Expectancy Is 79 Years (4149 Weeks) - You Have Been Alive For 1485 Weeks Now. Your Remaining Life Expectancy Is 2664 WeeksDocument2 pagesYour Total Life Expectancy Is 79 Years (4149 Weeks) - You Have Been Alive For 1485 Weeks Now. Your Remaining Life Expectancy Is 2664 WeeksjuanNo ratings yet
- Turco Installation ManualDocument21 pagesTurco Installation Manualmanitou1997No ratings yet
- Manual de Usuario Mercury Sable (1998) (190 Páginas)Document2 pagesManual de Usuario Mercury Sable (1998) (190 Páginas)MiaNo ratings yet
- Sundstrand M46 Tandem Pump Service Parts ManualDocument5 pagesSundstrand M46 Tandem Pump Service Parts Manualrun awayNo ratings yet
- Allison CT 755 Series Electronic Controls Off-Highway Transmissions Parts CatalogDocument7 pagesAllison CT 755 Series Electronic Controls Off-Highway Transmissions Parts CatalogJulioRamirezNo ratings yet
- ESL Worksheet Crossword Puzzle: Past Simple of Irregular VerbsDocument2 pagesESL Worksheet Crossword Puzzle: Past Simple of Irregular VerbsKurikulum SmanemaNo ratings yet
- 4470 - 121302 Part ListDocument2 pages4470 - 121302 Part Listluisa fernanda ordoñez casasNo ratings yet
- 100 Cycle Stopwatch Ver.1.1Document4 pages100 Cycle Stopwatch Ver.1.1zazlan zainiNo ratings yet
- Sweet Child O Mine - Drum TabDocument5 pagesSweet Child O Mine - Drum TabVictor Manuel Ospina BautistaNo ratings yet
- RE 500 and 501 Series Motors Service Guide en-USDocument16 pagesRE 500 and 501 Series Motors Service Guide en-USvendas servicosNo ratings yet
- The Scientist (Partitura Piano - Easy)Document2 pagesThe Scientist (Partitura Piano - Easy)Cristian VargasNo ratings yet
- Plano de Ensamble 3D (60"x113") Traylor "NT" Giratory Crusher Assembly PDFDocument1 pagePlano de Ensamble 3D (60"x113") Traylor "NT" Giratory Crusher Assembly PDFRenato DezaNo ratings yet
- NT CutawayPosterDocument1 pageNT CutawayPosterManuel Hans ToledoNo ratings yet
- Escolaso Violon - Astor PiazzollaDocument3 pagesEscolaso Violon - Astor Piazzollagfj mawetNo ratings yet
- Spare Parts List: PS-3300 THDocument10 pagesSpare Parts List: PS-3300 THГоран СтанишићNo ratings yet
- Emglo Air Compressor K15A-8P-CRCDocument8 pagesEmglo Air Compressor K15A-8P-CRCRod ScottNo ratings yet
- Layer No Travel Speed Wire Feed Speed Starting Current AC Average Current Average Voltage Inter Pass Temperature Inter Pass Cooling Time Layer HeightDocument1 pageLayer No Travel Speed Wire Feed Speed Starting Current AC Average Current Average Voltage Inter Pass Temperature Inter Pass Cooling Time Layer Heightkhairy2013No ratings yet
- Robert Fripp - Suite No1Document2 pagesRobert Fripp - Suite No1Gabriel de AndradeNo ratings yet
- Ex3600-5 Swing MotorDocument7 pagesEx3600-5 Swing MotorAngelo SolorzanoNo ratings yet
- Miss You. (Bass) PDFDocument1 pageMiss You. (Bass) PDFRogerLartheauNo ratings yet
- PC240LC-8K PC240LC-8K S/N S/N K50001-Up K50001-UpDocument2 pagesPC240LC-8K PC240LC-8K S/N S/N K50001-Up K50001-UpANo ratings yet
- Pump World American Wa - Hydraulic - CatDocument4 pagesPump World American Wa - Hydraulic - Catyoguga1978No ratings yet
- Digital NZMDocument1 pageDigital NZMfaviomarchantNo ratings yet
- Diagram October 2018Document1 pageDiagram October 2018Victoria BostanNo ratings yet
- Amsterdam Stuff To SeeDocument4 pagesAmsterdam Stuff To Seenilisa89No ratings yet
- FoodDocument2 pagesFoodTaiga ChanNo ratings yet
- Hay Poder (Bass)Document3 pagesHay Poder (Bass)Supervisor El Elyon 809No ratings yet
- Cuento AzulDocument2 pagesCuento AzulJuan Sanjinez sanjinezNo ratings yet
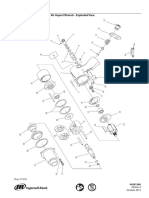
- 231HA ImpactDocument2 pages231HA Impactabdi rachmanNo ratings yet
- PPL 0320Document2 pagesPPL 0320fs4qqyn79pNo ratings yet
- Link List Problem SolvingDocument57 pagesLink List Problem SolvingPrince MauryaNo ratings yet
- Gear GP Forward ReverseDocument2 pagesGear GP Forward ReverseHamed KhorasaniNo ratings yet
- Arp 2Document4 pagesArp 2Foggy211No ratings yet
- Wiring DiagramDocument8 pagesWiring DiagramIsaac Ramirez GarciaNo ratings yet
- Allison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogDocument4 pagesAllison MT (B) 640, 643, 650, 653 Series On-Highway Transmissions Parts CatalogMarcos LunaNo ratings yet
- The Way of Nature and The Way of Grace PDocument25 pagesThe Way of Nature and The Way of Grace PMiruna MinculescuNo ratings yet
- Clutch 924Document1 pageClutch 924ubaldo caraballoNo ratings yet
- สลักจิต DrumDocument2 pagesสลักจิต DrumChatphon ManeepongNo ratings yet
- Cabezal MillerDocument12 pagesCabezal MillerTELEHIT BANDAMAXNo ratings yet
- SOM 012821 Info 2022 11 24 13 52 08Document1 pageSOM 012821 Info 2022 11 24 13 52 08Mariem BouaskerNo ratings yet
- Avant Availability Chart: Wednesday, January 05, 2011Document1 pageAvant Availability Chart: Wednesday, January 05, 2011KLMosaicNo ratings yet
- Game of Thrones Theme - Tone Exercise - BBDocument1 pageGame of Thrones Theme - Tone Exercise - BBKannToNo ratings yet
- Jt60at60 Enh Hydraulic (Id0598687 - 01 - SVC)Document67 pagesJt60at60 Enh Hydraulic (Id0598687 - 01 - SVC)Sebastián Fernando Canul MendezNo ratings yet
- Horarios OperadoresDocument2 pagesHorarios OperadoresSebastián Fernando Canul MendezNo ratings yet
- Aa4vg71hd1d1-32l-Ntfxxf001d-S R902074378 Cat 222-1214Document31 pagesAa4vg71hd1d1-32l-Ntfxxf001d-S R902074378 Cat 222-1214Sebastián Fernando Canul MendezNo ratings yet
- Serial Number: XT 85xt - Case Skid Steer Loader (09/97 - 12/05) 06 - Power Train 06-13 - Pump, Tandem, ControlDocument3 pagesSerial Number: XT 85xt - Case Skid Steer Loader (09/97 - 12/05) 06 - Power Train 06-13 - Pump, Tandem, ControlSebastián Fernando Canul MendezNo ratings yet
- Ditch Witch JT2020 Tier 3 PDFDocument250 pagesDitch Witch JT2020 Tier 3 PDFSebastián Fernando Canul Mendez100% (2)
- Serial Number: XT 85xt - Case Skid Steer Loader (09/97 - 12/05) 06 - Power Train 06-12 - Pump, Tandem, Cylinder Block and PistonDocument3 pagesSerial Number: XT 85xt - Case Skid Steer Loader (09/97 - 12/05) 06 - Power Train 06-12 - Pump, Tandem, Cylinder Block and PistonSebastián Fernando Canul MendezNo ratings yet
- HDD Tooling CatalogDocument39 pagesHDD Tooling CatalogSebastián Fernando Canul MendezNo ratings yet
- Filter Buddy: Handheld Portable Filtration SystemDocument2 pagesFilter Buddy: Handheld Portable Filtration SystemSebastián Fernando Canul MendezNo ratings yet
- QSB4.5 CM2350 B106-Rev2Document181 pagesQSB4.5 CM2350 B106-Rev2Sebastián Fernando Canul Mendez100% (1)
- A6VM Series 6 Motor PDFDocument76 pagesA6VM Series 6 Motor PDFSebastián Fernando Canul MendezNo ratings yet
- Hydrawheel #9 Box - 1Document1 pageHydrawheel #9 Box - 1Sebastián Fernando Canul MendezNo ratings yet
- Hydrawheel #9 Box - 2Document1 pageHydrawheel #9 Box - 2Sebastián Fernando Canul MendezNo ratings yet
- Parts Cat Mhi Alog For Centranz Parts and ManufacturingDocument64 pagesParts Cat Mhi Alog For Centranz Parts and ManufacturingSebastián Fernando Canul MendezNo ratings yet
- PowerTech 4 5L OEM 4045 Tier 3 Engine 4045HF285 IntroductionDocument4 pagesPowerTech 4 5L OEM 4045 Tier 3 Engine 4045HF285 IntroductionSebastián Fernando Canul MendezNo ratings yet
- JBNDocument76 pagesJBNSebastián Fernando Canul MendezNo ratings yet
- PowerTech 4 5L OEM 4045 Tier 3 Engine 4045HF285 IntroductionDocument4 pagesPowerTech 4 5L OEM 4045 Tier 3 Engine 4045HF285 IntroductionSebastián Fernando Canul MendezNo ratings yet
- Medium Series: 6 9 Hydraulic BreakersDocument2 pagesMedium Series: 6 9 Hydraulic BreakersSebastián Fernando Canul MendezNo ratings yet
- 6081afm Performance Curve 375 PDFDocument2 pages6081afm Performance Curve 375 PDFSebastián Fernando Canul MendezNo ratings yet
- RT115 T3 Parts Manual 053-1191 PDFDocument213 pagesRT115 T3 Parts Manual 053-1191 PDFSebastián Fernando Canul MendezNo ratings yet
- Floor Plan SymbolsDocument34 pagesFloor Plan SymbolsMatthew DavidNo ratings yet
- CNT 3922322/31 JUL/SDU-CGH: - Not For Real World NavigationDocument20 pagesCNT 3922322/31 JUL/SDU-CGH: - Not For Real World NavigationFillipe LemesNo ratings yet
- Plum Concrete WallsDocument4 pagesPlum Concrete WallsnileshNo ratings yet
- Christslastagony00okee PDFDocument36 pagesChristslastagony00okee PDFpstuhNo ratings yet
- Bai Tap On Thi Hoc Ki 2 Lop 4 Mon Tieng AnhDocument8 pagesBai Tap On Thi Hoc Ki 2 Lop 4 Mon Tieng AnhMsPhuong ChiNo ratings yet
- Your EyesDocument71 pagesYour EyessdgouseNo ratings yet
- Day 9 Notes Norton and Max PowerDocument7 pagesDay 9 Notes Norton and Max PowerSwaroop RamaswamyNo ratings yet
- Barudan-Bens PDFDocument103 pagesBarudan-Bens PDFJoseph KimNo ratings yet
- Utility Request Form (SAP BRP) Revision2Document2 pagesUtility Request Form (SAP BRP) Revision2junaidi100% (1)
- AlasalDocument119 pagesAlasalYoussoupha DiakhateNo ratings yet
- Super Duper MoxonDocument8 pagesSuper Duper Moxonrus comaresNo ratings yet
- MEO Class 2 Orals Function 4 & 6 Q & ADocument8 pagesMEO Class 2 Orals Function 4 & 6 Q & Aneeraj118578% (9)
- One Dimensional Heat EquationDocument30 pagesOne Dimensional Heat Equation20-317 RithvikNo ratings yet
- Rubins-Q A ENDOCRINEDocument14 pagesRubins-Q A ENDOCRINECRUZ Jill EraNo ratings yet
- Ground Floor Plan: Nitin SidhpuraDocument14 pagesGround Floor Plan: Nitin SidhpuraRam PatelNo ratings yet
- Differential Equations - MTH401 Fall 2006 Final Term Paper Session 1Document6 pagesDifferential Equations - MTH401 Fall 2006 Final Term Paper Session 1Faizan Zafar SahiNo ratings yet
- DSE890 891 Data Sheet PDFDocument2 pagesDSE890 891 Data Sheet PDFYasser JaviNo ratings yet
- GRI 180-12-B-W1K Data SheetDocument3 pagesGRI 180-12-B-W1K Data SheetJMAC SupplyNo ratings yet
- Overview of Literature On Sustainability in Projects and Project ManagementDocument8 pagesOverview of Literature On Sustainability in Projects and Project ManagementRalf BrauneNo ratings yet
- Meera FDocument1 pageMeera FIMOUNT ONENo ratings yet
- Catalog Siemens DetectieDocument340 pagesCatalog Siemens DetectieDamian OvidiuNo ratings yet
- Silo - Tips Moorish Fashion in Thirteenth Century Spain Lady Violante de Sant SebastianDocument11 pagesSilo - Tips Moorish Fashion in Thirteenth Century Spain Lady Violante de Sant SebastianTobi Vlog100% (1)
- c5 Conc1 EnergeticsDocument7 pagesc5 Conc1 EnergeticsAlexandra AlexandraNo ratings yet
- IHKS Summit ProgramDocument35 pagesIHKS Summit ProgramDiah Rahayu SetiawatiNo ratings yet
- Unit 5.1 Introduction To Operations ManagementDocument17 pagesUnit 5.1 Introduction To Operations ManagementJun Woo YangNo ratings yet
- SUSTECH MathDocument24 pagesSUSTECH Matht0xic.369xNo ratings yet
- Physic Lab Report 6: Sherry Carentona GalinDocument6 pagesPhysic Lab Report 6: Sherry Carentona GalinNurl AinaNo ratings yet
- 02nd To 04th December 2023 International Cotton Advisory Committee - 81st Plenary Meeting 2023Document11 pages02nd To 04th December 2023 International Cotton Advisory Committee - 81st Plenary Meeting 2023sabirNo ratings yet