Download as pdf or txt
You might also like
- CETA Compounding Isolator Testing Guide CAG-002-2006 Revised December 8, 2008Document20 pagesCETA Compounding Isolator Testing Guide CAG-002-2006 Revised December 8, 2008Vidya Dhari100% (2)
- Hvac PM Service Checklist ContractorDocument1 pageHvac PM Service Checklist Contractorudupiganesh3069100% (2)
- Patty Brennan Homeopathic GuideDocument54 pagesPatty Brennan Homeopathic Guidepawajee50% (2)
- Astm C 423Document12 pagesAstm C 423Abhinav AcharyaNo ratings yet
- USP-NF 1231 Water For Pharmaceutical PurposesDocument41 pagesUSP-NF 1231 Water For Pharmaceutical PurposesRonald Salas100% (3)
- Assignment#03 Using HAPDocument2 pagesAssignment#03 Using HAPHaider AliNo ratings yet
- Ecoloair System: Application Features & Benefi TsDocument4 pagesEcoloair System: Application Features & Benefi TsArun Jacob CherianNo ratings yet
- Woods Catalogue JM - JET1Document50 pagesWoods Catalogue JM - JET1doddisai100% (2)
- Albion Butterfly ValveDocument28 pagesAlbion Butterfly ValveZein MubarakNo ratings yet
- Ms KRT 2553 804 10 14Document40 pagesMs KRT 2553 804 10 14sharandeep1112No ratings yet
- Zurn Brochure Edited PDFDocument44 pagesZurn Brochure Edited PDFArthur StoutNo ratings yet
- SW LEED VOC ReferenceGuideDocument36 pagesSW LEED VOC ReferenceGuidememoNo ratings yet
- Geberit Sanitary Catalogue 2017 2018Document348 pagesGeberit Sanitary Catalogue 2017 2018Po MoNo ratings yet
- Geberit Waste Water SystemsDocument83 pagesGeberit Waste Water SystemsIvanSmith100% (1)
- Domestic Water Pipe Sizing: A.) Pipe Sizing For Main Line (By Water Supply Unit Value Load)Document3 pagesDomestic Water Pipe Sizing: A.) Pipe Sizing For Main Line (By Water Supply Unit Value Load)Anonymous 7CnrWpzZf1No ratings yet
- Geberit Piping SystemsDocument95 pagesGeberit Piping SystemsCatalin Frincu0% (1)
- Geberit TrapsDocument32 pagesGeberit TrapsCatalin FrincuNo ratings yet
- WindChart-Golf W-Quarterback PWR 1 QuasarDocument1 pageWindChart-Golf W-Quarterback PWR 1 QuasarmaskedpianistNo ratings yet
- Basic Requirements For Clean RoomDocument6 pagesBasic Requirements For Clean Roomsamuel debebeNo ratings yet
- Trane ENL ASHRAE 62.1 90.1 VAVDocument54 pagesTrane ENL ASHRAE 62.1 90.1 VAVgary_robinsonNo ratings yet
- HepworthDocument147 pagesHepworthldbautista2005No ratings yet
- Guida Coprax Eng 2015 LightDocument82 pagesGuida Coprax Eng 2015 Lightairsys7projec100% (1)
- Geberit Drainage BrochureDocument6 pagesGeberit Drainage BrochureCzar LRNo ratings yet
- What Is A Cleanroom1Document55 pagesWhat Is A Cleanroom1XUAN CUONG PHANNo ratings yet
- UOA - Cold Water Pipe SizingDocument4 pagesUOA - Cold Water Pipe SizingDuoc Su HoangNo ratings yet
- Fresh Air IntakeDocument7 pagesFresh Air IntakeNirmal KvNo ratings yet
- Iso 15874 2 2013 en PDFDocument11 pagesIso 15874 2 2013 en PDFAlde IbrahimNo ratings yet
- Bms Pressure Sensor Location2Document81 pagesBms Pressure Sensor Location2Abraham JyothimonNo ratings yet
- Oman Law For Radioactive MaterialDocument6 pagesOman Law For Radioactive MaterialTabish Shaikh100% (1)
- Sys-Am-14 Designing An 'Iaq Ready' Air Handler SystemDocument71 pagesSys-Am-14 Designing An 'Iaq Ready' Air Handler SystemtpqnhatNo ratings yet
- Classroom Acoustics Report Printed VersionDocument44 pagesClassroom Acoustics Report Printed Versionnr2006No ratings yet
- Graphical Symbols BookletDocument36 pagesGraphical Symbols BookletkosuireskoNo ratings yet
- IsolationBase CatalogDocument8 pagesIsolationBase CatalogarturslaveNo ratings yet
- Air ClassificationDocument6 pagesAir ClassificationjithendrakumarbNo ratings yet
- BS 1290 PDFDocument19 pagesBS 1290 PDFAhmed IrakyNo ratings yet
- Josam SS Drain GuideDocument28 pagesJosam SS Drain GuidetuzlucayirNo ratings yet
- HeatcalcDocument12 pagesHeatcalchawk789No ratings yet
- What Is GMP Compliant Equipment DesignDocument3 pagesWhat Is GMP Compliant Equipment DesignLaura TarazonaNo ratings yet
- Zurn Drain Catalog Sd112Document201 pagesZurn Drain Catalog Sd112Anees Olasseril100% (1)
- TSI PANDA 341 User ManualDocument38 pagesTSI PANDA 341 User ManualHernan RomeroNo ratings yet
- Heating, Ventilation and Air Conditioning (HVAC) System InvestigationDocument8 pagesHeating, Ventilation and Air Conditioning (HVAC) System InvestigationonspsnonsNo ratings yet
- Pipe Sizing V2.3Document31 pagesPipe Sizing V2.3Hamdy AdelNo ratings yet
- Ashrae 134Document89 pagesAshrae 134rubenNo ratings yet
- AHU-Volta - Submittal 04032020 - REV-02 PDFDocument437 pagesAHU-Volta - Submittal 04032020 - REV-02 PDFRamy MahmoudNo ratings yet
- Air Duct CalculatorDocument1 pageAir Duct CalculatortrungvuNo ratings yet
- Manual SMLDocument76 pagesManual SMLsulebebNo ratings yet
- Prihoda Recycled Fabric Duct SpecificationDocument5 pagesPrihoda Recycled Fabric Duct SpecificationaverentzNo ratings yet
- Water Meter Sizing Chart: City of Gresham Department of Environmental Services-Development EngineeringDocument1 pageWater Meter Sizing Chart: City of Gresham Department of Environmental Services-Development EngineeringMIN GUINo ratings yet
- SECTION 15850 Air Outlets and Inlets Rev 0Document31 pagesSECTION 15850 Air Outlets and Inlets Rev 0Munir RasheedNo ratings yet
- AAF Product Leaflet AstroFan FFU EN PDFDocument5 pagesAAF Product Leaflet AstroFan FFU EN PDFAlwin WanNo ratings yet
- Design of Plumbing System-LUP-08 & LUP-09Document12 pagesDesign of Plumbing System-LUP-08 & LUP-09projects sureshNo ratings yet
- NABH Guidelines For Operation TheatersDocument27 pagesNABH Guidelines For Operation TheatersReal-estateNo ratings yet
- Media Filter Standards ASABEDocument7 pagesMedia Filter Standards ASABEjshutz1245No ratings yet
- Water Quality Regulations 2021 Edition 5Document67 pagesWater Quality Regulations 2021 Edition 5Samer KhaledNo ratings yet
- Chapter 1. Hvac System Analysis and SelectionDocument20 pagesChapter 1. Hvac System Analysis and SelectionRolando Valdez GutierrezNo ratings yet
- AstmDocument29 pagesAstmMohd Zulfadli Mohamad IzaraeeNo ratings yet
- Flash Card - AspeDocument36 pagesFlash Card - Aspesunil_v5No ratings yet
- Note 1: in These Programs, Required Input Values Are in Yellow Cells. Output Values Are in Blue or GreenDocument9 pagesNote 1: in These Programs, Required Input Values Are in Yellow Cells. Output Values Are in Blue or GreenrakamechNo ratings yet
- Sizing and Counting Airborne Particulate Contamination in Cleanrooms and Other Dust-Controlled AreasDocument8 pagesSizing and Counting Airborne Particulate Contamination in Cleanrooms and Other Dust-Controlled AreasEssam Eldin Metwally AhmedNo ratings yet
- EU GMP Annex 1 - Sterile Medicinal Product - 2008Document16 pagesEU GMP Annex 1 - Sterile Medicinal Product - 2008tungquacert100% (1)
- GMP Annex 1Document16 pagesGMP Annex 1Delvina GintingNo ratings yet
- Air SamplingDocument10 pagesAir SamplingBudiawan PramonoNo ratings yet
- Particle Monitoring in Pharmaceutical CleanroomsDocument8 pagesParticle Monitoring in Pharmaceutical CleanroomsAbd Al-Rahmman Al-qatananiNo ratings yet
- Gravimetric Determination of Nonvolatile Residue From Cleanroom GlovesDocument5 pagesGravimetric Determination of Nonvolatile Residue From Cleanroom Glovesjun floresNo ratings yet
- PerfectPleat SC M8 - Prod - Mark - SHT - AFP 1 202C NewDocument2 pagesPerfectPleat SC M8 - Prod - Mark - SHT - AFP 1 202C NewRonald SalasNo ratings yet
- Milliflex Oasis System Media Plates Selection Guide Poster Ps2527en MKDocument1 pageMilliflex Oasis System Media Plates Selection Guide Poster Ps2527en MKRonald SalasNo ratings yet
- Bomba Watson Marlow PDFDocument13 pagesBomba Watson Marlow PDFRonald SalasNo ratings yet
- Bomba Peristaltica Cole-PalmerDocument2 pagesBomba Peristaltica Cole-PalmerRonald SalasNo ratings yet
- Rapid Microbiological Methods They Are Rapid Are They FastDocument9 pagesRapid Microbiological Methods They Are Rapid Are They FastRonald SalasNo ratings yet
- Pharmaceutical Products Quantum For Bioburden Testing of ® Validation of MilliflexDocument21 pagesPharmaceutical Products Quantum For Bioburden Testing of ® Validation of MilliflexRonald SalasNo ratings yet
- USP-NF Clopidogrel BisulfateDocument5 pagesUSP-NF Clopidogrel BisulfateRonald SalasNo ratings yet
- Increase Productivity Rapid Micro Methods PharmaEnvironment Michael WasmannDocument31 pagesIncrease Productivity Rapid Micro Methods PharmaEnvironment Michael WasmannRonald SalasNo ratings yet
- USP-NF Atorvastatin Calcium PDFDocument8 pagesUSP-NF Atorvastatin Calcium PDFRonald SalasNo ratings yet
- RD009EN00 - UV Technologies in Water Purification SystemsDocument12 pagesRD009EN00 - UV Technologies in Water Purification SystemsRonald SalasNo ratings yet
- Usp NF PDFDocument3 pagesUsp NF PDFRonald SalasNo ratings yet
- Singh 2018Document94 pagesSingh 2018Ronald SalasNo ratings yet
- Detailed Information On The Examinations DELF A1 - DELF A2 - DELF B1 - DELF B2 - DALF C1 - DALF C2Document4 pagesDetailed Information On The Examinations DELF A1 - DELF A2 - DELF B1 - DELF B2 - DALF C1 - DALF C2Ronald SalasNo ratings yet
- AAS BR 231A Kaye ValProbe RT 012819 Web PDFDocument20 pagesAAS BR 231A Kaye ValProbe RT 012819 Web PDFRonald SalasNo ratings yet
- Chemistry: A New Lab? A New Country?Document32 pagesChemistry: A New Lab? A New Country?Ronald SalasNo ratings yet
- Purser 2008Document12 pagesPurser 2008Ronald SalasNo ratings yet
- A 182Document20 pagesA 182Thomas100% (1)
- The Price of SilenceDocument9 pagesThe Price of Silencewamu885100% (1)
- Dsm-5 Icd-10 HandoutDocument107 pagesDsm-5 Icd-10 HandoutAakanksha Verma100% (1)
- Object Oriented Programming (OOP) - CS304 Power Point Slides Lecture 21Document49 pagesObject Oriented Programming (OOP) - CS304 Power Point Slides Lecture 21Sameer HaneNo ratings yet
- Jackson - Chimu Sculptures of Huaca TaycanamoDocument27 pagesJackson - Chimu Sculptures of Huaca TaycanamoJose David Nuñez UrviolaNo ratings yet
- Quiz For Western Lit.Document25 pagesQuiz For Western Lit.donnie4workingNo ratings yet
- Miller PreviewDocument252 pagesMiller PreviewcqpresscustomNo ratings yet
- Neuro TR Brochure - EN CompressedDocument8 pagesNeuro TR Brochure - EN CompressedJanam KuNo ratings yet
- Applications Training For Integrex-100 400MkIII Series Mazatrol FusionDocument122 pagesApplications Training For Integrex-100 400MkIII Series Mazatrol Fusiontsaladyga100% (6)
- Basion Horizontal CobenDocument3 pagesBasion Horizontal CobenJegan KumarNo ratings yet
- Chap 09Document132 pagesChap 09noscribdyoucantNo ratings yet
- PCA TIME SAVING DESIGN AIDS - Two-Way SlabsDocument7 pagesPCA TIME SAVING DESIGN AIDS - Two-Way SlabsvNo ratings yet
- Drug Dosage and IV Rates Calculations PDFDocument6 pagesDrug Dosage and IV Rates Calculations PDFvarmaNo ratings yet
- Approach To Floppy InfantDocument44 pagesApproach To Floppy InfantNavya Hegde100% (2)
- Zam P BLOCK NW 4Document212 pagesZam P BLOCK NW 4mrrsiddiquiNo ratings yet
- Predica Billy GrahamDocument4 pagesPredica Billy GrahamJenkis Cam GuerraNo ratings yet
- BDM SF 3 6LPA 2ndlisDocument20 pagesBDM SF 3 6LPA 2ndlisAvi VatsaNo ratings yet
- Tivoli Storage Manager Operational Reporting Installation, Configuration and CustomizationDocument53 pagesTivoli Storage Manager Operational Reporting Installation, Configuration and CustomizationSABRINE KHNo ratings yet
- LG 49uf680tDocument40 pagesLG 49uf680tnghanoiNo ratings yet
- Telegram DocumeDocument21 pagesTelegram Documemilli birhanuNo ratings yet
- Eng Pedagogy Class CTETDocument33 pagesEng Pedagogy Class CTETntajbun13No ratings yet
- Autumn Activity BookDocument33 pagesAutumn Activity Bookbuzuleacnadya100% (3)
- Guru ShishyaDocument3 pagesGuru ShishyacktacsNo ratings yet
- No Overlord Rulebook For Descent: Journeys in The Dark (2nd Edition)Document21 pagesNo Overlord Rulebook For Descent: Journeys in The Dark (2nd Edition)Jeremy ForoiNo ratings yet
- CGF FPC Palm Oil RoadmapDocument31 pagesCGF FPC Palm Oil RoadmapnamasayanazlyaNo ratings yet
- Roadmgraybox Ds Oc AeDocument6 pagesRoadmgraybox Ds Oc Aemcclaink06No ratings yet
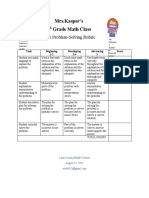
- Problemsolving RubricDocument1 pageProblemsolving Rubricapi-560491685No ratings yet