Download as pdf or txt
You might also like
- PG&E Parkway Moraga Hanger Plate ReportDocument29 pagesPG&E Parkway Moraga Hanger Plate ReportABC10100% (1)
- Flange 10 & 12 InchDocument2 pagesFlange 10 & 12 InchreniNo ratings yet
- Consumer Chemistry: Quarter 3 - Module 4: Carbon Filters, Ceramics and Micro AlloysDocument28 pagesConsumer Chemistry: Quarter 3 - Module 4: Carbon Filters, Ceramics and Micro AlloysSophia Bianca100% (4)
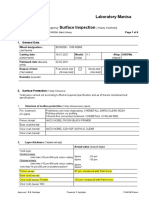
- Laboratory Manisa Test Report Surface Inspection: 1. General DataDocument6 pagesLaboratory Manisa Test Report Surface Inspection: 1. General Dataferhat aydoganNo ratings yet
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument7 pagesFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNo ratings yet
- Goss, Bob - Practical Guide To Adhesive Bonding of Small Engineering Plastic and Rubber Parts-Ismithers Rapra Publishing (2010!10!01)Document194 pagesGoss, Bob - Practical Guide To Adhesive Bonding of Small Engineering Plastic and Rubber Parts-Ismithers Rapra Publishing (2010!10!01)enjiner centerNo ratings yet
- Use of Acoustic Energy in Sand Casting oDocument4 pagesUse of Acoustic Energy in Sand Casting oMuhammad MujtabaNo ratings yet
- Plasma Spheroidization of Ceramic Particles PDFDocument5 pagesPlasma Spheroidization of Ceramic Particles PDFfishvalNo ratings yet
- Effects of Rotating Gas Bubble Stirring Treatment On The Microstructures of Semi-Solid AZ91-2Ca AlloyDocument7 pagesEffects of Rotating Gas Bubble Stirring Treatment On The Microstructures of Semi-Solid AZ91-2Ca AlloyHieu Nguyen MinhNo ratings yet
- Reactive SPS For Sol-Gel Alumina SamplesDocument10 pagesReactive SPS For Sol-Gel Alumina SamplesSantiago Villaescusa BallesterNo ratings yet
- Ref Time Hardness DensityDocument10 pagesRef Time Hardness DensityOyiFerrerMallariNo ratings yet
- Solidification and Segregation Behaviors in 6061 Aluminum AlloyDocument6 pagesSolidification and Segregation Behaviors in 6061 Aluminum AlloywafaNo ratings yet
- 100Cr6 Porosity PDFDocument9 pages100Cr6 Porosity PDFMadhusudhan ModemNo ratings yet
- 1988 - Moujahid and RistDocument16 pages1988 - Moujahid and RistMariaNo ratings yet
- Abnormal Growth Mechanism of The Austenite Grains in Long-Term, High-Temperature Served Super304h Heat Resistant Steel TubeDocument35 pagesAbnormal Growth Mechanism of The Austenite Grains in Long-Term, High-Temperature Served Super304h Heat Resistant Steel Tube賴炫翰No ratings yet
- Sarraf - Rheological Behavior of Concentrated Alumina Suspension - Effect of Electrosteric StabilizationDocument6 pagesSarraf - Rheological Behavior of Concentrated Alumina Suspension - Effect of Electrosteric StabilizationMarin MedvedNo ratings yet
- Choi 2012Document5 pagesChoi 2012tuanhoa123No ratings yet
- Corrosion Science: Jongjin Kim, Seung Hyun Kim, Kyung Joon Choi, Chi Bum Bahn, Il Soon Hwang, Ji Hyun KimDocument9 pagesCorrosion Science: Jongjin Kim, Seung Hyun Kim, Kyung Joon Choi, Chi Bum Bahn, Il Soon Hwang, Ji Hyun KimOscarCastilloNavaNo ratings yet
- 2008_Al-AIN tri-modal composites prepared by mechanical alloyingDocument7 pages2008_Al-AIN tri-modal composites prepared by mechanical alloyingqwerty meNo ratings yet
- Analysis of A Failed Primary Superheater Tube and Life Assessment in A Coal-Fired PowerplantDocument5 pagesAnalysis of A Failed Primary Superheater Tube and Life Assessment in A Coal-Fired PowerplantMarcus BaltesNo ratings yet
- Characterization of Hypereutectic Al-Si Powders Solidified Under Far-From Equilibrium ConditionsDocument6 pagesCharacterization of Hypereutectic Al-Si Powders Solidified Under Far-From Equilibrium ConditionsFederico Simone GobberNo ratings yet
- Effects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyDocument6 pagesEffects of Rheoforming On Microstructures and Mechanical Properties of 7075 Wrought Aluminum AlloyKay WhiteNo ratings yet
- Effect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFDocument9 pagesEffect of Sintering Temperature On Phase Evolution of Al86Ni6Y4.5Co2La1.5 Bulk Amorphous Composites Synthesized Via Mechanical Alloying and Spark Plasma Sintering PDFashu05.mech918No ratings yet
- A Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsDocument9 pagesA Novel Technique For Reducing Macrosegregation in Heavy Steel IngotsAbdullah UYSALNo ratings yet
- Sachi 2019 IOP Conf. Ser. Mater. Sci. Eng. 529 012039Document7 pagesSachi 2019 IOP Conf. Ser. Mater. Sci. Eng. 529 012039bestvidit21No ratings yet
- Influence of ECAP On The Fatigue Behavior of Age-Hardenable 2xxx Aluminum AlloyDocument7 pagesInfluence of ECAP On The Fatigue Behavior of Age-Hardenable 2xxx Aluminum AlloyFrancesco MontagnoliNo ratings yet
- Prakash 2001Document9 pagesPrakash 2001اوس محمد رؤوف لؤيNo ratings yet
- Pressure-Induced Amorphization of ZrTiCuNiBe Bulk Glass-Forming AlloyDocument3 pagesPressure-Induced Amorphization of ZrTiCuNiBe Bulk Glass-Forming Alloycat nightNo ratings yet
- 【119】Microstructural evolution and nanostructure formation in copper during - - dynamic plastic deformation at cryogenic temperaturesDocument12 pages【119】Microstructural evolution and nanostructure formation in copper during - - dynamic plastic deformation at cryogenic temperatureshq GNo ratings yet
- Journal of Materials Processing Technology: S.K. Choudhary, S. Ganguly, A. Sengupta, V. SharmaDocument10 pagesJournal of Materials Processing Technology: S.K. Choudhary, S. Ganguly, A. Sengupta, V. SharmaShivam SrivastavaNo ratings yet
- Structural and Mechnical Response To A Thermo-Rheologic History of Spinel Sludge in High-Level Waste GlassDocument7 pagesStructural and Mechnical Response To A Thermo-Rheologic History of Spinel Sludge in High-Level Waste GlassAli AddieNo ratings yet
- Microstructure Evolution of Cast MG AZ31B Alloy at Low SuperheatDocument10 pagesMicrostructure Evolution of Cast MG AZ31B Alloy at Low SuperheatSugrib K ShahaNo ratings yet
- 1 s2.0 S0017931020311686 MainDocument10 pages1 s2.0 S0017931020311686 MainJOHNSAN RNo ratings yet
- Effects of Cao On Precipitation Morphology of Metallic Iron in Reduction of Iron Oxides Under Co AtmosphereDocument9 pagesEffects of Cao On Precipitation Morphology of Metallic Iron in Reduction of Iron Oxides Under Co AtmospherePyarilal SNo ratings yet
- Ablation Casting of Thin-Wall Ductile IronDocument12 pagesAblation Casting of Thin-Wall Ductile Ironsalar dadashNo ratings yet
- The Microstructure of 55 W / o AI-Zn-Si (Galvalume) Hot Dip CoatingsDocument8 pagesThe Microstructure of 55 W / o AI-Zn-Si (Galvalume) Hot Dip CoatingsMangesh PantawaneNo ratings yet
- Precipitation of Dispersoids in Al Emgesi Alloys With Cu AdditionDocument6 pagesPrecipitation of Dispersoids in Al Emgesi Alloys With Cu Additionbrock lesnarNo ratings yet
- Static Recrystalization TextureDocument11 pagesStatic Recrystalization Texture于大放No ratings yet
- Microstructure and Properties of Porous Si3N4 CeraDocument12 pagesMicrostructure and Properties of Porous Si3N4 Ceraali BourenaneNo ratings yet
- Effect of Electrodeposition Parameters On Morphology of Copper Thin FilmsDocument7 pagesEffect of Electrodeposition Parameters On Morphology of Copper Thin FilmsIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- 0405 PDFDocument6 pages0405 PDFCris CristyNo ratings yet
- L. Hachani 2016 IjhmtDocument11 pagesL. Hachani 2016 IjhmtAllouani AbdelhakNo ratings yet
- Al Si PhaseDocument4 pagesAl Si Phasecipta panghegarNo ratings yet
- Microstructure Characteristics and Mechanical Properties of Rheoformed Wrought Aluminum Alloy 2024Document7 pagesMicrostructure Characteristics and Mechanical Properties of Rheoformed Wrought Aluminum Alloy 2024rezaeibehrouzNo ratings yet
- Microstructural Dependence of Constitutive Properties of EutectiDocument10 pagesMicrostructural Dependence of Constitutive Properties of EutectiAminul HoqueNo ratings yet
- Shallow and Deep Dry Etching of Silicon Using ICP Cryogenic Reactive Ion Etching ProcessDocument8 pagesShallow and Deep Dry Etching of Silicon Using ICP Cryogenic Reactive Ion Etching Processwhite shadowNo ratings yet
- Pikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Document8 pagesPikkarainen 2016 IOP Conf. Ser. Mater. Sci. Eng. 117 012064Anonymous 41VNAwiNo ratings yet
- Effect of Carbon Properties On Melting Behavior of Mold Fluxes For Continuous Casting of SteelsDocument5 pagesEffect of Carbon Properties On Melting Behavior of Mold Fluxes For Continuous Casting of SteelsmehdihaNo ratings yet
- s35p2trwDocument11 pagess35p2trwGhanshyam shahiNo ratings yet
- Wadsworth-2017-Topological Inversions in CoaleDocument6 pagesWadsworth-2017-Topological Inversions in Coale旭康 鲁No ratings yet
- Doherty2001 01Document4 pagesDoherty2001 01TjukNo ratings yet
- FULLTEXT02Document10 pagesFULLTEXT02Debasish BeraNo ratings yet
- High Ductility Aluminum Alloy Made From Powder by Friction ExtrusionDocument6 pagesHigh Ductility Aluminum Alloy Made From Powder by Friction ExtrusionRaistlin1No ratings yet
- Effect of Cooling Conditions On Grain Size of AZ91 AlloyDocument5 pagesEffect of Cooling Conditions On Grain Size of AZ91 AlloyMustafa MajidNo ratings yet
- Preparation of Micro-Size Flake Silver Powder by PlanetaryDocument6 pagesPreparation of Micro-Size Flake Silver Powder by PlanetaryFachruzi PradanaNo ratings yet
- Experimental Investigation On Metallic Droplet Behavior in Molten BOF SlagDocument8 pagesExperimental Investigation On Metallic Droplet Behavior in Molten BOF SlagVictor PalaciosNo ratings yet
- Dependence of Creep Age Formability On Initial Temp 2016 Chinese Journal ofDocument10 pagesDependence of Creep Age Formability On Initial Temp 2016 Chinese Journal ofLittledarkknightNo ratings yet
- Mechanical Alloying Cu in Ga Se - USA Setembro 99Document5 pagesMechanical Alloying Cu in Ga Se - USA Setembro 99Fabricio FaitaNo ratings yet
- Microstructural Evolution of New Type Al ZN MG Cu Alloy With Er and ZR Additions During HomogenizationDocument7 pagesMicrostructural Evolution of New Type Al ZN MG Cu Alloy With Er and ZR Additions During HomogenizationMITUSHI AGRAWALNo ratings yet
- 10.1007@s00170 015 7586 0Document9 pages10.1007@s00170 015 7586 0Zigit Sang Aruniero EzpadaNo ratings yet
- 1-s2.0-S0167577X11011384-mainDocument4 pages1-s2.0-S0167577X11011384-mainLinyuan ZhangNo ratings yet
- 28 3267am0612 239 252 PDFDocument14 pages28 3267am0612 239 252 PDFeidelsayedNo ratings yet
- 04-Graphene Nanosheet, Al2O3 CompositeDocument7 pages04-Graphene Nanosheet, Al2O3 CompositeKaivalya SawantNo ratings yet
- A Controlled Sintering Process For More Permeable Ceramic Hollow Fibre MembranesDocument8 pagesA Controlled Sintering Process For More Permeable Ceramic Hollow Fibre Membranesmahesh8760No ratings yet
- Subduction Dynamics: From Mantle Flow to Mega DisastersFrom EverandSubduction Dynamics: From Mantle Flow to Mega DisastersGabriele MorraNo ratings yet
- Hand Out To Borbet GMBH: Coating Adhesion TestDocument8 pagesHand Out To Borbet GMBH: Coating Adhesion Testferhat aydoganNo ratings yet
- Surface Vehicle Recommended PracticeDocument12 pagesSurface Vehicle Recommended Practiceferhat aydogan100% (1)
- The Effect of Heat Treatment On Hardness and Dry Wear Properties of A Semi-Solid Processed Aluminium AlloyDocument4 pagesThe Effect of Heat Treatment On Hardness and Dry Wear Properties of A Semi-Solid Processed Aluminium Alloyferhat aydoganNo ratings yet
- Study of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7MgDocument5 pagesStudy of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7Mgferhat aydoganNo ratings yet
- Microsegregation and Microstructural Features of Directionally Solidified AlSi and AlSiMg AlloysDocument7 pagesMicrosegregation and Microstructural Features of Directionally Solidified AlSi and AlSiMg Alloysferhat aydoganNo ratings yet
- Sub-Liquidus Casting (SLC) - Total Materia ArticleDocument1 pageSub-Liquidus Casting (SLC) - Total Materia Articleferhat aydoganNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2008/0060779 A1Document5 pagesPatent Application Publication (10) Pub. No.: US 2008/0060779 A1ferhat aydoganNo ratings yet
- Effect of T6 Heat Treatment Parameters On TechnoloDocument6 pagesEffect of T6 Heat Treatment Parameters On Technoloferhat aydoganNo ratings yet
- Effect of Process Parameters On Distortion and Residual StressDocument11 pagesEffect of Process Parameters On Distortion and Residual Stressferhat aydoganNo ratings yet
- Correlations Between Electral Conductivity and Aging Behaviour of 7010 Base AluminiumDocument7 pagesCorrelations Between Electral Conductivity and Aging Behaviour of 7010 Base Aluminiumferhat aydoganNo ratings yet
- Dwivedi2018 Article RetractionNoteEffectsOfRollerBDocument1 pageDwivedi2018 Article RetractionNoteEffectsOfRollerBferhat aydoganNo ratings yet
- A Novel Approach To Blistering Problem Observed in Aluminium AlloysDocument8 pagesA Novel Approach To Blistering Problem Observed in Aluminium Alloysferhat aydoganNo ratings yet
- Din en Iso 16925Document22 pagesDin en Iso 16925ferhat aydoganNo ratings yet
- Solid Fraction Determination Via DSC Analysis: SolidificazioneDocument6 pagesSolid Fraction Determination Via DSC Analysis: Solidificazioneferhat aydoganNo ratings yet
- High-Strength Aluminium Alloys and Their Use in Foundry IndustryDocument7 pagesHigh-Strength Aluminium Alloys and Their Use in Foundry Industryferhat aydoganNo ratings yet
- Accuracy Check Sheet For Testing EquipmentDocument2 pagesAccuracy Check Sheet For Testing Equipmentferhat aydoganNo ratings yet
- Order of The TESTING CONDITION TABLEDocument2 pagesOrder of The TESTING CONDITION TABLEferhat aydoganNo ratings yet
- Wöhler Diagram SampleDocument9 pagesWöhler Diagram Sampleferhat aydoganNo ratings yet
- Indian Standard:-IS 12701:1996 Date of Manufacturing: - 14.06.2020 Date of Testing: - 16.06.2020Document2 pagesIndian Standard:-IS 12701:1996 Date of Manufacturing: - 14.06.2020 Date of Testing: - 16.06.2020abhishek sharmaNo ratings yet
- VT-620/ 620S LM MS SealantDocument2 pagesVT-620/ 620S LM MS SealantditronzNo ratings yet
- Request For Binder Course Asphalt Concrete Mix DesignDocument2 pagesRequest For Binder Course Asphalt Concrete Mix DesignAdyam YonasNo ratings yet
- Alloy ChartDocument1 pageAlloy Chartelias attalahNo ratings yet
- Characteristics of XLPE Insulated CablesDocument3 pagesCharacteristics of XLPE Insulated CablesJhonci CoriNo ratings yet
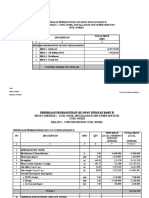
- BoqDocument5 pagesBoqAun Abbas SyedNo ratings yet
- Megaadd Wl2: Integral Water Repellent AdmixtureDocument2 pagesMegaadd Wl2: Integral Water Repellent AdmixtureShaik QutubuddinNo ratings yet
- Data Sheet For Hinged SystemsDocument6 pagesData Sheet For Hinged SystemsMohsin KhanNo ratings yet
- Selection and Application of Board Level Underfill MaterialsDocument5 pagesSelection and Application of Board Level Underfill MaterialsCamilo Souza0% (2)
- Normazione: Aluminium - and Zinc-Lamellar Base Anti-Corrosion Coating For Ferrous Material PartsDocument15 pagesNormazione: Aluminium - and Zinc-Lamellar Base Anti-Corrosion Coating For Ferrous Material Partserkin gulerNo ratings yet
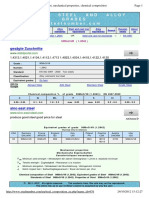
- 90MnCrV8!1!2842 - Steel Equivalent, Mechanical Properties, Chemical CompositionDocument1 page90MnCrV8!1!2842 - Steel Equivalent, Mechanical Properties, Chemical CompositionEduardo Guilherme BrandtNo ratings yet
- ASTM-C1436-99-2004-Document1 pageASTM-C1436-99-2004-Muhammad YudistiraNo ratings yet
- Thermal CeramicsDocument2 pagesThermal CeramicsJulius ValenciaNo ratings yet
- 8989 Ijmme IjensDocument16 pages8989 Ijmme IjensjeovanNo ratings yet
- Scientific Study On Tension Reel Poly Urethane Sleeve2Document10 pagesScientific Study On Tension Reel Poly Urethane Sleeve2Anonymous pC7MGONo ratings yet
- Pacific Paint (Boysen) Philippines, Inc., - Two-Component Epoxy Based Coatings - BOYSEN - Sup - ® - Sup - Epoxy EnamelDocument1 pagePacific Paint (Boysen) Philippines, Inc., - Two-Component Epoxy Based Coatings - BOYSEN - Sup - ® - Sup - Epoxy EnamelJojo CalimlimNo ratings yet
- CT AssignmentDocument1 pageCT AssignmentU ABHAY SHENOY CVE20BNo ratings yet
- BOQ CIVIL GIS - FixDocument22 pagesBOQ CIVIL GIS - Fixharis humaidiNo ratings yet
- Fibre Reinforced ConcreteDocument21 pagesFibre Reinforced ConcreteAnand PradhanNo ratings yet
- Lecture Note 4 (Metallic & Non-Metallic Pipes) PDFDocument20 pagesLecture Note 4 (Metallic & Non-Metallic Pipes) PDFhkaqlqNo ratings yet
- Section-1000 (Materials For Structures)Document12 pagesSection-1000 (Materials For Structures)muralinaiduNo ratings yet
- Concrete PoleDocument63 pagesConcrete PoleWilheim Janssen GoNo ratings yet
- Zinc-Coated Steel Strand For Messenger Support of Figure 8 CableDocument3 pagesZinc-Coated Steel Strand For Messenger Support of Figure 8 CableDarwin DarmawanNo ratings yet
- STRUCTURAL STEEL DESIGN IntroDocument17 pagesSTRUCTURAL STEEL DESIGN IntroPrince QuimnoNo ratings yet
- Sika Rep Fine PDFDocument2 pagesSika Rep Fine PDFmilanbrasinaNo ratings yet
- Unit 2 SpecificationsDocument11 pagesUnit 2 SpecificationsNidhi MehtaNo ratings yet