Download as pdf or txt
You might also like
- Tugas Metalurgi LasDocument16 pagesTugas Metalurgi LasMizan100% (2)
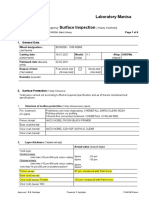
- Laboratory Manisa Test Report Surface Inspection: 1. General DataDocument6 pagesLaboratory Manisa Test Report Surface Inspection: 1. General Dataferhat aydoganNo ratings yet
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocument7 pagesFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNo ratings yet
- (1975) Grain Refinement of Copper Alloys by Phosphide InoculationDocument7 pages(1975) Grain Refinement of Copper Alloys by Phosphide InoculationFELIPENo ratings yet
- Us6517602 PDFDocument18 pagesUs6517602 PDFEidelsayedNo ratings yet
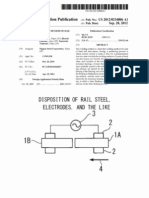
- US3264092Document4 pagesUS3264092MaqeriNo ratings yet
- Flash Butt WeldingDocument20 pagesFlash Butt WeldingRakesh SrivastavaNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2014/0048228A1Document12 pagesPatent Application Publication (10) Pub. No.: US 2014/0048228A1Annisa IcaNo ratings yet
- US Paten With Calcium Chloride Solvay ProcessDocument5 pagesUS Paten With Calcium Chloride Solvay ProcessFeri Darmawan Sabastian SinagaNo ratings yet
- Method of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons CoDocument9 pagesMethod of Ladle Steelmaking and Product Produced Thereby - A. Finkl & Sons ComanikannanNo ratings yet
- 1 NM Nano SheetDocument7 pages1 NM Nano SheetAnonymous eWMnRr70qNo ratings yet
- SSSSSSSS: June 14, 1966Document6 pagesSSSSSSSS: June 14, 1966khurshedlakhoNo ratings yet
- Analysis of Reasons Causing Riser Feeding FailureDocument8 pagesAnalysis of Reasons Causing Riser Feeding Failuremarcotulio123No ratings yet
- US20020076375A1 Williams, 2002 ReactorDocument10 pagesUS20020076375A1 Williams, 2002 ReactorFeri Darmawan Sabastian SinagaNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2008/0086950 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2008/0086950 A1rat0708No ratings yet
- Tesla SYSTEM AND METHOD FOR FACILITATING PULSED SPRAY QUENCH OF EXTRUDED OBJECTSDocument20 pagesTesla SYSTEM AND METHOD FOR FACILITATING PULSED SPRAY QUENCH OF EXTRUDED OBJECTSJoey KlenderNo ratings yet
- Naclo Nacl H2oDocument22 pagesNaclo Nacl H2oaliyaNo ratings yet
- Microstructure and Mechanical Properties of Rheo-Diecasted A390 AlloyDocument4 pagesMicrostructure and Mechanical Properties of Rheo-Diecasted A390 AlloyRahul SanjayanNo ratings yet
- Sub Marc WeldDocument4 pagesSub Marc WeldzhangjlNo ratings yet
- Cold Cracking of Welds SodelDocument2 pagesCold Cracking of Welds Sodelfaridshabani100% (1)
- United States: (12) Patent Application Publication (10) Pub. No.: US 2005/0080303 A1Document7 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2005/0080303 A1DikaNo ratings yet
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakNo ratings yet
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakNo ratings yet
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakNo ratings yet
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakNo ratings yet
- CN110669986B 一种310s不锈钢制备方法及310s不锈钢Document8 pagesCN110669986B 一种310s不锈钢制备方法及310s不锈钢yu64471No ratings yet
- Oxidation of Wi-52, A Cobalt-Base Superalloy C A R L E. LowellDocument10 pagesOxidation of Wi-52, A Cobalt-Base Superalloy C A R L E. LowellpiyupriNo ratings yet
- Patent Application Publication (10) Pub. No.: US 2010/0193087 A1Document9 pagesPatent Application Publication (10) Pub. No.: US 2010/0193087 A1Erin GokNo ratings yet
- Nace 01020165Document10 pagesNace 01020165Abraham Rojas Z.No ratings yet
- Luis F. D'Elia Camacho, Jorge A. Moncada Vivas: SciencedirectDocument5 pagesLuis F. D'Elia Camacho, Jorge A. Moncada Vivas: SciencedirectMONCADAJANo ratings yet
- United U. Om ,. .I United S A R, (12) Patent Application PublicationDocument34 pagesUnited U. Om ,. .I United S A R, (12) Patent Application PublicationDaniel BurwellNo ratings yet
- US8367867 - UreaDocument12 pagesUS8367867 - UreaRuchita PoilkarNo ratings yet
- Aleación Aluminio SilicioDocument7 pagesAleación Aluminio SilicioEmanuelRomeroGNo ratings yet
- Casting of Aluminum 201 in The Semi Solid State.Document8 pagesCasting of Aluminum 201 in The Semi Solid State.Nahid LatonaNo ratings yet
- Chen 2000 PDFDocument5 pagesChen 2000 PDFJavier carretero mendozaNo ratings yet
- Solidification Characteristic of Cu-20sn Bronze Al PDFDocument8 pagesSolidification Characteristic of Cu-20sn Bronze Al PDFarjun prajapatiNo ratings yet
- Chloride Heap LeachingDocument43 pagesChloride Heap LeachingabaNo ratings yet
- AlSi12Fe MS, Props Under VacuumDocument14 pagesAlSi12Fe MS, Props Under VacuumRishabh MenonNo ratings yet
- Precipitation of Metallic Chromium During Rapid Cooling of CR O SlagsDocument4 pagesPrecipitation of Metallic Chromium During Rapid Cooling of CR O SlagsChayon MondalNo ratings yet
- 09 Chapter 5Document24 pages09 Chapter 5ParthaSarathyNo ratings yet
- Lead Zinc Borosilicate GlassDocument5 pagesLead Zinc Borosilicate GlassbahramrezaeiNo ratings yet
- Crystallization Behavior of CaO-SiO2-MgO-Al2O3-Based Slags and Its Potential Application in P-Bearing Steelmaking SlagsDocument6 pagesCrystallization Behavior of CaO-SiO2-MgO-Al2O3-Based Slags and Its Potential Application in P-Bearing Steelmaking SlagsJJNo ratings yet
- Sand CatingDocument4 pagesSand CatingralbarakahNo ratings yet
- Are View On Stamped Charging of Coals 2Document16 pagesAre View On Stamped Charging of Coals 2Kamal JoubNo ratings yet
- HASTELLOY® C-22HS™alloyDocument16 pagesHASTELLOY® C-22HS™alloyYudha SatriaNo ratings yet
- Injection Molding of Metal or Ceramic PowderDocument4 pagesInjection Molding of Metal or Ceramic PowderbellatoNo ratings yet
- US20060219329A1Document11 pagesUS20060219329A1mohammad293No ratings yet
- Effects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDocument4 pagesEffects of The Casting Temperature On Microstructure and Mechanical Properties of The Squeeze-Cast Al-Zn-Mg-Cu AlloyDhanashekar ManickamNo ratings yet
- Review Jurnal ALD - Adella Fahdarina P-02511740000046Document4 pagesReview Jurnal ALD - Adella Fahdarina P-02511740000046Samuel ArelianoNo ratings yet
- 2205 SS Crosion Stress CrackDocument7 pages2205 SS Crosion Stress CrackRolando Nuñez MonrroyNo ratings yet
- US7070689Document7 pagesUS7070689Rahul kumarNo ratings yet
- EP 1649950A2 Method For Manufacturing Copper AlloysDocument7 pagesEP 1649950A2 Method For Manufacturing Copper AlloysNut AssanaiNo ratings yet
- Model of The Wet Limestone Flue Gas Desulfurization Process For Cost OptimizationDocument9 pagesModel of The Wet Limestone Flue Gas Desulfurization Process For Cost OptimizationAnonymous knICaxNo ratings yet
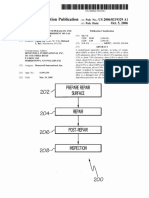
- It 1 of 11: (12) Patent Application Publication (10) Pub. No.: US 2008/0286459 A1Document6 pagesIt 1 of 11: (12) Patent Application Publication (10) Pub. No.: US 2008/0286459 A1Thanaraj SanmughamNo ratings yet
- March 3, 1970 C. D. Weiss 3,497,942: Method of Welding Tungsten Carbide Materials To SteelDocument4 pagesMarch 3, 1970 C. D. Weiss 3,497,942: Method of Welding Tungsten Carbide Materials To SteelPonce MrlnNo ratings yet
- Dew Point CorrosionDocument26 pagesDew Point CorrosionNaren C100% (2)
- ThesisDocument60 pagesThesisPatrick A. BurrNo ratings yet
- CastingDocument6 pagesCastingSmer AlaliNo ratings yet
- Advances in Solid Oxide Fuel Cells and Electronic Ceramics IIFrom EverandAdvances in Solid Oxide Fuel Cells and Electronic Ceramics IIMihails KusnezoffNo ratings yet
- Understanding Membrane Distillation and Osmotic DistillationFrom EverandUnderstanding Membrane Distillation and Osmotic DistillationNo ratings yet
- Hand Out To Borbet GMBH: Coating Adhesion TestDocument8 pagesHand Out To Borbet GMBH: Coating Adhesion Testferhat aydoganNo ratings yet
- Surface Vehicle Recommended PracticeDocument12 pagesSurface Vehicle Recommended Practiceferhat aydogan100% (1)
- Study of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7MgDocument5 pagesStudy of The Validity of The Niyama Criteria Function Applied To The Alloy Alsi7Mgferhat aydoganNo ratings yet
- Microsegregation and Microstructural Features of Directionally Solidified AlSi and AlSiMg AlloysDocument7 pagesMicrosegregation and Microstructural Features of Directionally Solidified AlSi and AlSiMg Alloysferhat aydoganNo ratings yet
- Serpantin Tünel DökümDocument6 pagesSerpantin Tünel Dökümferhat aydoganNo ratings yet
- Sub-Liquidus Casting (SLC) - Total Materia ArticleDocument1 pageSub-Liquidus Casting (SLC) - Total Materia Articleferhat aydoganNo ratings yet
- Effect of Process Parameters On Distortion and Residual StressDocument11 pagesEffect of Process Parameters On Distortion and Residual Stressferhat aydoganNo ratings yet
- The Effect of Heat Treatment On Hardness and Dry Wear Properties of A Semi-Solid Processed Aluminium AlloyDocument4 pagesThe Effect of Heat Treatment On Hardness and Dry Wear Properties of A Semi-Solid Processed Aluminium Alloyferhat aydoganNo ratings yet
- Effect of T6 Heat Treatment Parameters On TechnoloDocument6 pagesEffect of T6 Heat Treatment Parameters On Technoloferhat aydoganNo ratings yet
- Correlations Between Electral Conductivity and Aging Behaviour of 7010 Base AluminiumDocument7 pagesCorrelations Between Electral Conductivity and Aging Behaviour of 7010 Base Aluminiumferhat aydoganNo ratings yet
- A Novel Approach To Blistering Problem Observed in Aluminium AlloysDocument8 pagesA Novel Approach To Blistering Problem Observed in Aluminium Alloysferhat aydoganNo ratings yet
- Order of The TESTING CONDITION TABLEDocument2 pagesOrder of The TESTING CONDITION TABLEferhat aydoganNo ratings yet
- Dwivedi2018 Article RetractionNoteEffectsOfRollerBDocument1 pageDwivedi2018 Article RetractionNoteEffectsOfRollerBferhat aydoganNo ratings yet
- Solid Fraction Determination Via DSC Analysis: SolidificazioneDocument6 pagesSolid Fraction Determination Via DSC Analysis: Solidificazioneferhat aydoganNo ratings yet
- Din en Iso 16925Document22 pagesDin en Iso 16925ferhat aydoganNo ratings yet
- High-Strength Aluminium Alloys and Their Use in Foundry IndustryDocument7 pagesHigh-Strength Aluminium Alloys and Their Use in Foundry Industryferhat aydoganNo ratings yet
- Accuracy Check Sheet For Testing EquipmentDocument2 pagesAccuracy Check Sheet For Testing Equipmentferhat aydoganNo ratings yet
- Wöhler Diagram SampleDocument9 pagesWöhler Diagram Sampleferhat aydoganNo ratings yet
- Tutorials For ChemicalthermodynamicsDocument20 pagesTutorials For Chemicalthermodynamicselisee tsokezoNo ratings yet
- Full Download Book Introduction To Materials Science For Engineers Global Edition 9Th Edition PDFDocument41 pagesFull Download Book Introduction To Materials Science For Engineers Global Edition 9Th Edition PDFjeff.irvine168100% (26)
- Interview Guidance Material Mechanical EngineeringDocument27 pagesInterview Guidance Material Mechanical EngineeringKeshav VijayanNo ratings yet
- Che 3330 - Spring 2012 HW 5Document5 pagesChe 3330 - Spring 2012 HW 5Brett CasserlyNo ratings yet
- Cast Iron BrochureDocument12 pagesCast Iron BrochureFlamarion BadaroNo ratings yet
- Crack Resistant Hardfacing AlloysDocument42 pagesCrack Resistant Hardfacing AlloysVedaant ShahNo ratings yet
- 05 - MetE 414-Phase Transformations-Microstructures of Steels-Fall 2023Document70 pages05 - MetE 414-Phase Transformations-Microstructures of Steels-Fall 2023egesenturk2000No ratings yet
- Tratamientos ArticuloDocument9 pagesTratamientos ArticuloYersonAmayaNo ratings yet
- Department of Mechanical Engineering 17-7-2015Document44 pagesDepartment of Mechanical Engineering 17-7-2015Manu K VasudevanNo ratings yet
- Aluminum 7175 T736Document3 pagesAluminum 7175 T736TylerLALA100% (1)
- Materials ScienceDocument41 pagesMaterials ScienceNagasowjanyaJonnalagaddaNo ratings yet
- State of Matter of Matter 2Document65 pagesState of Matter of Matter 2Fritzel Pallon SusbillaNo ratings yet
- Y. A. J. J. V.: Metallurgy of Reactions ADocument76 pagesY. A. J. J. V.: Metallurgy of Reactions ASaidmurod AkramovNo ratings yet
- Casting of AluminiumDocument36 pagesCasting of AluminiumRezza RuzuqiNo ratings yet
- 10.high Refractive Index Magneto-Optical Glasses in The System of TeO2-WO3-Bi2O3 and TWPB PDFDocument6 pages10.high Refractive Index Magneto-Optical Glasses in The System of TeO2-WO3-Bi2O3 and TWPB PDFhimamahanNo ratings yet
- Chapter 4Document19 pagesChapter 4Diệu ThiệnNo ratings yet
- Me6403 Scad MSMDocument91 pagesMe6403 Scad MSMVignesh WaranNo ratings yet
- MSM GTU Study Material E-Notes Unit-4 23112020052846AMDocument14 pagesMSM GTU Study Material E-Notes Unit-4 23112020052846AMSHIVAM PARIHARNo ratings yet
- Ductile Iron Cooling GraphDocument5 pagesDuctile Iron Cooling GraphbvphimanshuNo ratings yet
- Aluminium and Aluminium-Silicon Alloy Phase Diagram AluminiumDocument10 pagesAluminium and Aluminium-Silicon Alloy Phase Diagram AluminiumAnkit MauryaNo ratings yet
- Assignment-SKMM 2613 Silver & AlloysDocument19 pagesAssignment-SKMM 2613 Silver & Alloysjun005No ratings yet
- ME6403-Engineering Materials and MetallurgyDocument10 pagesME6403-Engineering Materials and Metallurgykannan100% (1)
- Phase DiagramDocument48 pagesPhase DiagramBrian RichardNo ratings yet
- National Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingDocument39 pagesNational Institute of Technology: M. Tech. DEGREE IN Non - Destructive TestingAvijit DebnathNo ratings yet
- PH8251-Material Science QN Bank ValliammaiDocument10 pagesPH8251-Material Science QN Bank ValliammaiThaya GanapathyNo ratings yet
- Me8491 Engineering Metallurgy Unit I Alloys and Phase DiagramsDocument2 pagesMe8491 Engineering Metallurgy Unit I Alloys and Phase DiagramsABISHEK MATHAVNo ratings yet
- The Phase Rule and Phase Diagrams-T and CDocument31 pagesThe Phase Rule and Phase Diagrams-T and CKunwarPawanSinghBhatiNo ratings yet
- Btech Me 3 Sem Materials Engineering Kme303 2020Document2 pagesBtech Me 3 Sem Materials Engineering Kme303 2020Rajulapati Sunil KumarNo ratings yet
- 200 TOP MECHANICAL Engineering Interview Questions and Answers Mechanical Interview QuestionsDocument45 pages200 TOP MECHANICAL Engineering Interview Questions and Answers Mechanical Interview QuestionsNavajyoti PandaNo ratings yet
- Unit-3 1Document70 pagesUnit-3 1Mruganesh SonarNo ratings yet