Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5825)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (903)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Mental Health and Healthy Lifestyle Workplace Policy and ProgramDocument7 pagesMental Health and Healthy Lifestyle Workplace Policy and ProgramDarryl Robles100% (5)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- MasterPlay User GuideDocument29 pagesMasterPlay User GuideArul Patmose ParamanathanNo ratings yet
- As 3566.2-2002 Self-Drilling Screws For The Building and Construction Industries Corrosion Resistance RequireDocument7 pagesAs 3566.2-2002 Self-Drilling Screws For The Building and Construction Industries Corrosion Resistance RequireSAI Global - APACNo ratings yet
- CheckDocument4 pagesCheckIndra HarapanNo ratings yet
- Jual BukuDocument6 pagesJual BukuIndra HarapanNo ratings yet
- (Ihs) PEL - PL - CAL - 003 Pipeline Stability and Bouyancy Calculation Benoa - Pesanggaran (Rev 0)Document11 pages(Ihs) PEL - PL - CAL - 003 Pipeline Stability and Bouyancy Calculation Benoa - Pesanggaran (Rev 0)Indra HarapanNo ratings yet
- PEL-PIP-SPC-002 Piping-Specification Piping Material ClasDocument29 pagesPEL-PIP-SPC-002 Piping-Specification Piping Material ClasIndra HarapanNo ratings yet
- Schedule No.: Bill of Materials With Pipe Cut LengthsDocument3 pagesSchedule No.: Bill of Materials With Pipe Cut LengthsIndra HarapanNo ratings yet
- Pt. Truba Jaya Engineering: Unsafe ActDocument6 pagesPt. Truba Jaya Engineering: Unsafe ActIndra HarapanNo ratings yet
- TKDN Workshop Roadmap II - 1 of 3Document8 pagesTKDN Workshop Roadmap II - 1 of 3Indra HarapanNo ratings yet
- Materi Pressure VesselDocument87 pagesMateri Pressure VesselIndra Harapan100% (1)
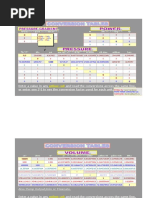
- Enter A Value in Any and Read The Conversions Across The Same Line, or Enter One (1) To See The Conversion Factor Used For Each UnitDocument8 pagesEnter A Value in Any and Read The Conversions Across The Same Line, or Enter One (1) To See The Conversion Factor Used For Each UnitIndra HarapanNo ratings yet
- Filter Sewage at Channel Sludge Lift Regulating Tank #3 #2 #1Document1 pageFilter Sewage at Channel Sludge Lift Regulating Tank #3 #2 #1Indra HarapanNo ratings yet
- Picture B: Accompany With OKI Team To Disslocated Both Piping Damage and Existing With The Wall CollapseDocument1 pagePicture B: Accompany With OKI Team To Disslocated Both Piping Damage and Existing With The Wall CollapseIndra HarapanNo ratings yet
- Table 6 Pipeline CoatingDocument1 pageTable 6 Pipeline CoatingIndra HarapanNo ratings yet
- Quotation: 5/31/2017 OKI Mill Plant MEI Installation Work Package #1 & #4 Recovery Boiler & Fiber LineDocument27 pagesQuotation: 5/31/2017 OKI Mill Plant MEI Installation Work Package #1 & #4 Recovery Boiler & Fiber LineIndra HarapanNo ratings yet
- Perpan1 2014 AllKelas FinalDocument34 pagesPerpan1 2014 AllKelas FinalIndra HarapanNo ratings yet
- Siang Siang Siang Siang Siang: 1 Bark Disc Screen ModifyDocument8 pagesSiang Siang Siang Siang Siang: 1 Bark Disc Screen ModifyIndra HarapanNo ratings yet
- Inspection Report - MachineryDocument1 pageInspection Report - MachineryIndra HarapanNo ratings yet
- Oki Pulp & Paper - Inspection Report - TanksDocument1 pageOki Pulp & Paper - Inspection Report - TanksIndra HarapanNo ratings yet
- 1 Chipping MWT 2 3 4: Problem Encounter Area FL Oktober No Problem Encounter PIC 1 2Document3 pages1 Chipping MWT 2 3 4: Problem Encounter Area FL Oktober No Problem Encounter PIC 1 2Indra HarapanNo ratings yet
- Dynasand Air Lift PumpDocument1 pageDynasand Air Lift PumpIndra HarapanNo ratings yet
- TH-RevsedDocument22 pagesTH-RevsedTaimoor HassanNo ratings yet
- Assignment 2 - EconometricsDocument7 pagesAssignment 2 - EconometricsFatlinda Kuqi SulejmaniNo ratings yet
- Take Note:: Miracle Light Christian Academy Casilagan, City of Ilagan, Isabela Mathematics 8Document4 pagesTake Note:: Miracle Light Christian Academy Casilagan, City of Ilagan, Isabela Mathematics 8Dennis PacursaNo ratings yet
- Complexe Scolaire Et Universitaire Cle de La Reussite 2022-2023 Composition 2e TrimestreDocument6 pagesComplexe Scolaire Et Universitaire Cle de La Reussite 2022-2023 Composition 2e TrimestreBruno HOLONOUNo ratings yet
- Can One Use The Dynamic Cone Penetrometer To Predict The Allowable Bearing Pressure?Document11 pagesCan One Use The Dynamic Cone Penetrometer To Predict The Allowable Bearing Pressure?sarvaiyahimmatNo ratings yet
- SuperstitionsDocument5 pagesSuperstitionssina badz100% (1)
- Module 3: Induction Motor Drives: SyllabusDocument8 pagesModule 3: Induction Motor Drives: SyllabusManoj SkNo ratings yet
- GSA Chipset Report PDFDocument12 pagesGSA Chipset Report PDFHimanshu GondNo ratings yet
- Using Songs and Movement To Teach Readin PDFDocument17 pagesUsing Songs and Movement To Teach Readin PDFDiahNo ratings yet
- Current Transformer - PACT RCP-4000A-1A-D95 - 2904921: Key Commercial DataDocument4 pagesCurrent Transformer - PACT RCP-4000A-1A-D95 - 2904921: Key Commercial DataЮрий ЛобановNo ratings yet
- Stock April 2020Document5 pagesStock April 2020roby aldiNo ratings yet
- Toefl Short Course Sesi 3 ReadingDocument8 pagesToefl Short Course Sesi 3 ReadingNurul Hidayati ListyaningrumNo ratings yet
- S TR Ohl Surv (Rev.0 2010)Document6 pagesS TR Ohl Surv (Rev.0 2010)bogdanNo ratings yet
- Advancement in Energy Storage DevicesDocument9 pagesAdvancement in Energy Storage Devicesash200459No ratings yet
- Chapter 2 Empiricism and PositivismDocument15 pagesChapter 2 Empiricism and PositivismJames RayNo ratings yet
- Project 1Document10 pagesProject 1rashmi patilNo ratings yet
- Design of Basic ComputerDocument29 pagesDesign of Basic ComputerM DEEPANANo ratings yet
- AL3451 Machine Learning Lecture Notes 1Document212 pagesAL3451 Machine Learning Lecture Notes 1jonej2005No ratings yet
- Ethics in Nursing ResearchDocument7 pagesEthics in Nursing ResearchMaritoni BargayoNo ratings yet
- VDB3722MA Driver With Microstep Série NovaDocument16 pagesVDB3722MA Driver With Microstep Série NovaJefferson Alcantara GomesNo ratings yet
- Proto Catalog 108 2016 - Low ResDocument996 pagesProto Catalog 108 2016 - Low ResMasterrNo ratings yet
- Tommy Emmanuel - Guitar BoogieDocument13 pagesTommy Emmanuel - Guitar Boogiemadzia7100% (2)
- An Assessment of Landsat TM Band 6 Thermal Data FoDocument19 pagesAn Assessment of Landsat TM Band 6 Thermal Data FoRyanNo ratings yet
- A History of Abstract Algebra - Jeremy GrayDocument564 pagesA History of Abstract Algebra - Jeremy Grayalimimi035No ratings yet
- Online Banking SystemDocument35 pagesOnline Banking SystemHussain JafirNo ratings yet
- FGD Vs CompetitorCustomer - Final - LF14000NN & P559000Document9 pagesFGD Vs CompetitorCustomer - Final - LF14000NN & P559000munhNo ratings yet
- ICD - GujaratDocument1,038 pagesICD - GujaratsunilkumarchaudharyNo ratings yet