Download as pdf or txt
You might also like
- North Union PlanDocument27 pagesNorth Union PlanKelly BauerNo ratings yet
- Ch16 Benzene ChemistryDocument16 pagesCh16 Benzene ChemistrySherlHolmesNo ratings yet
- Titulo: Cetonas Aromáticas Autor: Código de Estudiante:: Lizvania Veizaga Rodriguez IsmaelDocument8 pagesTitulo: Cetonas Aromáticas Autor: Código de Estudiante:: Lizvania Veizaga Rodriguez IsmaelLuis Alberto Ramos0% (1)
- Brochure Marine Solutions 2015Document206 pagesBrochure Marine Solutions 2015ana0% (1)
- 28-9: B62 WEE 2254mm: Iii" Jame 22, 1971 Seiya Otanl EtalDocument8 pages28-9: B62 WEE 2254mm: Iii" Jame 22, 1971 Seiya Otanl EtalMochamad Abdul MalikNo ratings yet
- Refractory EconomicsGoldOreDocument14 pagesRefractory EconomicsGoldOreMarco Antonio SalcedoNo ratings yet
- Wet Air Oxidation of Refinery Spent Caustic Sept 2000Document13 pagesWet Air Oxidation of Refinery Spent Caustic Sept 2000DAN IN-MARNo ratings yet
- Style and Timing of Deformation. Cuenca Oriente EcuatorianaDocument5 pagesStyle and Timing of Deformation. Cuenca Oriente EcuatorianaDayanaYaguanaNo ratings yet
- Plates & Coils Brochure - 221220-JSPLDocument27 pagesPlates & Coils Brochure - 221220-JSPLPraveen AgarwalNo ratings yet
- JSPL - Plates & Coils Brochure - 221220Document27 pagesJSPL - Plates & Coils Brochure - 221220Subodh ShindeNo ratings yet
- Schmidt Brewery Aquifer ContextDocument1 pageSchmidt Brewery Aquifer ContextnminorNo ratings yet
- Acidity and Basicity of Zeolites - A Fundamental ApproachDocument49 pagesAcidity and Basicity of Zeolites - A Fundamental ApproachHenrique SouzaNo ratings yet
- Clase de Computacion 3Document3 pagesClase de Computacion 3christianchampionschoolNo ratings yet
- PL Ateno:Aa48593: OfficialreceiptDocument1 pagePL Ateno:Aa48593: OfficialreceiptLyka Marie TernolaNo ratings yet
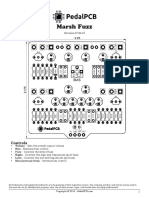
- Marsh PDFDocument5 pagesMarsh PDFBruno VianaNo ratings yet
- E R Numm: Bi D - N Er/bemerkungDocument4 pagesE R Numm: Bi D - N Er/bemerkungAshutosh SamantarayNo ratings yet
- Composition of Crude Oils: 1.1 Petroleum Versus Source Rock BitumenDocument40 pagesComposition of Crude Oils: 1.1 Petroleum Versus Source Rock BitumenTaha Lemdjed BelahçeneNo ratings yet
- East River Front Parking Lots & Riopelle View CorridorDocument46 pagesEast River Front Parking Lots & Riopelle View CorridorMatty Albert WilliamsNo ratings yet
- Thermal Oxidizer Process FlowDocument5 pagesThermal Oxidizer Process FlowArjay ArnucoNo ratings yet
- Form Laporan TerbaruDocument4 pagesForm Laporan TerbaruRehuelNo ratings yet
- AbgDocument28 pagesAbgHiltonNo ratings yet
- Department of Petroleum Studies: Literature Survey, Report Writing &seminar Presented by Mohit Varshney A4PK-08Document7 pagesDepartment of Petroleum Studies: Literature Survey, Report Writing &seminar Presented by Mohit Varshney A4PK-08Jazlam AbbasNo ratings yet
- Eficiencia 16 Seer: Modo Reposo Timer 24 Hrs. Modo Sígueme Sensor de Movimiento Control RemotoDocument2 pagesEficiencia 16 Seer: Modo Reposo Timer 24 Hrs. Modo Sígueme Sensor de Movimiento Control RemotoCarlos MNo ratings yet
- DFP AmoniaDocument1 pageDFP AmoniaRodrigo ReyesNo ratings yet
- 007Document1 page007Bacana das NuvensNo ratings yet
- Diagram Alir Nira Di Stasiun Gilingan: Air Imbibisi 30 % 70 % Carding Drum TebuDocument4 pagesDiagram Alir Nira Di Stasiun Gilingan: Air Imbibisi 30 % 70 % Carding Drum TebuMaulana Muhammad IqbalNo ratings yet
- The Utilization of Trace Chemical ComposDocument6 pagesThe Utilization of Trace Chemical ComposFreddy Negron HuamaniNo ratings yet
- Ayiklanan Basliksiz Sayfalar 10Document1 pageAyiklanan Basliksiz Sayfalar 10amicoadrianoNo ratings yet
- Certificacion Ambiental: Proyecto Unidad 03Document6 pagesCertificacion Ambiental: Proyecto Unidad 03James GómezNo ratings yet
- Study of The Reactions of Cellulose Dialdehyde (Cda) With Trialkyl Phosphites (Tap) - Muratova1969Document5 pagesStudy of The Reactions of Cellulose Dialdehyde (Cda) With Trialkyl Phosphites (Tap) - Muratova1969immanuel siahaanNo ratings yet
- TwinFace CroppedDocument4 pagesTwinFace CroppedAlexis VeraNo ratings yet
- 2r3 BC Bay ReportDocument2 pages2r3 BC Bay ReportBharath SaiNo ratings yet
- AN 1109 SPE GC ECD Nitrobenzene Drinking Water AN71304 ENDocument8 pagesAN 1109 SPE GC ECD Nitrobenzene Drinking Water AN71304 ENtalebNo ratings yet
- Biotreatment of Acrylonitrile Plant Effluent by Powdered Activated Carbon-Activated Sludge ProcessDocument3 pagesBiotreatment of Acrylonitrile Plant Effluent by Powdered Activated Carbon-Activated Sludge ProcessfazliNo ratings yet
- HRSG Manufacturing: Doosan Heavy Industries VietnamDocument10 pagesHRSG Manufacturing: Doosan Heavy Industries VietnamMai DangNo ratings yet
- 1990 APA PDS Supplement 3 Design and Fabrication of Plywood StressedDocument28 pages1990 APA PDS Supplement 3 Design and Fabrication of Plywood StressedVinícius Da Cunha FerreiraNo ratings yet
- DR Vego - The Falklands-Malvinas Conflict of 1982Document99 pagesDR Vego - The Falklands-Malvinas Conflict of 1982Noe Cuervo100% (1)
- CHAPTER SEVEN - Treating Processes - 2003 - Refining Processes HandbookDocument10 pagesCHAPTER SEVEN - Treating Processes - 2003 - Refining Processes HandbookSơn PhanThanhNo ratings yet
- Test Methods and Chemical Inhibition Practices 331 in CasoDocument19 pagesTest Methods and Chemical Inhibition Practices 331 in CasoMatsaid ReksonoNo ratings yet
- Soil PollutionDocument1 pageSoil PollutionsmartnessprsnfdNo ratings yet
- California Zephyr Schedule 100520Document3 pagesCalifornia Zephyr Schedule 100520RonNo ratings yet
- LMEL Opration and Maint of 90 T BOILERDocument249 pagesLMEL Opration and Maint of 90 T BOILERPratik TyagiNo ratings yet
- Raychem Series Heat Trace Controller Operator ConsoleDocument20 pagesRaychem Series Heat Trace Controller Operator Consolesasanchez3No ratings yet
- Sewage SludgeDocument24 pagesSewage SludgeafumwafupNo ratings yet
- Water ChemistryDocument99 pagesWater Chemistryvit200711100% (1)
- Lo1993 PDFDocument5 pagesLo1993 PDFrhefikaNo ratings yet
- Flash Calculation Raoult's Law PDFDocument5 pagesFlash Calculation Raoult's Law PDFmanojNo ratings yet
- Uni CabDocument5 pagesUni CabSitrakaRabesonNo ratings yet
- Porphyry Deposits - 7Document43 pagesPorphyry Deposits - 7InesstyNo ratings yet
- 1a Layout With PicDocument1 page1a Layout With PicJoon MahreeNo ratings yet
- James Carlos Evardo Karen Bofill Jovelyn Borbon Edren Bretana Ella Mae DioceraDocument14 pagesJames Carlos Evardo Karen Bofill Jovelyn Borbon Edren Bretana Ella Mae DioceraJeyms KarlosNo ratings yet
- Welcome To Gasco Ruwais Plant DivisionDocument46 pagesWelcome To Gasco Ruwais Plant DivisionwaseemNo ratings yet
- Aero Aqua Reference Letter ShieldAir Houston TXDocument2 pagesAero Aqua Reference Letter ShieldAir Houston TXTô Thiên ĐăngNo ratings yet
- ST Cut SheetDocument1 pageST Cut SheetPrimel PiousNo ratings yet
- J Petrol 2019 03 074Document9 pagesJ Petrol 2019 03 074wilfred gomezNo ratings yet
- Chart Title: TZS 200,000,000 TZS 250,000,000Document1 pageChart Title: TZS 200,000,000 TZS 250,000,000odong joelNo ratings yet
- Production of Acetic Anhydride From AcetoneDocument13 pagesProduction of Acetic Anhydride From AcetoneCrispin Brewu-AsieduNo ratings yet
- Aurum Drive: ControlsDocument5 pagesAurum Drive: ControlsDaniel AyosaNo ratings yet
- SA02PT / SA03PT: Portable Suction UnitDocument1 pageSA02PT / SA03PT: Portable Suction Unitventas4No ratings yet
- The International Geophysical Year Meetings: Annals of The International Geophysical Year, Vol. 2From EverandThe International Geophysical Year Meetings: Annals of The International Geophysical Year, Vol. 2M. NicoletNo ratings yet
- Cycat-4040 TDSDocument1 pageCycat-4040 TDSCao LongNo ratings yet
- Library SearchDocument18 pagesLibrary SearchRathod Chandra SekharNo ratings yet
- Phosphate TreatmentDocument12 pagesPhosphate TreatmentRatikanta AcharyaNo ratings yet
- Industrial Chemistry Option IB SLDocument19 pagesIndustrial Chemistry Option IB SLRadhika BhargavaNo ratings yet
- 5070 w12 QP 11Document16 pages5070 w12 QP 11mstudy123456No ratings yet
- IQOC Part I NSEC SolutionsDocument3 pagesIQOC Part I NSEC SolutionsShubham MangalNo ratings yet
- Bacon RecipeDocument139 pagesBacon RecipeLasse Grøndtved (jeghaderbrondby)No ratings yet
- Chemical Basis of LifeDocument38 pagesChemical Basis of LifeFernadez RodisonNo ratings yet
- CHE140 Written Test 1 S1 2014Document8 pagesCHE140 Written Test 1 S1 2014XuxuLanchauNo ratings yet
- 1ST Quarter Examination Science 7 With Tos-1Document7 pages1ST Quarter Examination Science 7 With Tos-1Monica P. Ramos100% (1)
- Ionic Equilibrium Theory - EDocument33 pagesIonic Equilibrium Theory - Ethinkiit100% (2)
- Sydney Boys 2020 Chemistry Trials & SolutionsDocument38 pagesSydney Boys 2020 Chemistry Trials & SolutionsNhân Lê Nguyễn ThiệnNo ratings yet
- Chlor Alkali TechnologyDocument14 pagesChlor Alkali TechnologyTinTin100% (1)
- Activity 8 9 - OrgchemDocument7 pagesActivity 8 9 - OrgchemSherry Ann JabinesNo ratings yet
- Steroids and Hormones-4Document18 pagesSteroids and Hormones-4Md. Hasanur RahmanNo ratings yet
- Genapol PF 10Document2 pagesGenapol PF 10Mohamed HalemNo ratings yet
- Flavonoids: IntroductionDocument9 pagesFlavonoids: IntroductionFenny rahmadhanyNo ratings yet
- Introduction To CarbohydratesDocument30 pagesIntroduction To CarbohydratesAtif Amin BaigNo ratings yet
- Experiment 6: Determination of Alkali Content in Antacid Tablet Using HCLDocument6 pagesExperiment 6: Determination of Alkali Content in Antacid Tablet Using HCLVivek SehgalNo ratings yet
- Materials: Recent Developments in The Flame-Retardant System of Epoxy ResinDocument39 pagesMaterials: Recent Developments in The Flame-Retardant System of Epoxy Resinluigi74No ratings yet
- Calixto - Environmental Engineering Questions and AnswersDocument17 pagesCalixto - Environmental Engineering Questions and AnswersLina MaeNo ratings yet
- Titanium Dioxide As A Catalyst in BiodieselDocument25 pagesTitanium Dioxide As A Catalyst in BiodieselNestor Armando Marin SolanoNo ratings yet
- Tutorial #3 - Mole Concept Semester 1 2015-16Document3 pagesTutorial #3 - Mole Concept Semester 1 2015-16Tericka JohnsonNo ratings yet
- Biochemistry Notes PDFDocument11 pagesBiochemistry Notes PDFChris_Barber0950% (6)
- Name: Class: Sub:: Harshvardhan Singh Chundawat Xii ADocument15 pagesName: Class: Sub:: Harshvardhan Singh Chundawat Xii ADheeraj SalviNo ratings yet
- Analysis of Hydrochloric Acid: Standard Test Methods ForDocument8 pagesAnalysis of Hydrochloric Acid: Standard Test Methods ForAbu Alhassan A.No ratings yet
- Acids, Bases, and Salts: (Unit Two, Lesson 2.8)Document28 pagesAcids, Bases, and Salts: (Unit Two, Lesson 2.8)Julius Memeg PanayoNo ratings yet
- Appendix 3264Document149 pagesAppendix 3264Sebastián MorenoNo ratings yet