Download as pdf or txt
You might also like
- Gravimetric Determination of Nickel Using Dimethylglyoxime GokulDocument4 pagesGravimetric Determination of Nickel Using Dimethylglyoxime GokulHarshilGarg88% (8)
- MSDS Uni Paint Marker PX-20 2Document2 pagesMSDS Uni Paint Marker PX-20 2pitichai_p100% (2)
- 175 045600Document2 pages175 045600Abu Anas M.Salaheldin0% (1)
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- INSPECTION Procedure For GalvanizingDocument14 pagesINSPECTION Procedure For Galvanizingjasminnee100% (1)
- SAIC-W-2006 Rev 8Document4 pagesSAIC-W-2006 Rev 8saravananmenmathiNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- Cswip 3.1Document2 pagesCswip 3.1Anna PariniNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- 316L CRO - SAW Study - Final ReportDocument24 pages316L CRO - SAW Study - Final ReportAshley JacksonNo ratings yet
- NCR AG I 055 With Vendors ReplyDocument12 pagesNCR AG I 055 With Vendors ReplymuhammedemraanNo ratings yet
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection ChecklistAli AhmedNo ratings yet
- Welder and Wps Qualification Control ProcedureDocument24 pagesWelder and Wps Qualification Control ProcedurejhuliocessarsNo ratings yet
- Astm E2375Document2 pagesAstm E2375gregkilatonNo ratings yet
- CV of QC Piping and NDT Coordinator VigneshPethurajDocument5 pagesCV of QC Piping and NDT Coordinator VigneshPethurajEswari AnandNo ratings yet
- Stainless Steel Technical HandbookDocument49 pagesStainless Steel Technical Handbooktranhongphuoc81No ratings yet
- Fit-Up and Daily Welding Visual Inspection ReportDocument1 pageFit-Up and Daily Welding Visual Inspection ReportAws AbduljaleelNo ratings yet
- Application Form For CSWIP 5 Year Renewal (Overseas) - v3 1Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas) - v3 1Bamarasan ArasanNo ratings yet
- dpvc-09 Petrobras PDFDocument47 pagesdpvc-09 Petrobras PDFBilly TanNo ratings yet
- 4422-VW-SG-001000000001 - B3-Painting & CoatingDocument203 pages4422-VW-SG-001000000001 - B3-Painting & CoatingPaul NieNo ratings yet
- SATR-W-2020 Rev 8Document4 pagesSATR-W-2020 Rev 8محمد علي النويصرNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistManoj KumarNo ratings yet
- Sae Ams-W-6858Document46 pagesSae Ams-W-6858Luis HernandezNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- Sij Acroni - MTC 2Document4 pagesSij Acroni - MTC 2betabarathNo ratings yet
- CWRVC-1 2nd Edition 15085Document10 pagesCWRVC-1 2nd Edition 15085Cristi OgaruNo ratings yet
- What Is The Difference Between PWHT and Stress Releaving?Document1 pageWhat Is The Difference Between PWHT and Stress Releaving?Prabhakar KattulaNo ratings yet
- Credit Card Accounts: Deposit Accounts Log Out Ebanking SolutionsDocument1 pageCredit Card Accounts: Deposit Accounts Log Out Ebanking SolutionsLeo SindolNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- Is 1570 1Document17 pagesIs 1570 1Raj K Sharma100% (1)
- WPS PQR 12 PDFDocument9 pagesWPS PQR 12 PDFVinay YadavNo ratings yet
- Norma CWB Cambios en W47.1-2009Document6 pagesNorma CWB Cambios en W47.1-2009Jose ManuelNo ratings yet
- Specification For High Performance MC - PCN - 123Document12 pagesSpecification For High Performance MC - PCN - 123Danny SeeNo ratings yet
- Golden Joint ChecklistDocument2 pagesGolden Joint ChecklistMohd Effiezool YaserNo ratings yet
- Rapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingDocument13 pagesRapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingAtuk Safiz100% (1)
- Quality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDDocument6 pagesQuality Assurance Plan: NEW AGE FAB Technologies Pvt. LTDRajnikant PatelNo ratings yet
- SAW Flux StorageDocument2 pagesSAW Flux StorageTrung Tinh HoNo ratings yet
- SAES-M-005 PDF Download - Design and Construction of Fixed Offshore Platforms - PDFYARDocument8 pagesSAES-M-005 PDF Download - Design and Construction of Fixed Offshore Platforms - PDFYARZahidRafiqueNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- Day 1 ATC88Document41 pagesDay 1 ATC88Azhar GulzarNo ratings yet
- GS Del PVV 144 - FittingsDocument21 pagesGS Del PVV 144 - FittingsjobertNo ratings yet
- CWB Weld Specialist Branding GuideDocument5 pagesCWB Weld Specialist Branding GuideBala SingamNo ratings yet
- SMAW InstructionDocument20 pagesSMAW InstructionSun Sun100% (1)
- QT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFDocument3 pagesQT2109958 - ITP For 1T-1201 Buffer Water Tank Itp PDFGanesh EswaranNo ratings yet
- SAIC-W-2078 Review PWHT Proc For TankDocument5 pagesSAIC-W-2078 Review PWHT Proc For Tankkarioke mohaNo ratings yet
- IYAPPAN BALU Application Form For CSWIP 10 Year Re-Certification (Overseas) No LogbookDocument9 pagesIYAPPAN BALU Application Form For CSWIP 10 Year Re-Certification (Overseas) No LogbookIyappan BaluNo ratings yet
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- WPS Reg Rev.0Document3 pagesWPS Reg Rev.0Ed FangNo ratings yet
- 625 CRO - SAW Study - Final Report PDFDocument21 pages625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaNo ratings yet
- Aws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFDocument1 pageAws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFrajNo ratings yet
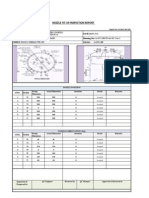
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Gen 00 104265 Qa 6050 00514 0000 03 PDFDocument11 pagesGen 00 104265 Qa 6050 00514 0000 03 PDFchandana kumarNo ratings yet
- Effect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base MetalDocument8 pagesEffect of Heat Input On Microstructure of Weld by Using 308L As Filler Metal and 304L As Base Metalshrikant tambeNo ratings yet
- Asme Questions and Answers Part IIIDocument6 pagesAsme Questions and Answers Part IIIYan FerizalNo ratings yet
- Welding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Document15 pagesWelding Procedure Specification No. Epi-11-Wp10 BW Rev. 1Felipe Vásquez ArribasplataNo ratings yet
- Welding and Fabrication TechnologyDocument2 pagesWelding and Fabrication TechnologyLeonicia MarquinezNo ratings yet
- Inar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaDocument14 pagesInar Profiles Pvt. LTD., Kotturu, Industrial Area, Visakhapatnam, Andhrapradesh, IndiaSreedhar Patnaik.MNo ratings yet
- Fdocuments - in - Inspection Procedure For GalvanizingDocument14 pagesFdocuments - in - Inspection Procedure For Galvanizingmanno200No ratings yet
- 34 Phosphating Process ProcedureDocument7 pages34 Phosphating Process Procedureurali0% (1)
- Modulhandbuch 14-09-2022 EnglDocument52 pagesModulhandbuch 14-09-2022 EnglNsidibe Michael EtimNo ratings yet
- 3 - PCS1 Split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorDocument1 page3 - PCS1 Split-CHHighlights of Revisions To SSPC-CS 23.00 - AWS C223M - NACE No. 12 Specification For Thermal Spray Coatings (TSC) KTA-TatorNsidibe Michael EtimNo ratings yet
- The Role of Aluminum inDocument5 pagesThe Role of Aluminum inNsidibe Michael EtimNo ratings yet
- Surface Preparation by Power Tool Cleaning - What To Specify WhenKTA-TatorDocument3 pagesSurface Preparation by Power Tool Cleaning - What To Specify WhenKTA-TatorNsidibe Michael EtimNo ratings yet
- Investigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorDocument6 pagesInvestigating Failure - Elevated Water Tank Coating Warranty RepairsKTA-TatorNsidibe Michael Etim100% (1)
- Common Causes - Sherwin-Williams Protective & Marine CoatingsDocument3 pagesCommon Causes - Sherwin-Williams Protective & Marine CoatingsNsidibe Michael EtimNo ratings yet
- Epoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsDocument9 pagesEpoxy Coating Comparison Chart - Sherwin-Williams Protective & Marine CoatingsNsidibe Michael EtimNo ratings yet
- Questions To Pose To Customer For - American Galvanizers AssociationDocument3 pagesQuestions To Pose To Customer For - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Passivation - American Galvanizers AssociationDocument1 pagePassivation - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Customer Complaints About Wet Storage Stain - American Galvanizers AssociationDocument3 pagesCustomer Complaints About Wet Storage Stain - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Stripping and Regalvanizing - American Galvanizers AssociationDocument3 pagesStripping and Regalvanizing - American Galvanizers AssociationNsidibe Michael EtimNo ratings yet
- Chemical Technology Subject Code: CH2001 Module II-Lecture 3 Nitric AcidDocument12 pagesChemical Technology Subject Code: CH2001 Module II-Lecture 3 Nitric AcidU SANKAR TEJONo ratings yet
- Chapter 11 - Preboiler and Boiler CorrosionDocument19 pagesChapter 11 - Preboiler and Boiler CorrosionEngr Irfan AkhtarNo ratings yet
- Protons, Neutrons, and Electrons Practice WorksheetDocument2 pagesProtons, Neutrons, and Electrons Practice WorksheetRedHoeBeerNo ratings yet
- Test Report Face ShieldDocument12 pagesTest Report Face ShieldAntonio Aquino OsorioNo ratings yet
- 12th Science HSC Chemistry NumericalsDocument23 pages12th Science HSC Chemistry NumericalsAliNo ratings yet
- Maple Leaf International School: Final Examination 2021 Subject: Chemistry Paper: 2 Class: Ix TIME: 1 Hour 15 MinutesDocument12 pagesMaple Leaf International School: Final Examination 2021 Subject: Chemistry Paper: 2 Class: Ix TIME: 1 Hour 15 MinuteszareenNo ratings yet
- Oleum Acid Measurement: Foxboro Application SolutionDocument4 pagesOleum Acid Measurement: Foxboro Application Solutionkhoiri 787No ratings yet
- 49 CFR Part 180 Subpart C (Up To Date As of 8-04-2022)Document25 pages49 CFR Part 180 Subpart C (Up To Date As of 8-04-2022)Cristhian342No ratings yet
- Edexcel - IAS - Itermolecular Forces - 1Document8 pagesEdexcel - IAS - Itermolecular Forces - 1mostafa barakatNo ratings yet
- Generating Creativity in Chemistry Teaching and LearningDocument27 pagesGenerating Creativity in Chemistry Teaching and LearningFiz HassanNo ratings yet
- Counting AtomsDocument15 pagesCounting AtomsRobert Emrich100% (1)
- Anglais ScientifiqueDocument4 pagesAnglais Scientifiqueali BourenaneNo ratings yet
- Dasani Annual Analysis Example: Inorganic ComponentsDocument2 pagesDasani Annual Analysis Example: Inorganic Componentsakash NarainNo ratings yet
- science-9-lesson-4-nlc-Document19 pagesscience-9-lesson-4-nlc-Linden EvangelistaNo ratings yet
- Resistoflex Plastic Lined Pipe Ptfe Pfa PVDF PP Chemical Resistance ChartDocument14 pagesResistoflex Plastic Lined Pipe Ptfe Pfa PVDF PP Chemical Resistance ChartRanjani J DeepakNo ratings yet
- Full Ebook of Hell S Paradise Jigokuraku Vol 1 Kaku Yuji Online PDF All ChapterDocument69 pagesFull Ebook of Hell S Paradise Jigokuraku Vol 1 Kaku Yuji Online PDF All Chapterpervenhacham100% (13)
- Stochiometery 13thDocument27 pagesStochiometery 13thRaju SinghNo ratings yet
- Diagnostic TestDocument10 pagesDiagnostic TestsannsannNo ratings yet
- Melting Point Reference Sheet by American ElementsDocument7 pagesMelting Point Reference Sheet by American ElementsMuh AnugrahNo ratings yet
- Applied Chem Week 1-3Document32 pagesApplied Chem Week 1-3Zenly AlleraNo ratings yet
- C4 Chemical Changes HTDocument72 pagesC4 Chemical Changes HTMadhavi OchaniNo ratings yet
- H2 A Level Chemistry Transition Elements Notes Part 1Document19 pagesH2 A Level Chemistry Transition Elements Notes Part 1Peng Jia XinNo ratings yet
- FertilizerDocument14 pagesFertilizerrockyrrNo ratings yet
- (SCI) Report of Fruit BatteryDocument10 pages(SCI) Report of Fruit Batterychlsc100% (2)
- Welder HandbookDocument7 pagesWelder Handbooksandeepkumar63No ratings yet
- Chemistry Jan 2020 2CDocument16 pagesChemistry Jan 2020 2CMohamedNo ratings yet
- Astm B456Document12 pagesAstm B456You UZBNo ratings yet
- Class Ix Science Session Ending Examination2018Document4 pagesClass Ix Science Session Ending Examination2018J SoujanyaNo ratings yet
- Berkala. Huruf-Huruf Yang Digunakan Bukan Simbol Sebenar Unsur-Unsur TersebutDocument13 pagesBerkala. Huruf-Huruf Yang Digunakan Bukan Simbol Sebenar Unsur-Unsur TersebutDania DesaNo ratings yet