Download as docx, pdf, or txt
You might also like
- Artists' Materials: The Complete Source book of Methods and MediaFrom EverandArtists' Materials: The Complete Source book of Methods and MediaNo ratings yet
- Inter LiningDocument24 pagesInter LiningblokeyesNo ratings yet
- Operations Management, Compelte Slides, Supply Chain ManagementDocument919 pagesOperations Management, Compelte Slides, Supply Chain ManagementSadiq Sagheer100% (12)
- MINTZBERGDocument32 pagesMINTZBERGgeezee10004464100% (2)
- Revalida Compi Velez PDFDocument248 pagesRevalida Compi Velez PDFKenneth Irving MocenoNo ratings yet
- Sizing Machine Further ExplainDocument8 pagesSizing Machine Further ExplainAsadNo ratings yet
- Short Introduction of Sizing / Warping / WeavingDocument14 pagesShort Introduction of Sizing / Warping / WeavingAmir YasinNo ratings yet
- All About SizingDocument12 pagesAll About SizingRobotrix75% (4)
- Pre Wetting in SizingDocument3 pagesPre Wetting in SizingKhubab Shaker100% (2)
- Yarn ConditioningDocument2 pagesYarn ConditioningMiguel Morales ChNo ratings yet
- SizingDocument54 pagesSizingRafiqul Alam100% (1)
- Practical Hints (Sizing)Document3 pagesPractical Hints (Sizing)Amir YasinNo ratings yet
- Ben Dimensa EnglishDocument16 pagesBen Dimensa EnglishReddy RamiNo ratings yet
- Yarn Conditioning PDFDocument2 pagesYarn Conditioning PDFMuhammad Qamar TusiefNo ratings yet
- Yarn ConditioningDocument4 pagesYarn ConditioningSatish KulkarniNo ratings yet
- Study On Sizing ProcessDocument9 pagesStudy On Sizing ProcessAbid hasanNo ratings yet
- Alternative Methods of Joining by Asif IqbalDocument18 pagesAlternative Methods of Joining by Asif IqbalAsif Iqbal100% (1)
- Decatising and ShearingDocument8 pagesDecatising and ShearingOjasvi SrivastavaNo ratings yet
- CrabbingDocument2 pagesCrabbingVinay Gupta100% (2)
- Faerben Und AusruestenGB PDFDocument28 pagesFaerben Und AusruestenGB PDFRabbial MamunNo ratings yet
- Calculating Starch Adhesive SolidsDocument4 pagesCalculating Starch Adhesive SolidsJosé Luis Pacheco JürgensNo ratings yet
- Sizing at A GlanceDocument6 pagesSizing at A Glancesoyeb60No ratings yet
- Finishing Assignment 1Document6 pagesFinishing Assignment 1Danial Ahmed100% (2)
- Benefits of Hot MercerizationDocument4 pagesBenefits of Hot MercerizationRokunuzzaman PramanikNo ratings yet
- Recomendaciones Modal 100%Document6 pagesRecomendaciones Modal 100%Alfredo GSNo ratings yet
- Spmejury FusingDocument13 pagesSpmejury FusingSuman Kumar100% (2)
- Sizing Textile LearnerDocument32 pagesSizing Textile Learnerfazrimajid13100% (1)
- Milling of WoolDocument3 pagesMilling of Woollabjit50% (2)
- Introductio: Technical Fabric Structures - 3. Nonwoven FabricsDocument13 pagesIntroductio: Technical Fabric Structures - 3. Nonwoven Fabricsmike workuNo ratings yet
- Sizing (Slashing)Document46 pagesSizing (Slashing)Nikhil Nani100% (1)
- Class Lecture-3 TTQC-IDocument8 pagesClass Lecture-3 TTQC-IMoshiur Rahman KayesNo ratings yet
- TRI 3012 Wet Processing of Cotton Spandex FabricDocument13 pagesTRI 3012 Wet Processing of Cotton Spandex FabricMyster ReilousNo ratings yet
- Study of Some Properties of Greige Cotton Fabrics After Hot MercerizingDocument4 pagesStudy of Some Properties of Greige Cotton Fabrics After Hot MercerizingJoe NucodNo ratings yet
- MercerizationDocument3 pagesMercerizationsyed asim najam100% (1)
- Technical Bulletin: Wet Processing of 100% Cotton Knitted FabricsDocument11 pagesTechnical Bulletin: Wet Processing of 100% Cotton Knitted FabricsRafayMalikNo ratings yet
- Impact of Relative Humidity On Loom Shed Efficiency: October 2016Document6 pagesImpact of Relative Humidity On Loom Shed Efficiency: October 2016yonasNo ratings yet
- Finishing of Non WovensDocument14 pagesFinishing of Non WovensGoutham RiyanNo ratings yet
- Jigger Dyeing MachineDocument36 pagesJigger Dyeing MachineProfessorTextech100% (1)
- Blowroom: Basic OperationsDocument13 pagesBlowroom: Basic OperationsNeelakandan D100% (1)
- Basic Operations in The BlowroomDocument7 pagesBasic Operations in The BlowroomVikrant KanugondaNo ratings yet
- Mercerization: Mercerization, in Textiles, A Chemical Treatment Applied To Cotton Fibers or Fabrics ToDocument4 pagesMercerization: Mercerization, in Textiles, A Chemical Treatment Applied To Cotton Fibers or Fabrics ToNakib Ibna Bashar100% (3)
- Process Control in SizingDocument14 pagesProcess Control in SizingSwarit SrivastavaNo ratings yet
- MercerisationDocument5 pagesMercerisationTariqul IslamNo ratings yet
- Impactof Relative Humidityon Loom Shed EfficiencyDocument6 pagesImpactof Relative Humidityon Loom Shed EfficiencyyonasNo ratings yet
- Escanear 0004Document1 pageEscanear 0004Diana Marcela Sierra VarelaNo ratings yet
- Optimising Quality and Cost of Bed Sheeting Finishing: 1. SummaryDocument5 pagesOptimising Quality and Cost of Bed Sheeting Finishing: 1. SummarySachin PatelNo ratings yet
- Method of DyeingDocument4 pagesMethod of Dyeingalhamkarim4No ratings yet
- PorosityDocument57 pagesPorosityReda Abdel AzimNo ratings yet
- Class MercerizationDocument20 pagesClass Mercerizationbg2108100% (1)
- Puckering On Power Strech Fabrics (ORTArevision4.4.2012) - 1Document14 pagesPuckering On Power Strech Fabrics (ORTArevision4.4.2012) - 1nubackNo ratings yet
- Method A7 The Determination of The Maximum Dry Density and Optimum Moisture Content of Gravel, Sand & SoilDocument11 pagesMethod A7 The Determination of The Maximum Dry Density and Optimum Moisture Content of Gravel, Sand & SoilJohn PavlakisNo ratings yet
- 36 Finishing Parameters and Controlling FactorsDocument48 pages36 Finishing Parameters and Controlling FactorsApar Singh100% (1)
- Calender IngDocument12 pagesCalender IngAditi ChakrabortyNo ratings yet
- Fines Management For Tissue MachinesDocument8 pagesFines Management For Tissue MachinesRodrigoNoferiniNo ratings yet
- Dyeing of Knitted Fabrics PDFDocument7 pagesDyeing of Knitted Fabrics PDFAhmed AksarNo ratings yet
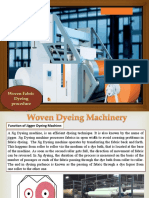
- Woven Fabric Dyeing ProcedureDocument67 pagesWoven Fabric Dyeing ProcedureNaim UddinNo ratings yet
- PolyesterDocument25 pagesPolyesterahsen_hasan100% (2)
- Heat Setting of FabricsDocument5 pagesHeat Setting of FabricsFathi MustafaNo ratings yet
- Sizing: Engr. Md. Faisal MahmudDocument17 pagesSizing: Engr. Md. Faisal MahmudMustafiz RahmanNo ratings yet
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentFrom EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentNo ratings yet
- UntitledDocument32 pagesUntitledFarhana LaeeqNo ratings yet
- Leather Products: The OutfitDocument16 pagesLeather Products: The OutfitFarhana LaeeqNo ratings yet
- Abaya Collection 2023Document13 pagesAbaya Collection 2023Farhana LaeeqNo ratings yet
- Basic SOP For Cutting Section in Apparel MFGDocument8 pagesBasic SOP For Cutting Section in Apparel MFGFarhana Laeeq0% (3)
- Desizing: Steeping For Affecting The Swelling and Softening of The Polyvinyl Alcohol FilmDocument6 pagesDesizing: Steeping For Affecting The Swelling and Softening of The Polyvinyl Alcohol FilmFarhana LaeeqNo ratings yet
- Desizing: Steeping For Affecting The Swelling and Softening of The Polyvinyl Alcohol FilmDocument3 pagesDesizing: Steeping For Affecting The Swelling and Softening of The Polyvinyl Alcohol FilmFarhana LaeeqNo ratings yet
- TE-414 SyllabusDocument1 pageTE-414 SyllabusFarhana LaeeqNo ratings yet
- ScriptDocument1 pageScriptstar trendzNo ratings yet
- Cake Pans - Comes in Different Sizes and Shapes and May Be RoundDocument5 pagesCake Pans - Comes in Different Sizes and Shapes and May Be RoundEj TorresNo ratings yet
- Tolentino Vs Sec of FinanceDocument3 pagesTolentino Vs Sec of FinanceHyuga NejiNo ratings yet
- Examen de NES Inglés B - APROBADODocument12 pagesExamen de NES Inglés B - APROBADOJuanMa DiazNo ratings yet
- Weekly Report JAK2 - Tier III Data Center Project (8 Januari 2020)Document27 pagesWeekly Report JAK2 - Tier III Data Center Project (8 Januari 2020)Ilafya Nur IsninaNo ratings yet
- Bollardpull Prediction IB-919 Loaded With IB-909Document14 pagesBollardpull Prediction IB-919 Loaded With IB-909jaap.w.jonkerNo ratings yet
- Licence GMP CDocument1 pageLicence GMP CZahra AlibabaeiNo ratings yet
- Asn 1Document25 pagesAsn 1Aditya SethiaNo ratings yet
- Structure & Bonding PosterDocument1 pageStructure & Bonding Posterchemyst3167No ratings yet
- 6023 - STD - Digital Gauges - EDocument16 pages6023 - STD - Digital Gauges - EJános KovácsNo ratings yet
- Rogue Trader - Ship SheetDocument1 pageRogue Trader - Ship SheetGeorges GodfroyNo ratings yet
- Despiece de La Caja de Transmision R1300GDocument3 pagesDespiece de La Caja de Transmision R1300GArmando Calderon YalleNo ratings yet
- Data Sheet 3VA1580-5EF32-0AA0: ModelDocument7 pagesData Sheet 3VA1580-5EF32-0AA0: ModelFelipe FrancoNo ratings yet
- ARTS 8 1st QDocument14 pagesARTS 8 1st QPrincess Alloha BordeosNo ratings yet
- Eka Bangun Utomo: EducationDocument1 pageEka Bangun Utomo: EducationEKANo ratings yet
- Art StylesDocument34 pagesArt StylesAdrienne Dave MojicaNo ratings yet
- A Study Financial Behavior: Bottlers Nepal Limited Dabur Nepal LimitedDocument10 pagesA Study Financial Behavior: Bottlers Nepal Limited Dabur Nepal LimitedAarju PoudelNo ratings yet
- Ijaret 10 06 009Document11 pagesIjaret 10 06 009kaanozcann02No ratings yet
- Virtualization Without Direct Execution or Jitting: Designing A Portable Virtual Machine InfrastructureDocument16 pagesVirtualization Without Direct Execution or Jitting: Designing A Portable Virtual Machine InfrastructureihoneeNo ratings yet
- Basic Electricity. B TechDocument14 pagesBasic Electricity. B TechValentine Nwankwo100% (1)
- Moco Bagong Per Des 22Document41 pagesMoco Bagong Per Des 22BFT FARMNo ratings yet
- Thin Layer Chromatography (TLC) PDFDocument11 pagesThin Layer Chromatography (TLC) PDFValeriaCusumanoNo ratings yet
- Corporation Definition - Legal Form of Business That Is Separate From Its Owners.Document39 pagesCorporation Definition - Legal Form of Business That Is Separate From Its Owners.Amalia Tamayo YlananNo ratings yet
- Instagram GuideDocument21 pagesInstagram GuideMaria GelevaNo ratings yet
- Structural Bionic Design For Digging Shovel of CasDocument12 pagesStructural Bionic Design For Digging Shovel of CasAmeer SaeedNo ratings yet
- To Deleto4Document2 pagesTo Deleto4Paul Savvy100% (1)
- Apti 4,5Document66 pagesApti 4,5727822TPMB139 SIVAPRIYA.MNo ratings yet