Download as pdf or txt
You might also like
- Din332 PDFDocument4 pagesDin332 PDFmateo100% (2)
- Residency LetterDocument1 pageResidency LettershakeelNo ratings yet
- An Introduction To Polymer Physics: David I. BowerDocument29 pagesAn Introduction To Polymer Physics: David I. BowerHaseeb Zahid100% (1)
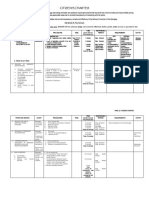
- Citizens CharterDocument3 pagesCitizens CharterChona Dabu100% (1)
- CCU Basic Operations CourseDocument116 pagesCCU Basic Operations CourseRene GutierrezNo ratings yet
- Tablica VarenjaDocument7 pagesTablica VarenjaZivadin LukicNo ratings yet
- MM 04.1 Thermostatic Expansion ValveDocument2 pagesMM 04.1 Thermostatic Expansion ValveJittipong HomchitNo ratings yet
- Plastic Welding Machine Mini Maxi Workshop PVDF Up To OD 315 MMDocument2 pagesPlastic Welding Machine Mini Maxi Workshop PVDF Up To OD 315 MMtinzarmoeNo ratings yet
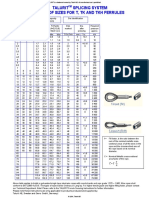
- Talurit Ferrule Table Al PDFDocument1 pageTalurit Ferrule Table Al PDFAndreas SiallaganNo ratings yet
- CityLifting-Kato-CR-100 Password Removed Parte5Document1 pageCityLifting-Kato-CR-100 Password Removed Parte5JAIMENo ratings yet
- TERMINACIONES 13411-3 T-LOCTcase123and4 PDFDocument2 pagesTERMINACIONES 13411-3 T-LOCTcase123and4 PDFKarloz FernandoNo ratings yet
- Fabory Fasteners Split CotterDocument7 pagesFabory Fasteners Split CotterdevendraNo ratings yet
- Long Radius Steel Elbows - 3D, 5D and 6D: Product DescriptionDocument3 pagesLong Radius Steel Elbows - 3D, 5D and 6D: Product Descriptionbadesharamk100% (2)
- LayerDocument1 pageLayerTanzir NazNo ratings yet
- Cavitational GuideDocument6 pagesCavitational GuideCorneNo ratings yet
- HephworthsDocument48 pagesHephworthsSenn OdrapmasdNo ratings yet
- Land Conversion ChartDocument2 pagesLand Conversion ChartSushant Kumar SinghNo ratings yet
- LMDocument1 pageLMBocachodaNo ratings yet
- Anchor Bolt: Table J3.2 AISC ASD Table J3.2 AISC ASDDocument15 pagesAnchor Bolt: Table J3.2 AISC ASD Table J3.2 AISC ASDballisnothingNo ratings yet
- ISO 4762 DIN 912 Hexagon Socket Head Cap Screws - VidasanDocument3 pagesISO 4762 DIN 912 Hexagon Socket Head Cap Screws - Vidasany2k405 kaosNo ratings yet
- Tabla Indeco 2Document7 pagesTabla Indeco 2Rodolfo Ore DiazNo ratings yet
- Not Cot 19Document1 pageNot Cot 19api-240027810No ratings yet
- Brosur TjakrindoDocument8 pagesBrosur TjakrindoRian MohtadeNo ratings yet
- PVC-U Pressure Pipes: Lifelines For The NationDocument2 pagesPVC-U Pressure Pipes: Lifelines For The NationElisha WankogereNo ratings yet
- Plasco - PVC U Pipes Brochure S Min PDFDocument2 pagesPlasco - PVC U Pipes Brochure S Min PDFadam rahaNo ratings yet
- Flange Dim EN1092-1Document18 pagesFlange Dim EN1092-1Santi Puente CosmesNo ratings yet
- Recommended Winding TensionsDocument1 pageRecommended Winding TensionsDeaferrantNo ratings yet
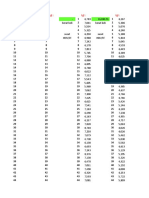
- 1 - 1 6,783 16,030.91 1 6,267 Berat Beli Berat Beli Berat BeliDocument37 pages1 - 1 6,783 16,030.91 1 6,267 Berat Beli Berat Beli Berat BelideejazzNo ratings yet
- U PVCDocument1 pageU PVCUsman AliNo ratings yet
- BS en 1092-1 PN40 Flange DimensionsDocument4 pagesBS en 1092-1 PN40 Flange DimensionsceliajudalineNo ratings yet
- Tabla Referencial de Presiones de Trabajo Norma DIN Acero CarbonoDocument1 pageTabla Referencial de Presiones de Trabajo Norma DIN Acero CarbonoIván López PavezNo ratings yet
- calculation11Document1 pagecalculation11nestor.bonaventeNo ratings yet
- Techn Tabellen 2018 ENDocument9 pagesTechn Tabellen 2018 ENgökhan tanrıseverNo ratings yet
- Russian Hot Rolled Beams (HG)Document1 pageRussian Hot Rolled Beams (HG)kuku kukuNo ratings yet
- Plasco Brochure HDPEDocument2 pagesPlasco Brochure HDPEhaitham655766No ratings yet
- Data CPT TanahDocument18 pagesData CPT TanahAndi Tenri MelaniNo ratings yet
- DIN 79 - Agujeros y Ejes CuadradosDocument1 pageDIN 79 - Agujeros y Ejes CuadradosNachoNo ratings yet
- CSK..P, CSK..PP CSK..P-2RS: Combined Bearing/FreewheelDocument2 pagesCSK..P, CSK..PP CSK..P-2RS: Combined Bearing/Freewheela04205No ratings yet
- Vinidex Capability & Pe100 Polyethylene Pipe Dimensions: (Based On AS/NZS 4130)Document1 pageVinidex Capability & Pe100 Polyethylene Pipe Dimensions: (Based On AS/NZS 4130)Christopher Kenneth ChoaNo ratings yet
- Vinidex PE Pipe Capability MatrixDocument1 pageVinidex PE Pipe Capability Matrixgusloh100% (1)
- Ansi Pipe DimensionsDocument2 pagesAnsi Pipe Dimensionsgmascini9893No ratings yet
- Hustle CastleDocument10 pagesHustle CastleIsniharah PangandamanNo ratings yet
- Abi OtikDocument9 pagesAbi OtikRiska DamayantiNo ratings yet
- Injustice LevelsDocument78 pagesInjustice LevelsJose Antonio Castillo CardenasNo ratings yet
- 12FLB200PDocument1 page12FLB200PBurim TolajNo ratings yet
- Fabricated Fittings 2017 EngDocument12 pagesFabricated Fittings 2017 EngCarlos cgNo ratings yet
- Data Pengamatan TEKANAN UAP SUATU ZAT CAIRDocument5 pagesData Pengamatan TEKANAN UAP SUATU ZAT CAIRNiken LarasatiNo ratings yet
- Jemb. K.H.a. Dahlan S-1Document10 pagesJemb. K.H.a. Dahlan S-1Teuku Rizki Muda KeulanaNo ratings yet
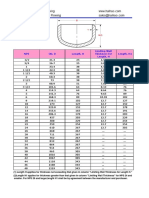
- Haihao CapDocument1 pageHaihao CapDeden SobirinNo ratings yet
- Datasheet Iso 4762Document6 pagesDatasheet Iso 4762XavierNo ratings yet
- Din2632 PN10 PDFDocument2 pagesDin2632 PN10 PDFMILENGGNo ratings yet
- Din2632 PN10 PDFDocument2 pagesDin2632 PN10 PDFPablo TututiNo ratings yet
- Din2632 PN10 PDFDocument2 pagesDin2632 PN10 PDFMILENGGNo ratings yet
- Din2632 - PN10 PDFDocument2 pagesDin2632 - PN10 PDFMILENGGNo ratings yet
- DIN Two Six Three Two2632 - PN10 PDFDocument2 pagesDIN Two Six Three Two2632 - PN10 PDFMILENGGNo ratings yet
- Diaphragm Air Compressors & Vacuum Pumps: OEM CatalogDocument8 pagesDiaphragm Air Compressors & Vacuum Pumps: OEM CatalogBong Kek ChiewNo ratings yet
- Redes 2Document4 pagesRedes 2Abdiel VazquezNo ratings yet
- DIN 85 - Slotted Pan Head ScrewsDocument2 pagesDIN 85 - Slotted Pan Head Screwssachin pukaleNo ratings yet
- 1 50ug Pipe and Tubes Part14Document1 page1 50ug Pipe and Tubes Part14hstNo ratings yet
- Spring Lock Washer With Square Ends-Din-00127Document3 pagesSpring Lock Washer With Square Ends-Din-00127ivanNo ratings yet
- VI. Hasil Data Percobaan: Tegangan Terhadap ArusDocument4 pagesVI. Hasil Data Percobaan: Tegangan Terhadap ArusHakim Achmad RifanNo ratings yet
- Pdvsa: Engineering Design ManualDocument5 pagesPdvsa: Engineering Design ManualCarlos AlvaNo ratings yet
- DVS Technical Codes On Plastics Joining TechnologiesDocument11 pagesDVS Technical Codes On Plastics Joining TechnologiesHaseeb ZahidNo ratings yet
- Employee Performance EvaluationDocument14 pagesEmployee Performance EvaluationHaseeb ZahidNo ratings yet
- The Effects of Performance Monitoring On PDFDocument25 pagesThe Effects of Performance Monitoring On PDFHaseeb ZahidNo ratings yet
- Crastin PBT Molding Guide PDFDocument24 pagesCrastin PBT Molding Guide PDFHaseeb ZahidNo ratings yet
- Ayushman Bharat - PmjayDocument9 pagesAyushman Bharat - PmjayIJAR JOURNALNo ratings yet
- 6.1 - Distribution Riser Support Cat DDocument3 pages6.1 - Distribution Riser Support Cat DHeather HertzNo ratings yet
- FEA - Calculation of The Hydroforming Process With LS-DYNADocument8 pagesFEA - Calculation of The Hydroforming Process With LS-DYNAadrianNo ratings yet
- Anaesthetic Considerations in Polytrauma PatientsDocument8 pagesAnaesthetic Considerations in Polytrauma PatientsMileidys LopezNo ratings yet
- Topic 6:sustainability & Green EngineeringDocument5 pagesTopic 6:sustainability & Green EngineeringyanNo ratings yet
- Exam Preparation Chartered Member Solutions 20080403Document36 pagesExam Preparation Chartered Member Solutions 20080403Jordy NgNo ratings yet
- Franchise Application Form: (I) APPLICANT INFORMATION (For Individuals, Please Fill in Applicable Fields)Document2 pagesFranchise Application Form: (I) APPLICANT INFORMATION (For Individuals, Please Fill in Applicable Fields)Nha Nguyen HoangNo ratings yet
- Mr. Anil Wanarse PatilDocument29 pagesMr. Anil Wanarse PatilANIL INTERAVIONNo ratings yet
- Installation Propeller Governor 18Document18 pagesInstallation Propeller Governor 18RahmatNo ratings yet
- More AddidavitsDocument3 pagesMore AddidavitsNoble BernisEarl McGill El BeyNo ratings yet
- Paper Tugas Kelompok ELT Curriculum Developing A Course SyllabusDocument5 pagesPaper Tugas Kelompok ELT Curriculum Developing A Course SyllabusAdies NuariNo ratings yet
- Insights Bullish Near Term OutlookDocument62 pagesInsights Bullish Near Term OutlookHandy HarisNo ratings yet
- Input Data Required For Pipe Stress AnalysisDocument4 pagesInput Data Required For Pipe Stress Analysisnor azman ab aziz100% (1)
- International StandardDocument24 pagesInternational Standardalvaro cardenas100% (1)
- Chap 6-Supply, Demand & Government PoliciesDocument30 pagesChap 6-Supply, Demand & Government PoliciesKhánh AnNo ratings yet
- Sop MMD 08 11 Purchase Order Terms and Conditions PDFDocument7 pagesSop MMD 08 11 Purchase Order Terms and Conditions PDFIip EriyaniNo ratings yet
- Gyrator - Wikipedia PDFDocument44 pagesGyrator - Wikipedia PDFRishabh MishraNo ratings yet
- Myanmar Companies Law 2017Document188 pagesMyanmar Companies Law 2017Let's Save Myanmar100% (1)
- The Leverage Effect Uncovering The True Nature of VolatilityDocument68 pagesThe Leverage Effect Uncovering The True Nature of VolatilityVlad StNo ratings yet
- Food Safety: Research PaperDocument6 pagesFood Safety: Research PaperJon Slavin100% (1)
- Turbine Blade Shop-Block 3 BhelDocument40 pagesTurbine Blade Shop-Block 3 Bheldeepak GuptaNo ratings yet
- Cummins ActuatorDocument4 pagesCummins ActuatorLaiq Zaman100% (1)
- CO2 Supply Agreement - A-ZDocument13 pagesCO2 Supply Agreement - A-ZEslam A. FahmyNo ratings yet
- Amendment of Information, Formal Vs SubstantialDocument2 pagesAmendment of Information, Formal Vs SubstantialNikkoCataquiz100% (3)
- Essentials of Marketing Research 4th Edition Hair Test Bank DownloadDocument22 pagesEssentials of Marketing Research 4th Edition Hair Test Bank Downloademmanuelmabelnjt7nn100% (35)
- Manual de Usuario Motor Fuera de Borda.Document68 pagesManual de Usuario Motor Fuera de Borda.Carlos GallardoNo ratings yet
- Chennai BPODocument908 pagesChennai BPOsonaiya software solutions100% (1)