Download as pdf or txt
You might also like
- Third Periodical Test in Science 5Document5 pagesThird Periodical Test in Science 5Richard Bareng S100% (1)
- Lesson 9Document23 pagesLesson 9Huynh Thanh TamNo ratings yet
- Aerodynamics Midterm Lecture PDFDocument14 pagesAerodynamics Midterm Lecture PDFelle liNo ratings yet
- Fire Safety Full ReportDocument30 pagesFire Safety Full ReportNoor Asni100% (1)
- Bohler Welding 1%nickel - CatalogueDocument8 pagesBohler Welding 1%nickel - CatalogueTasmanijskaNemaNo ratings yet
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- 57 PQRDocument13 pages57 PQRAbdul Tri Hamdani Hamdani100% (1)
- B31.3 Code Case 178 PDFDocument16 pagesB31.3 Code Case 178 PDFmfathi1356No ratings yet
- Arabic Welding Defects RT PDFDocument42 pagesArabic Welding Defects RT PDFlucianaNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS Updated PDFDocument2 pagesWPS Updated PDFRaja Muaz Ahmad KhanNo ratings yet
- WPQ Flux CoreDocument1 pageWPQ Flux Corealberto jayaNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- Ut 4 PDFDocument42 pagesUt 4 PDFtusharNo ratings yet
- WPSGMAW90 102011ExamplePDFDocument1 pageWPSGMAW90 102011ExamplePDFBhavani PrasadNo ratings yet
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- Perform Routine Manual Metal Arc Welding: (MEM5.12C)Document27 pagesPerform Routine Manual Metal Arc Welding: (MEM5.12C)umuhuza salomonNo ratings yet
- Submerged Arc WeldingDocument4 pagesSubmerged Arc WeldingshifaNo ratings yet
- Utoc Preliminary Wps Shell Project 270807 PDFDocument55 pagesUtoc Preliminary Wps Shell Project 270807 PDFErick HoganNo ratings yet
- Comparison ASTM A 3388 & ISO 11496Document1 pageComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyNo ratings yet
- Template BUTTDocument1 pageTemplate BUTTDylan TriggNo ratings yet
- Sample Wps Carbon Steel GTAW SMAW PDFDocument2 pagesSample Wps Carbon Steel GTAW SMAW PDFirwanNo ratings yet
- Welder Certificate Akilesh YadavDocument1 pageWelder Certificate Akilesh Yadavtripatipankaj023No ratings yet
- Inspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusDocument18 pagesInspection and Test Plan: Rev Created by Checked by Approved by Date Issue StatusoberaiNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- ABout Preheat Before WeldingDocument2 pagesABout Preheat Before WeldingHary Olya AdriansyahNo ratings yet
- BPVC Ix QW-482Document2 pagesBPVC Ix QW-482ganesh82No ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- Wps PQRDocument7 pagesWps PQRsobariNo ratings yet
- ISO 5817 Chennai 2011 Pres PDFDocument17 pagesISO 5817 Chennai 2011 Pres PDFcesargamboaNo ratings yet
- Drawing Design: EngineeringDocument25 pagesDrawing Design: Engineeringsukarlan98No ratings yet
- 1035 03Document2 pages1035 03Anuj ShahiNo ratings yet
- SMAW DuniDocument4 pagesSMAW DuniMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Plate Sample 6H Cap: Welding Process MMA (SMAW)Document1 pagePlate Sample 6H Cap: Welding Process MMA (SMAW)vibinkumars@gmail.comNo ratings yet
- UDocument1 pageUmohd as shahiddin jafriNo ratings yet
- Specifications For Plates: Chemical Composition Mechanical PropertiesDocument7 pagesSpecifications For Plates: Chemical Composition Mechanical Propertiesprajakt_pieNo ratings yet
- Hot Tap Welding ParametersDocument7 pagesHot Tap Welding ParametersSiva RamNo ratings yet
- Juta Bumi Kapital Sdn. BHD: Doc. No. Revision NoDocument2 pagesJuta Bumi Kapital Sdn. BHD: Doc. No. Revision NoSong Kiet ChooNo ratings yet
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- Welding Qualification SAMI CMI - AWS D1.2Document26 pagesWelding Qualification SAMI CMI - AWS D1.2Ouni AchrefNo ratings yet
- JTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackDocument19 pagesJTS Series High Speed Bevel Gear Screw Jack, Bevel Gear Driven Screw Jack, Bevel Gearbox Jack, Bevel Screw Jack Travel Speed, Screw Jack Bevel, Jack Screw Bevel Gearbox, Quick Lifting Screw JackWarren LeeNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document1 pagePreliminary Welding Procedure Specification (PWPS)AzriNo ratings yet
- Bis-Dk-Ut 1152 - 1200-24-VC01Document6 pagesBis-Dk-Ut 1152 - 1200-24-VC01TomasPavlovicNo ratings yet
- Welding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2Document2 pagesWelding Procedure Specification (WPS) : Standard Applicable: BS EN ISO 15609 1:2019 & BS EN ISO 15614 1: 2017 Level 2phong NguyenduyNo ratings yet
- Supercito (E 42 5 B 32 h5)Document1 pageSupercito (E 42 5 B 32 h5)brunizzaNo ratings yet
- Wis5 TermsDocument29 pagesWis5 Termsravi00098No ratings yet
- WPS (1) 1Document5 pagesWPS (1) 1Pedro José PadillaNo ratings yet
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
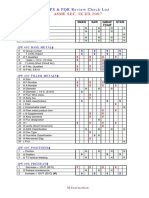
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- WPS - 006Document13 pagesWPS - 006MAT-LIONNo ratings yet
- RTCC Manual WPS Approval WE-WPS-001Document7 pagesRTCC Manual WPS Approval WE-WPS-001Akansha SharmaNo ratings yet
- Contact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Document4 pagesContact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Maulik PatelNo ratings yet
- Welding Gauge EquipmentsDocument11 pagesWelding Gauge EquipmentsNICOLAS SALAZAR PARRANo ratings yet
- Procedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Document2 pagesProcedure Qualification Record (PQR) : Annex N AWS D1.1/D1.1M:2010Menad SalahNo ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Procedure Qualification Record (PQR) : Filler Metals AWS Specification AWS ClassificationDocument3 pagesProcedure Qualification Record (PQR) : Filler Metals AWS Specification AWS ClassificationRejoy babyNo ratings yet
- WPS PDFDocument5 pagesWPS PDFHakanNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- BGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Document1 pageBGR Energy Systems Limited: Oil & Gas Equipment Division Welding Procedure Specification (WPS) - Aws D1.1Eswar Enterprises QcNo ratings yet
- Welding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YesDocument2 pagesWelding Procedure Specification (WPS) Yes Prequalified X Qualified by Testing or Procedure Qualification Records (PQR) YessdgshhNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- Store Current Status 02.03.21Document2 pagesStore Current Status 02.03.21ARUL ARON JOSENo ratings yet
- Diesel StockDocument8 pagesDiesel StockARUL ARON JOSENo ratings yet
- Fuel StockDocument30 pagesFuel StockARUL ARON JOSENo ratings yet
- Dear SirDocument2 pagesDear SirARUL ARON JOSENo ratings yet
- Eee-V-dcmachines and Synchronous Machines (10ee54) - SolutionDocument73 pagesEee-V-dcmachines and Synchronous Machines (10ee54) - SolutionchaitanyaNo ratings yet
- Design Basis Report Electrical Hotel BuiDocument14 pagesDesign Basis Report Electrical Hotel BuiShanaia BualNo ratings yet
- Bioenergy From Agricultural Wastes: Ann D. Christy, PH.D., P.EDocument35 pagesBioenergy From Agricultural Wastes: Ann D. Christy, PH.D., P.Echristian edwardNo ratings yet
- Norma SABMILLERDocument18 pagesNorma SABMILLERpipegallegoNo ratings yet
- Service Manual: Indoor UnitDocument44 pagesService Manual: Indoor UnitJuan Diego ValenciaNo ratings yet
- Eurotest 61557 User ManualDocument96 pagesEurotest 61557 User Manualmoj_scribdNo ratings yet
- Worksection Classification ListDocument3 pagesWorksection Classification Listtravis_izNo ratings yet
- Type V - Solid Core Current Transformers (Vertical Bar Profile)Document3 pagesType V - Solid Core Current Transformers (Vertical Bar Profile)Gopal DasiriNo ratings yet
- 604 Pressure SwitchDocument5 pages604 Pressure SwitchNeven PiscutiNo ratings yet
- Labovac UljeDocument1 pageLabovac UljeAdnan MujkanovicNo ratings yet
- Strain Energy and Impact LoadingDocument12 pagesStrain Energy and Impact LoadingAhmed Magdy100% (1)
- Curriculum Vitae: Post Applied: Safety Engineer / Safety SupervisorDocument4 pagesCurriculum Vitae: Post Applied: Safety Engineer / Safety SupervisorKushNo ratings yet
- Measurement Sensors and InstrumentDocument60 pagesMeasurement Sensors and InstrumentKarthik MathavenNo ratings yet
- Professional Spares Rational Spare Parts CatalogueDocument148 pagesProfessional Spares Rational Spare Parts CatalogueTransalp100% (1)
- Selected Treasury 1603 Grant MaterialsDocument133 pagesSelected Treasury 1603 Grant Materialsg4nz0No ratings yet
- Transit Short Cuts-Bepin Bihari PDFDocument4 pagesTransit Short Cuts-Bepin Bihari PDFinterestedguy100% (2)
- 212me5327 PDFDocument72 pages212me5327 PDFMahmoud Abd El LateefNo ratings yet
- TORQUE CONVERTER 4) TURBINE SHAFT AND STATOR D135A-1 S - N 10001-UP Komatsu Part CatalogDocument1 pageTORQUE CONVERTER 4) TURBINE SHAFT AND STATOR D135A-1 S - N 10001-UP Komatsu Part CatalogBluish FlameNo ratings yet
- 17.5 Propeller Ice Protection.Document4 pages17.5 Propeller Ice Protection.Anuruddha Rukmal67% (3)
- Field Effect TransistorsDocument4 pagesField Effect TransistorsdwaswaNo ratings yet
- Progress and Problems in Gas-Turbine CombustionDocument9 pagesProgress and Problems in Gas-Turbine CombustionSeptian BrandalzxNo ratings yet
- LM3370 Dual Synchronous Step-Down DC-DC Converter With Dynamic Voltage Scaling FunctionDocument23 pagesLM3370 Dual Synchronous Step-Down DC-DC Converter With Dynamic Voltage Scaling FunctionHabibulla BavajiNo ratings yet
- Denso Bosch Common RailDocument29 pagesDenso Bosch Common RaildoctorhecklerNo ratings yet
- 1 汽机运维规程 Steam Turbine Operation and Maintenance ManualDocument212 pages1 汽机运维规程 Steam Turbine Operation and Maintenance ManualMd Suzon Mahmud100% (1)
- Sop 002 Copper Strip CorrosionDocument8 pagesSop 002 Copper Strip CorrosionAmnaKamran100% (1)
- Dokumen - Tips - Download PDF For Renault Immo Immothis Can Be Done With The Renault Ecu Decoder PDFDocument3 pagesDokumen - Tips - Download PDF For Renault Immo Immothis Can Be Done With The Renault Ecu Decoder PDFMotor CsillagNo ratings yet
- Energy Profile of SomaliaDocument4 pagesEnergy Profile of SomaliaEngineerAnoj KumarNo ratings yet