Download as pdf or txt
You might also like
- EFQM Benchmark Report 2018Document16 pagesEFQM Benchmark Report 2018umtNo ratings yet
- 03-HIRA For Welding Work .Document2 pages03-HIRA For Welding Work .archit kamat90% (10)
- Fred Reviewer Part 1 5Document51 pagesFred Reviewer Part 1 5Merlajoy VillanuevaNo ratings yet
- APQP OS Procedure ExampleDocument8 pagesAPQP OS Procedure Exampleali qaNo ratings yet
- Global Supplier Quality 15 Key ProcessesDocument1 pageGlobal Supplier Quality 15 Key ProcessesalexrferreiraNo ratings yet
- Ppap Review ChecklistDocument8 pagesPpap Review ChecklistVipin RanaNo ratings yet
- EFQM Application Form 2019Document8 pagesEFQM Application Form 2019umtNo ratings yet
- ZF Escalation Model Supplier / Purchased PartsDocument17 pagesZF Escalation Model Supplier / Purchased Partsumt100% (1)
- IMS Guidance NotesDocument57 pagesIMS Guidance Notesusman4428100% (8)
- Environmental Management Tools and TechniquesDocument27 pagesEnvironmental Management Tools and TechniquesBusyBoy PriyamNo ratings yet
- Oman Cement CompanyDocument3 pagesOman Cement CompanyDENNIS KIHUNGINo ratings yet
- CSR AdientDocument17 pagesCSR AdientRoberto S. InagakiNo ratings yet
- Aptiv Customer Specific Requirements June 20th 2022Document15 pagesAptiv Customer Specific Requirements June 20th 2022Hosam Elden Mostafa MasaranyNo ratings yet
- Valeo Supplier Quality Manual TCV 2020-08-12Document36 pagesValeo Supplier Quality Manual TCV 2020-08-12umtNo ratings yet
- Nissan Green Purchasing Guideline eDocument29 pagesNissan Green Purchasing Guideline eErick HernándezNo ratings yet
- GMs Drill Deep WorkshopDocument47 pagesGMs Drill Deep WorkshopEduardo Magaña Gutierrez0% (1)
- Gap Analysis Vda Vs TsDocument4 pagesGap Analysis Vda Vs TsSeval GünaltayNo ratings yet
- Iatf 16949:2016 Qms Audit ChecklistDocument8 pagesIatf 16949:2016 Qms Audit ChecklistAddinda Zurainie100% (1)
- CQI 9 3rd Edition Errata SheetDocument2 pagesCQI 9 3rd Edition Errata SheetANONIMONo ratings yet
- 8d Car ContaminationDocument4 pages8d Car Contaminationnugroho yuliantoNo ratings yet
- ZF QD83-2018 - English-French - WebDocument70 pagesZF QD83-2018 - English-French - WebBESNo ratings yet
- Tim Ken Supplier Quality ManualDocument31 pagesTim Ken Supplier Quality Manualecemeric100% (1)
- Presentation of The NSA: New Supplier AssessmentDocument35 pagesPresentation of The NSA: New Supplier AssessmentMojtaba MousaviNo ratings yet
- Alliance Supplier Guide 2.3Document3 pagesAlliance Supplier Guide 2.3MNo ratings yet
- APQP - Advance Product Quality PlaningDocument12 pagesAPQP - Advance Product Quality PlaningPrakashNo ratings yet
- Delphi Technologies Customer Specific Requirements: For Use With ISO 9001:2015 and IATF16949:2016Document15 pagesDelphi Technologies Customer Specific Requirements: For Use With ISO 9001:2015 and IATF16949:2016Ram100% (1)
- Control Plan FormatDocument1 pageControl Plan FormatMagesh WaranNo ratings yet
- MSA DecDocument45 pagesMSA DecpsathishthevanNo ratings yet
- ANPQP Category 2 Sub-Supplier ManagementDocument5 pagesANPQP Category 2 Sub-Supplier Managementjefry sitorusNo ratings yet
- Anpqp - 8D Concern & Countermeasure Report SummaryDocument2 pagesAnpqp - 8D Concern & Countermeasure Report Summarycong daNo ratings yet
- Supplier APQP TrainingDocument29 pagesSupplier APQP Trainingfdsa01No ratings yet
- Supplier Lessons Learnt CardsDocument13 pagesSupplier Lessons Learnt CardsadrianNo ratings yet
- D3 For Bkt. 428Document4 pagesD3 For Bkt. 428RD PlcsNo ratings yet
- Standard STD 105-0007: Special CharacteristicsDocument11 pagesStandard STD 105-0007: Special CharacteristicsKrunal PandyaNo ratings yet
- Spec Characteristics GdlnesDocument2 pagesSpec Characteristics Gdlnessathyabalaraman0% (1)
- Siegel Robert Automotive Layered Process Audit ChecklistDocument12 pagesSiegel Robert Automotive Layered Process Audit Checklistmahesh KhatalNo ratings yet
- Register Forum Home Page Post Attachment Files All Help Lost PasswordDocument3 pagesRegister Forum Home Page Post Attachment Files All Help Lost PasswordKirthivasanNo ratings yet
- ISO9 - IATF16 - Combo - GAP - March - 2017 - 1Document100 pagesISO9 - IATF16 - Combo - GAP - March - 2017 - 1Bruce GilchristNo ratings yet
- ANPQP - 3.0 - Category 1Document6 pagesANPQP - 3.0 - Category 1jefry sitorusNo ratings yet
- Cqi Audit ChecklistDocument1 pageCqi Audit ChecklistFavis Joseph BalinadoNo ratings yet
- SFMEA Check ListDocument16 pagesSFMEA Check ListIgnacioNo ratings yet
- APQPDocument33 pagesAPQPAtul SURVENo ratings yet
- ANPQP Category 6 Product ConfirmationDocument7 pagesANPQP Category 6 Product Confirmationjefry sitorusNo ratings yet
- Ford Supplement K TemplateDocument3 pagesFord Supplement K TemplateelevendotNo ratings yet
- Product Part Approval Process: Automotive Quality Management SystemDocument3 pagesProduct Part Approval Process: Automotive Quality Management SystemrajaNo ratings yet
- Requirements Comparison TS16949 VDA61Document22 pagesRequirements Comparison TS16949 VDA61TarunaiNo ratings yet
- Supplier Management V4 PDFDocument13 pagesSupplier Management V4 PDFRx DentviewNo ratings yet
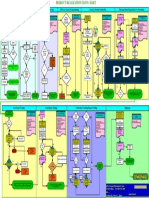
- Complete Flow Chart - RevBDocument1 pageComplete Flow Chart - RevBanushaNo ratings yet
- Gap Analysis IATF 16949Document15 pagesGap Analysis IATF 16949Elena BabinetchiNo ratings yet
- 2019 - KIA US Supplier Quality Manual KR GA PD SQD S 0001 - 02!19!2019Document32 pages2019 - KIA US Supplier Quality Manual KR GA PD SQD S 0001 - 02!19!2019rekik99266No ratings yet
- Sps0650en Poka Yoke PDFDocument8 pagesSps0650en Poka Yoke PDFangelokyoNo ratings yet
- PFEMA Attachment B Rev 16fe15Document1 pagePFEMA Attachment B Rev 16fe15Saulo TrejoNo ratings yet
- QSB UjDocument162 pagesQSB Ujpatima_sv4875No ratings yet
- Escalation Procedure Updated 020915Document30 pagesEscalation Procedure Updated 020915Joezel Juaman Maglajos100% (1)
- PDF Process Audit Vda 63Document9 pagesPDF Process Audit Vda 63Shahrazed ZineNo ratings yet
- What Is VDA6.3Document5 pagesWhat Is VDA6.3dare_numero5No ratings yet
- PFMEA EncodeDocument4 pagesPFMEA EncodeBooniz-bonice EliasNo ratings yet
- Test Paper 7 QC ToolsDocument3 pagesTest Paper 7 QC Toolsb-consultant960No ratings yet
- Apqp Ppap TrainingDocument2 pagesApqp Ppap TrainingAnkur DhirNo ratings yet
- CQI 9 Awareness Training Evaluation Questionnaire Before and AfterDocument6 pagesCQI 9 Awareness Training Evaluation Questionnaire Before and Afterr arumugam100% (1)
- Kit Comunicatie ANPQP-V23Document20 pagesKit Comunicatie ANPQP-V23djclaudiuNo ratings yet
- What Are APQP and PPAPDocument3 pagesWhat Are APQP and PPAPignaunaqNo ratings yet
- Supplier Controlled - Safe Launch PlanDocument6 pagesSupplier Controlled - Safe Launch PlanMario RojasNo ratings yet
- SPC Training MaterialDocument51 pagesSPC Training Materialdebendra naikNo ratings yet
- Statistical Process Control For Attribute Data (SPC)Document45 pagesStatistical Process Control For Attribute Data (SPC)RajanishshettyNo ratings yet
- Supplier Quality Assurance Manual: Special Devices, Incorporated Daicel Safety Systems America Arizona, IncDocument14 pagesSupplier Quality Assurance Manual: Special Devices, Incorporated Daicel Safety Systems America Arizona, IncJeelanNo ratings yet
- Adietnt ManualDocument21 pagesAdietnt ManualClaudia PEÑANo ratings yet
- EFQM Application Form 2020Document9 pagesEFQM Application Form 2020umtNo ratings yet
- EFQM Innovation Lens Webinar - v4Document29 pagesEFQM Innovation Lens Webinar - v4umtNo ratings yet
- Efqm Innovation Challenge: Challenge Yourself, Your Team, or Your Project On One of The Three Efqm Innovation Contest..Document4 pagesEfqm Innovation Challenge: Challenge Yourself, Your Team, or Your Project On One of The Three Efqm Innovation Contest..umtNo ratings yet
- Project Assessment MatrixDocument5 pagesProject Assessment Matrixumt100% (1)
- Webinar - EFQM Recognition 2020 - MarchDocument38 pagesWebinar - EFQM Recognition 2020 - Marchumt100% (1)
- EFQM - Why JoinDocument12 pagesEFQM - Why JoinumtNo ratings yet
- Agreement On Quality and Corporate Social Responsibility: Robert Bosch GMBHDocument7 pagesAgreement On Quality and Corporate Social Responsibility: Robert Bosch GMBHumtNo ratings yet
- Bosch - Supplier-Quality-RequirementsDocument55 pagesBosch - Supplier-Quality-RequirementsumtNo ratings yet
- Supplier Performance Manual: May 2015 ReleaseDocument16 pagesSupplier Performance Manual: May 2015 ReleaseumtNo ratings yet
- Supplier Score Card Training March 2016Document10 pagesSupplier Score Card Training March 2016umtNo ratings yet
- Suppliers Quality Assurance Manual (PDFDrive)Document135 pagesSuppliers Quality Assurance Manual (PDFDrive)umtNo ratings yet
- ISO9001 Supplier Manual-SQE-QGS-001 - IMI Group SQA Manual Approved 20180823 0Document37 pagesISO9001 Supplier Manual-SQE-QGS-001 - IMI Group SQA Manual Approved 20180823 0umtNo ratings yet
- Valeo Supplier Quality Manual TCV 2020-08-12Document36 pagesValeo Supplier Quality Manual TCV 2020-08-12umtNo ratings yet
- Supplier Quality Manual: Zetor Tractors A.S. Trnkova 111 628 00 BRNODocument42 pagesSupplier Quality Manual: Zetor Tractors A.S. Trnkova 111 628 00 BRNOumtNo ratings yet
- Supplier Audit Manual For Whirlpool's Supplier Code of Conduct ProgramDocument37 pagesSupplier Audit Manual For Whirlpool's Supplier Code of Conduct ProgramumtNo ratings yet
- Hse Improvement Program: NO Fulfillment Aspect Target Target PIC StatusDocument3 pagesHse Improvement Program: NO Fulfillment Aspect Target Target PIC StatusdennisjuntakNo ratings yet
- Preparatory Environmental Review (PER) or GAP AnalysisDocument9 pagesPreparatory Environmental Review (PER) or GAP AnalysissamrinNo ratings yet
- Miv Brochure 637b979b5355bDocument28 pagesMiv Brochure 637b979b5355bBassamNo ratings yet
- Jablite Basement BoardDocument7 pagesJablite Basement BoardalokNo ratings yet
- Sbev 3103Document20 pagesSbev 3103Dawson J. Dawi0% (1)
- Resume-Amandeep KaurDocument6 pagesResume-Amandeep KaurmedeepikaNo ratings yet
- Lecture 3 PDFDocument53 pagesLecture 3 PDFCurtis Hotate100% (1)
- Note Osha Chapter 5Document5 pagesNote Osha Chapter 5FrancisNo ratings yet
- What Is An Integrated Management SystemDocument6 pagesWhat Is An Integrated Management SystemkvrsuneelNo ratings yet
- 2015 Iso 14001Document58 pages2015 Iso 14001Anonymous ZZa7eu100% (5)
- Gencat 2016 Int en Low PDFDocument386 pagesGencat 2016 Int en Low PDFTylerNo ratings yet
- 28000Document29 pages28000sheref_hamady67% (3)
- Formula MCCBDocument104 pagesFormula MCCBthomaswangkoro100% (1)
- TME Sustainable Purchasing Guidelines 2013 UpdateDocument22 pagesTME Sustainable Purchasing Guidelines 2013 UpdateleftpowtaNo ratings yet
- Environmental Management System (EMS) ManualDocument16 pagesEnvironmental Management System (EMS) Manualkrishna.greenhrNo ratings yet
- Trust International Paper Corporation (Tipco) Mabalacat, Pampanga January 20, 2015Document21 pagesTrust International Paper Corporation (Tipco) Mabalacat, Pampanga January 20, 2015Anonymous 0zrCNQNo ratings yet
- Accepted Manuscript: Process Safety and Environment ProtectionDocument59 pagesAccepted Manuscript: Process Safety and Environment ProtectionsandroNo ratings yet
- Environmental AuditingDocument26 pagesEnvironmental AuditingABHISHEK SINGH100% (2)
- Manual WI-rooms Vaccine Room PO enDocument36 pagesManual WI-rooms Vaccine Room PO enmohammed alnaasNo ratings yet
- P.G. Diploma in Industrial Safety, Health and Environmental Managemnt Pgd-IshemDocument13 pagesP.G. Diploma in Industrial Safety, Health and Environmental Managemnt Pgd-Ishemgirish012No ratings yet
- Esgdb23 e P060-065Document6 pagesEsgdb23 e P060-065sushantNo ratings yet
- Health, Safety, Security, Environment (HSE) : Integrated Management SystemDocument97 pagesHealth, Safety, Security, Environment (HSE) : Integrated Management SystemSuneet Pratap SinghNo ratings yet
- Body of Quality Knowledge PDFDocument35 pagesBody of Quality Knowledge PDFVinoth KumarNo ratings yet
- ISO 14001 Environmental ManagementDocument18 pagesISO 14001 Environmental ManagementDiego CardozaNo ratings yet
- Iso 9000 14000Document36 pagesIso 9000 14000varun_ikNo ratings yet