Download as pdf or txt
You might also like
- Nestle Standards Abstract (Version 5.0, 2018) ..Document4 pagesNestle Standards Abstract (Version 5.0, 2018) ..jai soniNo ratings yet
- IQ Consortium Data Integrity Risk Assessment Tool: Click Here To Enter TextDocument13 pagesIQ Consortium Data Integrity Risk Assessment Tool: Click Here To Enter Textjai soni100% (1)
- ASTM F 1306-16 Puncture ResistanceDocument5 pagesASTM F 1306-16 Puncture Resistancejai soni100% (2)
- A Short Review On Latest Developments in Catalytic Depolymerization of Poly (Ethylene Terephathalate) WastesDocument11 pagesA Short Review On Latest Developments in Catalytic Depolymerization of Poly (Ethylene Terephathalate) Wastesbitisa5368No ratings yet
- Plastic Recycling - WikipediaDocument18 pagesPlastic Recycling - Wikipediadavid manuelNo ratings yet
- Journal Plastic IntroductionDocument12 pagesJournal Plastic IntroductionNiammMbladdushNo ratings yet
- Polymers: Strategic Possibility Routes of Recycled PETDocument37 pagesPolymers: Strategic Possibility Routes of Recycled PETyuppeNo ratings yet
- High Density Polyethylene Degradation Followed by Closed-Loop RecyclingDocument22 pagesHigh Density Polyethylene Degradation Followed by Closed-Loop RecyclingPham Manh CongNo ratings yet
- Advances and Approaches For Chemical Recycling of Plastic Waste Timmy Thiounn Rhett C. SmithDocument18 pagesAdvances and Approaches For Chemical Recycling of Plastic Waste Timmy Thiounn Rhett C. SmithHozefa DhilaNo ratings yet
- Journal of Polymer Science - 2020 - Thiounn - Advances and Approaches For Chemical Recycling of Plastic WasteDocument18 pagesJournal of Polymer Science - 2020 - Thiounn - Advances and Approaches For Chemical Recycling of Plastic WasteAnderson MadeiraNo ratings yet
- Evaluation and Identification of Degradative Processes in Post Consumer Recycled HDPEDocument7 pagesEvaluation and Identification of Degradative Processes in Post Consumer Recycled HDPEAroop Ratan SenNo ratings yet
- A Review and Bibliometric Analysis of Sorting and Recycling of Plastic WastesInternational Journal of Design and Nature and EcodynamicsDocument12 pagesA Review and Bibliometric Analysis of Sorting and Recycling of Plastic WastesInternational Journal of Design and Nature and EcodynamicsDana MateiNo ratings yet
- Recent Advances in The Chemobiological Upcycling oDocument14 pagesRecent Advances in The Chemobiological Upcycling oAhmad AhmadeNo ratings yet
- Development of Single Use Plastics To Valued Addition: (PROJECT ADVISOR - Dr. Radheshyam Giri)Document14 pagesDevelopment of Single Use Plastics To Valued Addition: (PROJECT ADVISOR - Dr. Radheshyam Giri)Nilanjana MishraNo ratings yet
- Applied Machine LearningDocument10 pagesApplied Machine LearningDelagona Lyka MaeNo ratings yet
- Strategic Possibility Routes of Recycled PET: Polymers May 2021Document36 pagesStrategic Possibility Routes of Recycled PET: Polymers May 2021yuppeNo ratings yet
- Thermochemical Routes For The Valorization of Waste Polyolefinic Plastics To Produce Fuels and Chemicals. A Review PDFDocument23 pagesThermochemical Routes For The Valorization of Waste Polyolefinic Plastics To Produce Fuels and Chemicals. A Review PDFZaulmNo ratings yet
- Jung Et Al., 2023Document15 pagesJung Et Al., 2023Natalia Null Fuentes Molina DocenteNo ratings yet
- Plastics RecyclingDocument2 pagesPlastics RecyclingsateeshbondaNo ratings yet
- Recycling Plastic Packaging in The United States: Packaging Technology and Science VOLDocument6 pagesRecycling Plastic Packaging in The United States: Packaging Technology and Science VOLy.s.6saputroNo ratings yet
- Mechanistic Aspects of Poly (Ethylene Terephthalate) Recycling Toward Enabling High Quality Sustainability Decisions in Waste ManagementDocument28 pagesMechanistic Aspects of Poly (Ethylene Terephthalate) Recycling Toward Enabling High Quality Sustainability Decisions in Waste Managementbitisa5368No ratings yet
- 3D Printing Filament As A Second Life of Waste Plastics - A ReviewDocument13 pages3D Printing Filament As A Second Life of Waste Plastics - A ReviewLIEU TAINo ratings yet
- Advanced Industrial and Engineering Polymer Research: Manas ChandaDocument18 pagesAdvanced Industrial and Engineering Polymer Research: Manas ChandaElena RomeroNo ratings yet
- Suschem Sustainable Plastics Brochure-FINAL 2101Document53 pagesSuschem Sustainable Plastics Brochure-FINAL 2101Aimée CEmNo ratings yet
- correction الفصل الاولDocument30 pagescorrection الفصل الاولمصطفى العباديNo ratings yet
- Polyethylene Terephthalate (PET) RecyclingDocument16 pagesPolyethylene Terephthalate (PET) Recyclingbianca calvilloNo ratings yet
- TempDocument18 pagesTempMuhammad Haroon RazaNo ratings yet
- Pyrolysis AdvancementDocument33 pagesPyrolysis AdvancementAnurag GanapathiNo ratings yet
- Ijms 22 11257 v2Document63 pagesIjms 22 11257 v2devkhan2002No ratings yet
- ATR-FTIR Spectroscopy Combined With Chemometric Methods For The Classification of Polyethylene Residues Containing Different ContaminantsDocument14 pagesATR-FTIR Spectroscopy Combined With Chemometric Methods For The Classification of Polyethylene Residues Containing Different Contaminantsparvaneh kheirkhahNo ratings yet
- Process Plant Design CEP Group 9Document5 pagesProcess Plant Design CEP Group 9mali.abbas555110No ratings yet
- Plastic Recycling AgainDocument5 pagesPlastic Recycling AgainzidaaanNo ratings yet
- Polymers 15 02966Document19 pagesPolymers 15 02966Nguyễn Tri TàiNo ratings yet
- InTech-Recent Advances in The Chemical Recycling of Polymers PP Ps Ldpe Hdpe PVC PC Nylon PmmaDocument64 pagesInTech-Recent Advances in The Chemical Recycling of Polymers PP Ps Ldpe Hdpe PVC PC Nylon PmmaJorge HINCAPIE CARDENASNo ratings yet
- New Motivation For The Depolymerization Products Derived From Poly (Ethylene Terephthalate) (PET) Waste: A ReviewDocument19 pagesNew Motivation For The Depolymerization Products Derived From Poly (Ethylene Terephthalate) (PET) Waste: A ReviewGabriel AparicioNo ratings yet
- Ijirt154724 PaperDocument5 pagesIjirt154724 PaperAparna YaduNo ratings yet
- Plastic Waste Management A Matter For The CommuniDocument3 pagesPlastic Waste Management A Matter For The Communihsri72639No ratings yet
- Journal of Polymer Science - 2021 - Sarda - Sustainability Performance of Polyethylene Terephthalate Clarifying ChallengesDocument25 pagesJournal of Polymer Science - 2021 - Sarda - Sustainability Performance of Polyethylene Terephthalate Clarifying ChallengesRielle Dela MercedNo ratings yet
- Polymers 14 04791 v2Document22 pagesPolymers 14 04791 v2Alperen BozdemirNo ratings yet
- BCG A Circular Solution To Plastic Waste July 2019 - tcm58 223960Document30 pagesBCG A Circular Solution To Plastic Waste July 2019 - tcm58 223960selcukNo ratings yet
- PlasticDocument18 pagesPlasticCesar Guevara GamarraNo ratings yet
- Effects of Heating Rate and Temperature On The Yield of Thermal Pyrolysis of A Random Plastic MixtureDocument12 pagesEffects of Heating Rate and Temperature On The Yield of Thermal Pyrolysis of A Random Plastic MixturePrathwiraj MeenaNo ratings yet
- Thermochemical Conversion of Plastic Waste Into Fuels, Chemicals, and Value-Added Materials: A Critical Review and OutlooksDocument39 pagesThermochemical Conversion of Plastic Waste Into Fuels, Chemicals, and Value-Added Materials: A Critical Review and OutlooksMohamed FateemNo ratings yet
- Chemical and Biological Catalysis For Plastics Recycling and UpcyclingDocument18 pagesChemical and Biological Catalysis For Plastics Recycling and UpcyclingDuc-Viet NguyenNo ratings yet
- Recycled Content Comparative Assessment Final 11-17-2021Document164 pagesRecycled Content Comparative Assessment Final 11-17-2021Neriman KılıçNo ratings yet
- TDL Hausarbeit Chemical Recycling 2Document12 pagesTDL Hausarbeit Chemical Recycling 2ken.idewaNo ratings yet
- A Mechanical Analysis On Recycled PETHDPE Composites - Ávila, Duarte - 2003Document10 pagesA Mechanical Analysis On Recycled PETHDPE Composites - Ávila, Duarte - 2003Ana MangasNo ratings yet
- Investigation of thermal treatment on selective separation of post consumer plastics prior to froth flotationDocument5 pagesInvestigation of thermal treatment on selective separation of post consumer plastics prior to froth flotationSupakin PraisingNo ratings yet
- Optimization of Injection Moulding Process Parameters For Recycled High Density Polyethylene (Rhdpe) Using The Taguchi MethodDocument6 pagesOptimization of Injection Moulding Process Parameters For Recycled High Density Polyethylene (Rhdpe) Using The Taguchi MethodQuality teamNo ratings yet
- Plastic Waste Management A Matter For The CommuniDocument3 pagesPlastic Waste Management A Matter For The CommuniKindricks Devon Labador LibreaNo ratings yet
- Environmental Examination of Waste Plastic Recycling Industry 2014Document13 pagesEnvironmental Examination of Waste Plastic Recycling Industry 2014Anonymous U5tA6h100% (1)
- Identification of Biodegradable and Oxo-Biodegradable Plastic Bags Samples CompositionDocument9 pagesIdentification of Biodegradable and Oxo-Biodegradable Plastic Bags Samples Compositiony.s.6saputroNo ratings yet
- Critical Review of Norms and SDocument21 pagesCritical Review of Norms and SsusanaNo ratings yet
- O O O O O O O O O O O O O O O: Reprocessability of PHB in Extrusion: ATR-FTIR, Tensile Tests and Thermal StudiesDocument7 pagesO O O O O O O O O O O O O O O: Reprocessability of PHB in Extrusion: ATR-FTIR, Tensile Tests and Thermal StudiesJorge Gerardo Riascos QuiñonesNo ratings yet
- Pyrolysis of Plastic Waste Opportunities and Challenges 2020Document11 pagesPyrolysis of Plastic Waste Opportunities and Challenges 2020Dana MateiNo ratings yet
- ASSIGNMENT - Polymer ChemistryDocument2 pagesASSIGNMENT - Polymer ChemistryChahek KalraNo ratings yet
- Bing?Document10 pagesBing?naja janaNo ratings yet
- Bijlage 4 Ce Delft 210126 Monitoring Chemical RecyclingDocument50 pagesBijlage 4 Ce Delft 210126 Monitoring Chemical Recyclingmori24067No ratings yet
- Hatti Kaul Et. AlDocument18 pagesHatti Kaul Et. Altimeijkhout92No ratings yet
- Study of The Degradation Mechanisms of Polyethylene During ReprocessingDocument9 pagesStudy of The Degradation Mechanisms of Polyethylene During ReprocessingJoselyn GaliciaNo ratings yet
- Recycled Polyester: Manufacturing, Properties, Test Methods, and IdentificationFrom EverandRecycled Polyester: Manufacturing, Properties, Test Methods, and IdentificationNo ratings yet
- Consleg 2002L0072 20091109 enDocument78 pagesConsleg 2002L0072 20091109 enjai soniNo ratings yet
- Is Amendment List of Colourants For Use in Plastics in FoodstuffsDocument3 pagesIs Amendment List of Colourants For Use in Plastics in Foodstuffsjai soniNo ratings yet
- 2020 Shelf Life Studies Quick TipsDocument1 page2020 Shelf Life Studies Quick Tipsjai soniNo ratings yet
- Guidance Brochure BRCGS Transition ENG A4 Final 1Document8 pagesGuidance Brochure BRCGS Transition ENG A4 Final 1jai soniNo ratings yet
- Copeland PresentationDocument26 pagesCopeland Presentationjai soniNo ratings yet
- BRC Packaging System Start Up Guide Sample 2020Document14 pagesBRC Packaging System Start Up Guide Sample 2020jai soniNo ratings yet
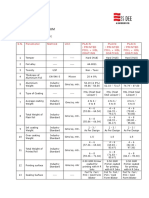
- ESS DEE RX Spectrum Technical Data SheetDocument4 pagesESS DEE RX Spectrum Technical Data Sheetjai soniNo ratings yet
- Sustainability Management Manual: Revision Date Description Sections Affected Revised by Approved byDocument7 pagesSustainability Management Manual: Revision Date Description Sections Affected Revised by Approved byjai soniNo ratings yet
- A Microbial Assessment Scheme To MeasureDocument13 pagesA Microbial Assessment Scheme To Measurejai soniNo ratings yet
- SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument13 pagesSECTION 1: Identification of The Substance/mixture and of The Company/undertakingjai soniNo ratings yet
- 504 - RM Vehicle Chekc ListDocument1 page504 - RM Vehicle Chekc Listjai soniNo ratings yet
- Astm D 1434-1982 Old Method Otr TestDocument12 pagesAstm D 1434-1982 Old Method Otr Testjai soniNo ratings yet
- Packaging Materials and Packaged Commodities - Laws and RegulationsDocument16 pagesPackaging Materials and Packaged Commodities - Laws and Regulationsjai soniNo ratings yet
- CEPE Inventory ListDocument153 pagesCEPE Inventory Listjai soniNo ratings yet
- Declaration of ComplianceDocument1 pageDeclaration of Compliancejai soniNo ratings yet
- AbdellatiefWeltOTR JAPRDocument12 pagesAbdellatiefWeltOTR JAPRjai soniNo ratings yet
- Chemical Equilibrium Part 2Document26 pagesChemical Equilibrium Part 2adityayadav18julyNo ratings yet
- TYPHOIDDocument13 pagesTYPHOIDnaceyjj33No ratings yet
- Shamanic HealingDocument41 pagesShamanic HealingMeraki Mary50% (2)
- Silicic Acid Agro Technology: DescriptionDocument1 pageSilicic Acid Agro Technology: DescriptionKeniel BarrettNo ratings yet
- NYJC Prelim 2006 P2Document12 pagesNYJC Prelim 2006 P2miiewNo ratings yet
- How To Hire, Manage, and Terminate Employees by Thomas Y. Mandler, Jennifer M. BallardDocument75 pagesHow To Hire, Manage, and Terminate Employees by Thomas Y. Mandler, Jennifer M. Ballardhuzefa7barodawalaNo ratings yet
- AaaaaaaaaaaaaaDocument6 pagesAaaaaaaaaaaaaaCarlos CBNo ratings yet
- Appendix G Construction Inspection Checklists and Asbuilt CertificationsDocument30 pagesAppendix G Construction Inspection Checklists and Asbuilt CertificationsMehdi RezougNo ratings yet
- 2022 - 001 BDRRMCDocument2 pages2022 - 001 BDRRMCbarangaybingayNo ratings yet
- Overcome Emotional Eating by Healthy & Psyched PDFDocument74 pagesOvercome Emotional Eating by Healthy & Psyched PDFLarissa Veres100% (1)
- Liceo de Cagayan University Senior High School Department The Problem and Its ScopeDocument21 pagesLiceo de Cagayan University Senior High School Department The Problem and Its ScopeShane Khezia Abriol BaclayonNo ratings yet
- Refractory: Zoning of Kilns and Brick SelectionDocument26 pagesRefractory: Zoning of Kilns and Brick Selectionrupesh soni100% (2)
- General Chemistry - q1 - Mod5 - Isotopes and Their UsesDocument13 pagesGeneral Chemistry - q1 - Mod5 - Isotopes and Their UsesharperNo ratings yet
- Solomon Islands Position PaperDocument2 pagesSolomon Islands Position PaperAJ Ammons0% (1)
- UN SMA 2008 Bahasa Inggris: Kode Soal P44Document7 pagesUN SMA 2008 Bahasa Inggris: Kode Soal P44hestyNo ratings yet
- PCAR Contractors ManualDocument219 pagesPCAR Contractors ManualDefendAChildNo ratings yet
- #Tutorial 3 - Fossil Fule Steam Generators TroubleshootingDocument5 pages#Tutorial 3 - Fossil Fule Steam Generators Troubleshootingmohamed EldesokyNo ratings yet
- Msds Heksana - 2 PDFDocument6 pagesMsds Heksana - 2 PDFGelisaNo ratings yet
- Styro FlexDocument7 pagesStyro Flexprabhat singhNo ratings yet
- Parasites and Mental IllnessDocument2 pagesParasites and Mental IllnessLoveLessNo ratings yet
- 8 - Human Reproduction - G12 - G12 - DR Ross-1Document55 pages8 - Human Reproduction - G12 - G12 - DR Ross-1sibusisiwekhanyile.333No ratings yet
- Taxonomy and Biostratigraphy of Conchostraca (Branchiopoda, Crustacea) From Two...Document7 pagesTaxonomy and Biostratigraphy of Conchostraca (Branchiopoda, Crustacea) From Two...grcNo ratings yet
- Indira Gandhi National Widow Pension SchemeDocument3 pagesIndira Gandhi National Widow Pension SchemeNavinkumar RohitNo ratings yet
- Republic of The Philippines University Town, Northern Samar Website: EmailDocument5 pagesRepublic of The Philippines University Town, Northern Samar Website: EmailCzarina Mae Quinones TadeoNo ratings yet
- CVTDocument232 pagesCVTOlatunde Onakoya50% (2)
- PsyCert Brochure NewDocument2 pagesPsyCert Brochure NewMRNo ratings yet
- Plastic PlanetDocument3 pagesPlastic PlanetpiaNo ratings yet
- NVLAP Scope - Certificate - 2015 09 28Document7 pagesNVLAP Scope - Certificate - 2015 09 28Alex SambagiNo ratings yet
- Alexandra Marchuk V Faruqi and Faruqi AnswerDocument52 pagesAlexandra Marchuk V Faruqi and Faruqi Answerdavid_latNo ratings yet
- Presentation On Success Story of Yamaha and SonyDocument12 pagesPresentation On Success Story of Yamaha and SonyAchyuta AngadiNo ratings yet