Download as pdf or txt
You might also like
- 70445EN 01 MaintenanceManual C2000iB, C4000iB (Unprotected)Document374 pages70445EN 01 MaintenanceManual C2000iB, C4000iB (Unprotected)dlam546425% (4)
- Liu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037Document11 pagesLiu 2021 IOP Conf. Ser. Mater. Sci. Eng. 1043 032037ntik 23No ratings yet
- Journal of Materials Processing TechnologyDocument8 pagesJournal of Materials Processing TechnologyJaygopalj JayamohanNo ratings yet
- Microelectronic Engineering: micro-EDM and ElectroformingDocument4 pagesMicroelectronic Engineering: micro-EDM and ElectroformingMariana Hernández PérezNo ratings yet
- Finishing of Micro-EDMed Surface Based On ScanningDocument6 pagesFinishing of Micro-EDMed Surface Based On ScanningOmkar DashNo ratings yet
- Precision Engineering: Ravinder Kumar, Inderdeep Singh TDocument7 pagesPrecision Engineering: Ravinder Kumar, Inderdeep Singh TAnonymous 5AmJ13mLkNo ratings yet
- In Situ Drilling and Milling of Thin Sheet Using Microelectrical DischargeDocument13 pagesIn Situ Drilling and Milling of Thin Sheet Using Microelectrical DischargeShakuntal KhamarNo ratings yet
- Q (1) With Full Group Details Discuss The Theory and Principles of Different Techniques of Non-Traditional Manufacture ProcessDocument11 pagesQ (1) With Full Group Details Discuss The Theory and Principles of Different Techniques of Non-Traditional Manufacture Processsofyan samNo ratings yet
- Influence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Document11 pagesInfluence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Pranes RainaNo ratings yet
- 1124 NMNDocument9 pages1124 NMNSaleh AlgdaryNo ratings yet
- Review Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50Document6 pagesReview Article On Different Types of EDM and Its Performance Parameter Micro EDM2018 04-25-16!17!50swatiNo ratings yet
- COPEN-9 Full Paper Upload 77Document6 pagesCOPEN-9 Full Paper Upload 77aghosh704100% (1)
- Micro ECMresearchchallengesDocument36 pagesMicro ECMresearchchallengesCatalin MicleaNo ratings yet
- Advanced Manufacturing Technology - Special Manufacturing ProcessesDocument16 pagesAdvanced Manufacturing Technology - Special Manufacturing ProcessesSteven Goddard100% (1)
- Literature ReviewDocument34 pagesLiterature ReviewMuhammad WaleedNo ratings yet
- Automation in IndustryDocument4 pagesAutomation in IndustryFirozNo ratings yet
- Sabotin WCMNM Paper FinalDocument5 pagesSabotin WCMNM Paper Finaljoskov71No ratings yet
- Powder Mixed Electric Discharge Machining of HastelloyDocument4 pagesPowder Mixed Electric Discharge Machining of HastelloyIJRASETPublicationsNo ratings yet
- Electro Chemical MachiningDocument28 pagesElectro Chemical MachiningMegantara Mozha PratamaNo ratings yet
- Sustainable Electrical Discharge Machining of Nimonic C263 SuperalloyDocument21 pagesSustainable Electrical Discharge Machining of Nimonic C263 SuperalloyVIRAJ PATILNo ratings yet
- Electrical Discharge Machining (EDM) : A Review: September 2016Document9 pagesElectrical Discharge Machining (EDM) : A Review: September 2016Mayank PatelNo ratings yet
- 1optimization of Micro-WireDocument33 pages1optimization of Micro-WireAman BansalNo ratings yet
- 13 IjtimesDocument9 pages13 IjtimesMM GoudNo ratings yet
- BookchapterDocument25 pagesBookchapterprabhakaranNo ratings yet
- International Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingDocument9 pagesInternational Journal of Machine Tools & Manufacture: Yan Zhang, Zhengyang Xu, Di Zhu, Jun XingSudhir KumarNo ratings yet
- Experimental Study On Electrochemical Micromachining: B. Bhattacharyya, M. Malapati, J. MundaDocument8 pagesExperimental Study On Electrochemical Micromachining: B. Bhattacharyya, M. Malapati, J. MundaAnnada Prasad MoharanaNo ratings yet
- Review of Electrochemical and Electrodischarge Machining: Digitalcommons@University of Nebraska - LincolnDocument15 pagesReview of Electrochemical and Electrodischarge Machining: Digitalcommons@University of Nebraska - LincolnVignesh SunilNo ratings yet
- Electrochemical Machining PDFDocument5 pagesElectrochemical Machining PDFBasavaraj HosurNo ratings yet
- Overview of Micro-EDM Process Parameters in Machining: Himani Saxena, Hitesh Kumar, Sushil ShuklaDocument5 pagesOverview of Micro-EDM Process Parameters in Machining: Himani Saxena, Hitesh Kumar, Sushil ShuklatheijesNo ratings yet
- Rapid Hybrid Tooling Based On CNC - and EDM-milling To Fabricate Lab-on-a-Chip SystemsDocument4 pagesRapid Hybrid Tooling Based On CNC - and EDM-milling To Fabricate Lab-on-a-Chip SystemsthanhphucphanNo ratings yet
- Potential Micro EdmDocument6 pagesPotential Micro EdmAdilahNo ratings yet
- Effect of Current On EDMDocument58 pagesEffect of Current On EDMAli M. ElghawailNo ratings yet
- NDT 2 (Autosaved)Document36 pagesNDT 2 (Autosaved)Jas HimNo ratings yet
- Engineers, Part B: Journal of Engineering Proceedings of The Institution of MechanicalDocument16 pagesEngineers, Part B: Journal of Engineering Proceedings of The Institution of Mechanicalvipul mishraNo ratings yet
- Bin Zaki 2019 IOP Conf. Ser. - Mater. Sci. Eng. 547 012009Document8 pagesBin Zaki 2019 IOP Conf. Ser. - Mater. Sci. Eng. 547 012009stonehard114No ratings yet
- A Study On The Machining of High-Aspect Ratio Micro-Structures Using micro-EDMDocument8 pagesA Study On The Machining of High-Aspect Ratio Micro-Structures Using micro-EDMPeeyushiRaghavNo ratings yet
- Comparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using EcmDocument13 pagesComparative Analysis of Mild Steel Before and After Stabilization and Evaluate Machine Parameters Using Ecmk eswariNo ratings yet
- Soumya Seminar ReportDocument21 pagesSoumya Seminar ReportDillip MahakhudaNo ratings yet
- Improved Electrical Discharge Machine (EDM) Servomechanism Controller For Machining Micro PitsDocument6 pagesImproved Electrical Discharge Machine (EDM) Servomechanism Controller For Machining Micro PitsKevin WellsNo ratings yet
- 9.SN APP SCI (ESCI, Web of Science)Document17 pages9.SN APP SCI (ESCI, Web of Science)MM GoudNo ratings yet
- CoatingsDocument13 pagesCoatingsuniquetechvideosNo ratings yet
- A Micro Project On: Industrial Components Which Are Produced Through Non Conventional Machining ProcessesDocument26 pagesA Micro Project On: Industrial Components Which Are Produced Through Non Conventional Machining Processesrajnish patilNo ratings yet
- Tool Fabrication System For Micronano Milling-Function Analysis and Design of A Six-Axis Wire EDM MachineDocument12 pagesTool Fabrication System For Micronano Milling-Function Analysis and Design of A Six-Axis Wire EDM MachineMuhammad DzulkiflyNo ratings yet
- Review of Electrochemical and Electrodischarge MachiningDocument14 pagesReview of Electrochemical and Electrodischarge Machiningdinesh veerNo ratings yet
- Technical Model of Micro Electrical DischargeDocument20 pagesTechnical Model of Micro Electrical DischargeShakuntal KhamarNo ratings yet
- 1 s2.0 S2212827116005060 MainDocument5 pages1 s2.0 S2212827116005060 MainKundanNo ratings yet
- Ricky's Project2Document41 pagesRicky's Project2Samir BoseNo ratings yet
- Micro Machining For Micro Electro Mechanical Systems (Mems) : SciencedirectDocument8 pagesMicro Machining For Micro Electro Mechanical Systems (Mems) : SciencedirectSugey Elisa GaletNo ratings yet
- Electromagnetic Shearing MachineDocument31 pagesElectromagnetic Shearing MachineANAND KRISHNANNo ratings yet
- Fabrication of Waste Cable Stripping Machine For Recycling Copper MaterialDocument7 pagesFabrication of Waste Cable Stripping Machine For Recycling Copper MaterialIJRASETPublicationsNo ratings yet
- Reverse Edm Collective Electrodes in Micro EcmDocument5 pagesReverse Edm Collective Electrodes in Micro EcmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Golam LaserDocument8 pagesGolam Laserrobo GjNo ratings yet
- Effect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDocument17 pagesEffect of Build Thickness and Geometry On Quasi-Static and Fatigue Behavior of Ti-6Al-4V Produced by Electron Beam MeltingDiep BerteauNo ratings yet
- Meena2017 Article Micro-EDMMultipleParameterOptiDocument8 pagesMeena2017 Article Micro-EDMMultipleParameterOptidertNo ratings yet
- Design Developmentofa Telescopic Beamfor EPMLifter SystemDocument10 pagesDesign Developmentofa Telescopic Beamfor EPMLifter Systemmuhdtaufiq402No ratings yet
- Micro Turn-Milling MachineDocument6 pagesMicro Turn-Milling MachineAfdhal RizkyNo ratings yet
- CryoEDM COPEN8Document7 pagesCryoEDM COPEN8Ravi VaghelaNo ratings yet
- Microstructure and Mechanical Properties of Inconel-625 Welded Joint Developed Through Microwave Hybrid HeatingDocument17 pagesMicrostructure and Mechanical Properties of Inconel-625 Welded Joint Developed Through Microwave Hybrid HeatingZakki DiniawanNo ratings yet
- Ultraprecision High Rate Anodic Dissolution Processes in EcmDocument7 pagesUltraprecision High Rate Anodic Dissolution Processes in EcmInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Measurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedDocument14 pagesMeasurement: Mustufa H. Abidi, Abdulrahman M. Al-Ahmari, Usama Umer, Mohammed Sarvar RasheedNguyễn Hữu PhấnNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Nucleation of the Electroactive γ Phase and Enhancement of the Optical Transparency in Low Filler Content Poly (Vinylidene) Clay NanocompositesDocument7 pagesNucleation of the Electroactive γ Phase and Enhancement of the Optical Transparency in Low Filler Content Poly (Vinylidene) Clay NanocompositesPrapto PraptNo ratings yet
- Journal of Fluids and Structures: Ahmed Khalifa, David Weaver, Samir ZiadaDocument19 pagesJournal of Fluids and Structures: Ahmed Khalifa, David Weaver, Samir ZiadaPrapto PraptNo ratings yet
- Linear Anhysteretic Direct Magnetoelectric Effect inDocument14 pagesLinear Anhysteretic Direct Magnetoelectric Effect inPrapto PraptNo ratings yet
- Flapping Dynamics of A Low Aspect-Ratio Energy-Harvesting Membrane Immersed in A Square Cylinder WakeDocument11 pagesFlapping Dynamics of A Low Aspect-Ratio Energy-Harvesting Membrane Immersed in A Square Cylinder WakePrapto PraptNo ratings yet
- An Arc-Shaped Piezoelectric Generator For Multi-Directional Wind Energy HarvestingDocument7 pagesAn Arc-Shaped Piezoelectric Generator For Multi-Directional Wind Energy HarvestingPrapto PraptNo ratings yet
- Physica B: Zeeshan Ahmad, Ashutosh Prasad, K. PrasadDocument8 pagesPhysica B: Zeeshan Ahmad, Ashutosh Prasad, K. PrasadPrapto PraptNo ratings yet
- Electric Power Generation Using Vibration of A Polyurea Piezoelectric Thin FilmDocument7 pagesElectric Power Generation Using Vibration of A Polyurea Piezoelectric Thin FilmPrapto PraptNo ratings yet
- Piezoelectric Energy Harvesting From Raindrop ImpactsDocument11 pagesPiezoelectric Energy Harvesting From Raindrop ImpactsPrapto PraptNo ratings yet
- Hot-Pressed, Dry, Composite, PEO-based Electrolyte Membranes I. Ionic Conductivity CharacterizationDocument8 pagesHot-Pressed, Dry, Composite, PEO-based Electrolyte Membranes I. Ionic Conductivity CharacterizationPrapto PraptNo ratings yet
- Downstream Flow Structures of A Fluttering Piezoelectric Energy HarvestDocument12 pagesDownstream Flow Structures of A Fluttering Piezoelectric Energy HarvestPrapto PraptNo ratings yet
- ICe Jet Technology (IJT)Document7 pagesICe Jet Technology (IJT)Prapto PraptNo ratings yet
- Composites Science and Technology: SciencedirectDocument8 pagesComposites Science and Technology: SciencedirectPrapto PraptNo ratings yet
- (Iihfwri+Rw3Uhvvlqj7Hpshudwxuhrq'Lhohfwulfdqg (Qhuj/6Wrudjh3Urshuwlhvri%D 6U 7L2 Sro/Ylq/Olghqhioxrulgh&RpsrvlwhvDocument8 pages(Iihfwri+Rw3Uhvvlqj7Hpshudwxuhrq'Lhohfwulfdqg (Qhuj/6Wrudjh3Urshuwlhvri%D 6U 7L2 Sro/Ylq/Olghqhioxrulgh&RpsrvlwhvPrapto PraptNo ratings yet
- Ultrasonic Machining ProcessDocument9 pagesUltrasonic Machining ProcessPrapto PraptNo ratings yet
- Modern Optimization Techniques For Advanced MachiningDocument9 pagesModern Optimization Techniques For Advanced MachiningPrapto PraptNo ratings yet
- WM FX277Document22 pagesWM FX277london335No ratings yet
- HMWK5 SolutionsDocument4 pagesHMWK5 SolutionsWana BilaNo ratings yet
- AN62582 AM Modulation and Demodulation PDFDocument17 pagesAN62582 AM Modulation and Demodulation PDFsung quekNo ratings yet
- Large Signal Modeling of GaN Device For High Power Amplifier DesignDocument134 pagesLarge Signal Modeling of GaN Device For High Power Amplifier DesignmarcwdNo ratings yet
- Tny 264Document20 pagesTny 264Juri BehariNo ratings yet
- Product Sensor Web-UKDocument2 pagesProduct Sensor Web-UKEma RussiNo ratings yet
- Ov 7648Document20 pagesOv 7648Ken SiaNo ratings yet
- SCR Monitor Board User's Manual - Watchdog EUU-7-102583000 - 2013 Rev 1 - 504756-002 PDFDocument11 pagesSCR Monitor Board User's Manual - Watchdog EUU-7-102583000 - 2013 Rev 1 - 504756-002 PDFRoberto C RuizNo ratings yet
- Design and Analysis of Various Inverters Using Different PWM TechniquesDocument11 pagesDesign and Analysis of Various Inverters Using Different PWM TechniqueschaitanyaNo ratings yet
- Lab 1: M V-I C D: Easuring THE Haracteristics OF A IodeDocument6 pagesLab 1: M V-I C D: Easuring THE Haracteristics OF A IodeAhmed ChNo ratings yet
- 2N2562 PDFDocument5 pages2N2562 PDFVenu Gopal Rao AggressNo ratings yet
- EUP3490Document1 pageEUP3490Mototolea CatalinNo ratings yet
- SCR Power Control (Watlow)Document28 pagesSCR Power Control (Watlow)nealmalm100% (1)
- TriacDocument13 pagesTriacNaveedNo ratings yet
- Fdb2532 - F085: N-Channel Powertrench Mosfet 150V, 79A, 16MDocument11 pagesFdb2532 - F085: N-Channel Powertrench Mosfet 150V, 79A, 16MSukandar TeaNo ratings yet
- Midterm Quiz 2 - Attempt Review ECE6342Document10 pagesMidterm Quiz 2 - Attempt Review ECE6342Allen JoshuaNo ratings yet
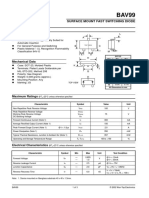
- Features: Surface Mount Fast Switching DiodeDocument4 pagesFeatures: Surface Mount Fast Switching DiodeDe faNo ratings yet
- Caracteristicas PLC S7 200 CPU 212Document14 pagesCaracteristicas PLC S7 200 CPU 212Jose ValdiviaNo ratings yet
- 5530Document3 pages5530fuck_off_and_dieNo ratings yet
- Diodo Om5007st PDFDocument2 pagesDiodo Om5007st PDFjorgejunierNo ratings yet
- Train Lighting ReportDocument31 pagesTrain Lighting ReportPiyush GoyalNo ratings yet
- DC Drives - ConstructionDocument10 pagesDC Drives - ConstructionSuyog ShingareNo ratings yet
- Invited Lecture IEEE - PES DR Zeljko Despotovic Dipl - IngDocument104 pagesInvited Lecture IEEE - PES DR Zeljko Despotovic Dipl - IngDr Zeljko DespotovicNo ratings yet
- HYG006N04LS1TADocument9 pagesHYG006N04LS1TAsNo ratings yet
- Recetario TransistoresDocument23 pagesRecetario TransistoresTitán SotoNo ratings yet
- Panasonic tc-p50x1Document111 pagesPanasonic tc-p50x1raver1213No ratings yet
- VA 912B Service ManualDocument70 pagesVA 912B Service ManualMarco Antonio Contreras GorigoitíaNo ratings yet
- Automatic Voltage RegulatorDocument27 pagesAutomatic Voltage RegulatorAnonymous BBX2E87aHNo ratings yet
- Tea 1506Document22 pagesTea 1506liberthNo ratings yet