Download as pdf or txt
You might also like
- Boiler Chemical Cleaning ProcedureDocument11 pagesBoiler Chemical Cleaning ProcedureDangol92% (13)
- Lab Photoelectric Effect PhET Simulation KeyDocument5 pagesLab Photoelectric Effect PhET Simulation KeyAnil KrishnanNo ratings yet
- Catalyst Unloading-Loading ProjectDocument3 pagesCatalyst Unloading-Loading ProjectIqbal Safirul Barqi100% (1)
- Air Blowing ProcedureDocument5 pagesAir Blowing ProcedureArslan Nisar100% (2)
- Alkali Boil Out Procedure Rev1Document11 pagesAlkali Boil Out Procedure Rev1Soumitra Gupta67% (3)
- Drying of Pipelines Prior To Commissioning - CEPS A.SDocument6 pagesDrying of Pipelines Prior To Commissioning - CEPS A.Sim4uim4uim4uim4uNo ratings yet
- HRSG Chemical Cleaning Procedure - KrakatauDayaDocument7 pagesHRSG Chemical Cleaning Procedure - KrakatauDayaSamuelTrinandoNo ratings yet
- Steam BlowingDocument19 pagesSteam Blowingmvdeole100% (1)
- Introduction To Chemical CleaningDocument28 pagesIntroduction To Chemical Cleaningmordidomi0% (1)
- MD1-0-T-060-05-00614-A Method Statement For Chemical Cleaning (Pre-Boiler Alkali Cleaning) PDFDocument60 pagesMD1-0-T-060-05-00614-A Method Statement For Chemical Cleaning (Pre-Boiler Alkali Cleaning) PDFNguyễn Đức100% (1)
- Chemical Cleaning ProcedureDocument4 pagesChemical Cleaning ProcedureAnuj Gupta100% (3)
- Pickling Passivation of Stainless Steels - SidemDocument4 pagesPickling Passivation of Stainless Steels - Sidemnike_y2k100% (2)
- M33-Chemical Cleaning of Utility BoilerDocument24 pagesM33-Chemical Cleaning of Utility BoilerhellmanyaNo ratings yet
- A-1101 B Primary Reformer Catalyst Change Out Work Method StatementDocument4 pagesA-1101 B Primary Reformer Catalyst Change Out Work Method Statementgururaj100% (1)
- Boiler CommissioningDocument29 pagesBoiler Commissioningbratishkaity100% (8)
- Cronox 240 MSDSDocument11 pagesCronox 240 MSDSJunMamauagDelaCruz100% (2)
- EDTA - Chemical CleaningDocument20 pagesEDTA - Chemical Cleaningveladandi100% (1)
- STEAM BLOWING PROCEDURE - MPL Phase-1 & 2 PDFDocument8 pagesSTEAM BLOWING PROCEDURE - MPL Phase-1 & 2 PDFm_ganesh1983No ratings yet
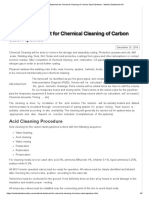
- Method Statement For Chemical Cleaning of Carbon Steel Pipelines - Method Statement HQDocument3 pagesMethod Statement For Chemical Cleaning of Carbon Steel Pipelines - Method Statement HQMohammad OsmanNo ratings yet
- HRSG Chemical Cleaning ProcedureDocument9 pagesHRSG Chemical Cleaning ProcedureFurqan RanaNo ratings yet
- 3 Alkaline Boil-Out Chemical Cleaning ProcedureDocument11 pages3 Alkaline Boil-Out Chemical Cleaning ProcedureAdnan Doğan50% (2)
- Chemical Cleaning of Fossil Power Station Steam GeneratorsDocument9 pagesChemical Cleaning of Fossil Power Station Steam Generatorssenthil031277100% (1)
- Chemical Cleaning of Pre-Boiler SystemDocument56 pagesChemical Cleaning of Pre-Boiler SystemShankar Jha100% (1)
- Boiler Cleaning ServicesDocument34 pagesBoiler Cleaning ServicesrakeshkjNo ratings yet
- Chemical Cleaning ProcedureDocument19 pagesChemical Cleaning ProcedureMerifie RenegadoNo ratings yet
- Chemical Cleaning of Carbon and Stainless Steel PipingDocument3 pagesChemical Cleaning of Carbon and Stainless Steel PipingMohamed100% (1)
- KPCL - Steam Blowing ProcedureDocument7 pagesKPCL - Steam Blowing ProcedureAtiqur RahmanNo ratings yet
- Chemical CleaningDocument32 pagesChemical Cleaningkae kae100% (2)
- Chemical Cleaning - AWWADocument18 pagesChemical Cleaning - AWWAMehmet Mb100% (1)
- BES-CO-05-003 Piping Flushing and Pressure TestingDocument23 pagesBES-CO-05-003 Piping Flushing and Pressure TestingGino De Landtsheer100% (4)
- Sulphur Handling Terminal Alberta Environment 28102005Document158 pagesSulphur Handling Terminal Alberta Environment 28102005Karthick DeivasagayamNo ratings yet
- Pipeline Drying ProceduresDocument6 pagesPipeline Drying Proceduresronald rodrigoNo ratings yet
- Field Cleaning of Compressor Lube-Oil and Seal-Oil Systems-MDocument16 pagesField Cleaning of Compressor Lube-Oil and Seal-Oil Systems-Mbkm dizaynNo ratings yet
- Typical Acid Cleaning Procedure For Compressor LinesDocument1 pageTypical Acid Cleaning Procedure For Compressor Linesrenjithv_4No ratings yet
- Chemical CleaningDocument71 pagesChemical CleaningDonatas Bertasius100% (2)
- Alkali BoiloutDocument31 pagesAlkali BoiloutDuggineni Ramakrishna0% (1)
- Steam BlowingDocument49 pagesSteam Blowingliamcs100% (1)
- Boiler Cleaning+Procedure+Rev+00Document10 pagesBoiler Cleaning+Procedure+Rev+00Govarthanan Gopalan100% (1)
- Catalyst Loading by Sock Method Single Bed Reactor Normal AtmosphereDocument5 pagesCatalyst Loading by Sock Method Single Bed Reactor Normal Atmospherevishal bailurNo ratings yet
- Corrosion and PreventionDocument17 pagesCorrosion and PreventionSaut EduardNo ratings yet
- Boiler Feed Water and Boiler Water - EWT Water TechnologyDocument2 pagesBoiler Feed Water and Boiler Water - EWT Water TechnologyEdhi SutantoNo ratings yet
- Industrial Chemical Cleaning MethodsDocument29 pagesIndustrial Chemical Cleaning MethodsTEZ ANALYSIS AND STORIESNo ratings yet
- AB-507 Installed Fired Heaters GuidelineDocument36 pagesAB-507 Installed Fired Heaters GuidelineRosa galindo100% (1)
- Steam BlowingDocument17 pagesSteam Blowingnishant361100% (1)
- Chemical Cleaning Procedure of Boiler Pressure Part R4Document15 pagesChemical Cleaning Procedure of Boiler Pressure Part R4Halim IrhamiNo ratings yet
- Hot TappingDocument6 pagesHot Tappingkrishna_piping67% (3)
- Report On Acid CleaningDocument30 pagesReport On Acid CleaningAshutosh SachanNo ratings yet
- Report Lube Oil FlushingDocument10 pagesReport Lube Oil Flushingmohan_krishna372No ratings yet
- Chemical CleaningDocument4 pagesChemical Cleaningankur2061No ratings yet
- Safety Check For Catalyst Loading Operation: SI. No. Description Observation Yes/No/NA RemarksDocument1 pageSafety Check For Catalyst Loading Operation: SI. No. Description Observation Yes/No/NA RemarksRísês ÃfrözNo ratings yet
- Chemical Cleaning of BoilerDocument27 pagesChemical Cleaning of BoilerlrpatraNo ratings yet
- SEM-9486E Boiler Feed Water Chemical TreatmentDocument19 pagesSEM-9486E Boiler Feed Water Chemical TreatmentRexx MexxNo ratings yet
- Chemical Cleaning of Steam Generator System by GEDocument6 pagesChemical Cleaning of Steam Generator System by GEBapu612345No ratings yet
- A Proposed Doj Project For Fta On: Chemical Cleaning of BoilerDocument39 pagesA Proposed Doj Project For Fta On: Chemical Cleaning of BoilermkgchemNo ratings yet
- Tubular Membrane-Maintenance and CleaningDocument16 pagesTubular Membrane-Maintenance and CleaningM TNo ratings yet
- Closed SystemsDocument3 pagesClosed SystemsMohamed IrfanNo ratings yet
- Cuproplex Cleaning of GeneratorDocument20 pagesCuproplex Cleaning of GeneratorJayanath Nuwan SameeraNo ratings yet
- Stds DSCHRG OpenClose LoopSys DRNDocument4 pagesStds DSCHRG OpenClose LoopSys DRNkushalchatterjeeNo ratings yet
- Standard Procedure For Regenerative System Chemical Cleaning 210 MWDocument9 pagesStandard Procedure For Regenerative System Chemical Cleaning 210 MWSiva KulanjiNo ratings yet
- Types & Cleaning Requirements of Piping SystemsDocument5 pagesTypes & Cleaning Requirements of Piping SystemsAkansha SharmaNo ratings yet
- Thailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Document29 pagesThailand Power Workshop Grouping: Bangkok Office 29 & 30-Mar-2012Prakasit Juangpanich100% (1)
- Chemical CleaningDocument22 pagesChemical Cleaningamareshscribd100% (1)
- Prosopis Juliflora AZT™', AZT™' Native MesquiteDocument2 pagesProsopis Juliflora AZT™', AZT™' Native MesquiteMara LiceoNo ratings yet
- Cathodic Protection Manual-QUIZDocument66 pagesCathodic Protection Manual-QUIZrobythoppil100% (12)
- Prosopis Juliflora: Fabaceae - Mimosoideae (SW.) DCDocument5 pagesProsopis Juliflora: Fabaceae - Mimosoideae (SW.) DCMara LiceoNo ratings yet
- FBC/FBD Fulton Horizontal BoilersDocument58 pagesFBC/FBD Fulton Horizontal BoilersMara Liceo100% (1)
- FBC/FBD Fulton Horizontal BoilersDocument86 pagesFBC/FBD Fulton Horizontal BoilersMara Liceo100% (3)
- Grounding and Overvoltage Protection IP 16-4-1: ScopeDocument11 pagesGrounding and Overvoltage Protection IP 16-4-1: ScopeMara LiceoNo ratings yet
- Electrical Power Supply and DistributionDocument122 pagesElectrical Power Supply and Distributionmmalamuti9325100% (4)
- Instrument and Essential Services IP 16-8-1 Power Supplies: ScopeDocument17 pagesInstrument and Essential Services IP 16-8-1 Power Supplies: ScopeMara LiceoNo ratings yet
- Experimental Thermal and Fluid Science: SciencedirectDocument8 pagesExperimental Thermal and Fluid Science: SciencedirectHanner Cantillo RuizNo ratings yet
- Derivatization ReagentsDocument100 pagesDerivatization Reagentsc0870321100% (2)
- Chapter 1 Two-Phase Flow and Boiling Heat TransferDocument44 pagesChapter 1 Two-Phase Flow and Boiling Heat TransferjackleesjNo ratings yet
- Laser Cutting TechnologyDocument264 pagesLaser Cutting Technologykkangari100% (4)
- Success Story: Tva Uses New Pressure Wave Technology To Clean HRSG Finned TubesDocument2 pagesSuccess Story: Tva Uses New Pressure Wave Technology To Clean HRSG Finned Tubes조기현No ratings yet
- Alkaloids: DR N AhmedDocument23 pagesAlkaloids: DR N AhmedMohammad SamirNo ratings yet
- IIT JEE Advanced Sample Question Paper With Detailed Solutions 2Document35 pagesIIT JEE Advanced Sample Question Paper With Detailed Solutions 2Manish PilaniaNo ratings yet
- Chem 1108 Lab General Laboratory TechniquesDocument6 pagesChem 1108 Lab General Laboratory Techniquesiyaoleyaali61No ratings yet
- 4 - Best Practices For Sodium Hypochlorite Storage and Metering SystemsDocument48 pages4 - Best Practices For Sodium Hypochlorite Storage and Metering SystemsZain Ali100% (1)
- DURIT Thermal-CoatingsDocument8 pagesDURIT Thermal-CoatingsMatheusNo ratings yet
- Electro Analytical TechniquesDocument24 pagesElectro Analytical TechniquesCranema KaayaNo ratings yet
- Deep Rie of Pyrex Glass, Quartz, PZT (Lead Zirconium Titanate) and Sic (Silicon Carbide) Using Thick Nickel MaskDocument47 pagesDeep Rie of Pyrex Glass, Quartz, PZT (Lead Zirconium Titanate) and Sic (Silicon Carbide) Using Thick Nickel MaskbhawnaNo ratings yet
- SES - Scoop SamplerDocument2 pagesSES - Scoop SamplerSES_CincinnatiNo ratings yet
- The Dyeing of Woollen Fabrics by Beech, FranklinDocument198 pagesThe Dyeing of Woollen Fabrics by Beech, FranklinGutenberg.orgNo ratings yet
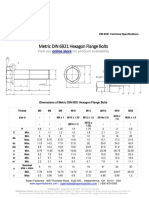
- Metric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityDocument5 pagesMetric DIN 6921 Hexagon Flange Bolts: Visit Our For Product AvailabilityJaganNo ratings yet
- BGas Painting Multiple Choice 2Document17 pagesBGas Painting Multiple Choice 2ibrahim shan100% (2)
- MSDS Protectol PEDocument14 pagesMSDS Protectol PEElisabeth YunitaNo ratings yet
- 341 Life Beyond MOCADocument16 pages341 Life Beyond MOCAmysabetNo ratings yet
- Platinum-Group Elements PDFDocument6 pagesPlatinum-Group Elements PDFcristianNo ratings yet
- B.tech PaintsDocument14 pagesB.tech Paintsluthor26No ratings yet
- MSDS Chlorhexidine DigluconateDocument5 pagesMSDS Chlorhexidine DigluconateSanggari MogarajaNo ratings yet
- Bania Et Al 2012 Enhanced Catalytic Activity of Zeolite Encapsulated Fe (III) Schiff Base Complexes For OxidativeDocument18 pagesBania Et Al 2012 Enhanced Catalytic Activity of Zeolite Encapsulated Fe (III) Schiff Base Complexes For OxidativeBuddha Shankar SharmaNo ratings yet
- 2022 June P-2 QPDocument18 pages2022 June P-2 QPAethrendil ValinorNo ratings yet
- Aliphatic Hydrocarbons: LAB #1 Reactions of HydrocarbonsDocument7 pagesAliphatic Hydrocarbons: LAB #1 Reactions of HydrocarbonsJoshuaArryNo ratings yet
- Measurement (Multiple Choice) QPDocument8 pagesMeasurement (Multiple Choice) QPHridyansh KothariNo ratings yet
- July Update Paint, Ink, and Coating BookletDocument9 pagesJuly Update Paint, Ink, and Coating BookletMarthinus BoxyNo ratings yet
- 10 Science Notes 01 Chemical Reactions and Equations 1 SumithDocument7 pages10 Science Notes 01 Chemical Reactions and Equations 1 SumithMahendiran MahiNo ratings yet
- Dimensional Tolerance & Physical Defects of Refractory Bricks-350T TLC-N...Document5 pagesDimensional Tolerance & Physical Defects of Refractory Bricks-350T TLC-N...Bholanath BeraNo ratings yet