Download as pdf or txt
You might also like
- List of Major Companies in AlgeriaDocument50 pagesList of Major Companies in AlgeriaanoirNo ratings yet
- AGR OptimizationDocument43 pagesAGR Optimizationinara amatullahNo ratings yet
- HR Internal Investigation Report TemplateDocument5 pagesHR Internal Investigation Report TemplateIffatNo ratings yet
- AspenHYSYSRefiningV7 3 OpsDocument478 pagesAspenHYSYSRefiningV7 3 OpsAnonymous w46Y2Qf84No ratings yet
- Magnetic BRGDocument147 pagesMagnetic BRGVijayTijare100% (1)
- LNG RecondensorDocument17 pagesLNG RecondensorSudhanshu Noddy100% (1)
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- At 05415 WP Acid Gas Cleaning Using Amine Solvents 2019 1125Document63 pagesAt 05415 WP Acid Gas Cleaning Using Amine Solvents 2019 1125Muhammad NaeemNo ratings yet
- Vapour Compression For Propane-Propylene SplittersDocument3 pagesVapour Compression For Propane-Propylene SplittersJohnNo ratings yet
- FCCU Optimization - A Minimum Capital ApproachDocument6 pagesFCCU Optimization - A Minimum Capital Approachsaleh4060No ratings yet
- Sulphur Recovery, HYSYS, GPSA-Conversion ReactorsDocument3 pagesSulphur Recovery, HYSYS, GPSA-Conversion ReactorsBindu joglekarNo ratings yet
- AspenHTFSV7 3-Usr PDFDocument25 pagesAspenHTFSV7 3-Usr PDFVenkatesh SivarchanaNo ratings yet
- Replacing A Corroded Column With Packing InternalsDocument4 pagesReplacing A Corroded Column With Packing InternalsPlutarco Chuquihuanga CórdovaNo ratings yet
- CAT-16-2 Novel Method of Increasing Refinery Profitability During CFHT Outages - Bruce Lam - Shell and Todd Hochheiser, Johnson MattheyDocument32 pagesCAT-16-2 Novel Method of Increasing Refinery Profitability During CFHT Outages - Bruce Lam - Shell and Todd Hochheiser, Johnson MattheyAle SanzNo ratings yet
- Sweetening LPG With AminesDocument8 pagesSweetening LPG With AminessizwehNo ratings yet
- Choudari Et Al. (2012) - Distillation Optimization Vapor RecompressionDocument5 pagesChoudari Et Al. (2012) - Distillation Optimization Vapor Recompressionvazzoleralex6884No ratings yet
- A Guide of Refinery ProcessDocument32 pagesA Guide of Refinery ProcessSaidFerdjallahNo ratings yet
- My Steam Trap Is Good - Why Doesn't It WorkDocument9 pagesMy Steam Trap Is Good - Why Doesn't It WorkMauricio RojasNo ratings yet
- 6.vapour Power CyclesDocument18 pages6.vapour Power CyclesJayneel Gajjar100% (1)
- 1000444Document5 pages1000444Semih ÖzsağıroğluNo ratings yet
- At-04304-Aspen ELearning Catalog 0918Document44 pagesAt-04304-Aspen ELearning Catalog 0918sashi ianNo ratings yet
- Predict Distillation Tray Efficiency: Reactions and SeparationsDocument7 pagesPredict Distillation Tray Efficiency: Reactions and SeparationsJohn AnthoniNo ratings yet
- Data Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Document15 pagesData Regression Analysis in Aspen Plus For CO2 Absorption Process Using MEA Final 3Piyush Priyadarshi0% (1)
- Trimming Nox From Furnaces - Rev3Document6 pagesTrimming Nox From Furnaces - Rev3Deepika UmlaniNo ratings yet
- HRSG Understand The BasicsDocument14 pagesHRSG Understand The BasicsMazen Darwish100% (1)
- Debottlenecking An FCC Gas Concentration UnitDocument4 pagesDebottlenecking An FCC Gas Concentration UnitShivam MishraNo ratings yet
- HP Improve Exchanger Operability and Efficiency Trough Tube Side EnchancementDocument3 pagesHP Improve Exchanger Operability and Efficiency Trough Tube Side Enchancementaegean227No ratings yet
- Heat Exchanger Network Design in Oil Refineries, 8-09Document6 pagesHeat Exchanger Network Design in Oil Refineries, 8-09Jimmy KumanaNo ratings yet
- Looking Back at The Phillips 66 Explosion in Pasadena, Texas - 30 Years LaterDocument8 pagesLooking Back at The Phillips 66 Explosion in Pasadena, Texas - 30 Years LatereirinaNo ratings yet
- A Financial Analysis For The Production of HQ Propylene-MustangDocument19 pagesA Financial Analysis For The Production of HQ Propylene-Mustangandrei12320003181No ratings yet
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgeNo ratings yet
- Modelling and Simulation of Steam Jet Ejectors PDFDocument8 pagesModelling and Simulation of Steam Jet Ejectors PDFLucas RossiniNo ratings yet
- A An ND D Ffo Orr: Increase CapacityDocument7 pagesA An ND D Ffo Orr: Increase CapacityLuis Enrique Leyva OvalleNo ratings yet
- PIPEPHASE Getting Started GuideDocument134 pagesPIPEPHASE Getting Started Guidepolaris44No ratings yet
- XP Flare Article ReprintDocument5 pagesXP Flare Article ReprintAnonymous cuOIjrLINo ratings yet
- Design Guidelines For Proplyene Splitters - Rev inDocument10 pagesDesign Guidelines For Proplyene Splitters - Rev intotongopNo ratings yet
- Operation and Trouble Shooting in LP & Vacuum Section For MS. Saipem ProcessDocument22 pagesOperation and Trouble Shooting in LP & Vacuum Section For MS. Saipem ProcessHalim100% (1)
- Spreadsheet Distillation PDFDocument8 pagesSpreadsheet Distillation PDFArunkumarNo ratings yet
- Amine Sweetening With DEADocument14 pagesAmine Sweetening With DEARoza SavitriNo ratings yet
- Bitumen Processing: Crude Unit RevampsDocument10 pagesBitumen Processing: Crude Unit Revampszubair1951No ratings yet
- Separations and Reaction Engineering Design Project Styrene ProductionDocument10 pagesSeparations and Reaction Engineering Design Project Styrene ProductionLokesh EmandiNo ratings yet
- Aspen Tech Compressor Modeling in AspenDocument16 pagesAspen Tech Compressor Modeling in AspenDesiree MolinaNo ratings yet
- API Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionDocument5 pagesAPI Standard 520 - Sizing, Selection, & Installation of Pressure Relieving Devices Part I, Sizing & SelectionEmilia CarazzoNo ratings yet
- A Design Adn Rating Method For Shell and Tube Heat ExchangerDocument8 pagesA Design Adn Rating Method For Shell and Tube Heat Exchangerhuynhthanhtamga1981100% (1)
- Alternative Production of Methanol From Industrial CO2Document25 pagesAlternative Production of Methanol From Industrial CO2Ayman FawzyNo ratings yet
- Catalyst Stripper Improves FCC Unit Performance - PTQ 3Q12Document4 pagesCatalyst Stripper Improves FCC Unit Performance - PTQ 3Q12dionarasimNo ratings yet
- Troubleshooting A C3 Splitter Tower Part 1 EvaluationDocument6 pagesTroubleshooting A C3 Splitter Tower Part 1 EvaluationZangNo ratings yet
- HYSYS Simulation Refinery Amine, SWS, SRU1Document25 pagesHYSYS Simulation Refinery Amine, SWS, SRU1Bindu joglekarNo ratings yet
- SRC Supplemental Rectification With CompressionDocument2 pagesSRC Supplemental Rectification With Compressionquocthuong1988 leNo ratings yet
- Knovel Charts For Water & Steam, SI & English Units, 2006, Norwich, 26pgDocument26 pagesKnovel Charts For Water & Steam, SI & English Units, 2006, Norwich, 26pgVlad ElenaNo ratings yet
- DocumentDocument12 pagesDocumentUmar Omar0% (1)
- Preparation of 2,6-Diisopropylaniline PDFDocument2 pagesPreparation of 2,6-Diisopropylaniline PDFsam123potter100% (1)
- 11 8783 WP Column Analysis PDFDocument22 pages11 8783 WP Column Analysis PDFHassanNo ratings yet
- 11-5417 FAQ Aspen HYSYS Petroleum RefiningDocument2 pages11-5417 FAQ Aspen HYSYS Petroleum RefiningfoamtrailerNo ratings yet
- Evaluate Heat-Exchanger Tube Rupture Scenarios Using Dynamic Simulation PDFDocument6 pagesEvaluate Heat-Exchanger Tube Rupture Scenarios Using Dynamic Simulation PDFZhen Kai OngNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- AT 03965 JSG Sulfur Recovery PDFDocument14 pagesAT 03965 JSG Sulfur Recovery PDFFernando AmoresNo ratings yet
- Aspen-Hysys Simulation of Sulfuric Acid PlantDocument3 pagesAspen-Hysys Simulation of Sulfuric Acid PlantacckypenrynNo ratings yet
- The Cansolv System ProcessDocument33 pagesThe Cansolv System ProcessAsociación Juventud HuayránNo ratings yet
- Article 1000346 PDFDocument4 pagesArticle 1000346 PDFAnonymous 2p6UltflNo ratings yet
- Training Attendence SheetDocument1 pageTraining Attendence SheetIffatNo ratings yet
- Organic Compounds Extra Practice-1-2Document2 pagesOrganic Compounds Extra Practice-1-2IffatNo ratings yet
- Naming Organic Compounds Practice: ExercisesDocument2 pagesNaming Organic Compounds Practice: ExercisesIffatNo ratings yet
- Appraisal Costs Are Necessary Costs To The Success of A CompanyDocument9 pagesAppraisal Costs Are Necessary Costs To The Success of A CompanyIffatNo ratings yet
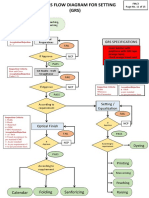
- PFD GRS - FinishingDocument5 pagesPFD GRS - FinishingIffatNo ratings yet
- (ESP Merit and Needs Based Scholarship Program) : Instructions For Filling Out The Scholarship Application FormDocument9 pages(ESP Merit and Needs Based Scholarship Program) : Instructions For Filling Out The Scholarship Application FormIffatNo ratings yet
- PFD GRS - Pre TreatmentDocument9 pagesPFD GRS - Pre TreatmentIffatNo ratings yet
- MCP - Pretreatment - Updated 23-12-2021Document43 pagesMCP - Pretreatment - Updated 23-12-2021IffatNo ratings yet
- MCP - Curing and Steaming - Updated 23-12-2021Document10 pagesMCP - Curing and Steaming - Updated 23-12-2021IffatNo ratings yet
- 006 WINS For Pre Final & Final Inspection QADocument2 pages006 WINS For Pre Final & Final Inspection QAIffatNo ratings yet
- Chemical Process Control: Additional 30 Minutes To Complete and Submit This Paper. The Additional 30 Minutes Are ForDocument12 pagesChemical Process Control: Additional 30 Minutes To Complete and Submit This Paper. The Additional 30 Minutes Are ForIffatNo ratings yet
- Eq of ContinuityDocument5 pagesEq of ContinuityIffatNo ratings yet
- Vapor-Liquid Equilibrium - WikipediaDocument8 pagesVapor-Liquid Equilibrium - WikipediaIffatNo ratings yet
- GAP ANALYSIS OF PRETREATMENT (28-February-2022 TO 1-MARCH-2022)Document5 pagesGAP ANALYSIS OF PRETREATMENT (28-February-2022 TO 1-MARCH-2022)IffatNo ratings yet
- Cascade Control System 1Document20 pagesCascade Control System 1IffatNo ratings yet
- Its All Baout SulfurDocument12 pagesIts All Baout SulfurIffatNo ratings yet
- Workbook SruDocument69 pagesWorkbook SruIffatNo ratings yet
- Automatic Control SystemsDocument3 pagesAutomatic Control SystemsIffatNo ratings yet
- Understanding Process Safety ManagementDocument8 pagesUnderstanding Process Safety ManagementIffatNo ratings yet
- Lect-5 FurnaceDocument60 pagesLect-5 FurnaceIffat0% (1)
- Process Control - Instrumentation and Control Engineering Interview QuestionsDocument11 pagesProcess Control - Instrumentation and Control Engineering Interview QuestionsIffatNo ratings yet
- Petroleum 20short 20Q A 20complete 20Document10 pagesPetroleum 20short 20Q A 20complete 20IffatNo ratings yet
- Waste Oil RefiningDocument6 pagesWaste Oil RefiningJohn simpson100% (1)
- 01 ExxonMobil Surface Equipment Policy & Procedures - 1Document11 pages01 ExxonMobil Surface Equipment Policy & Procedures - 1sitemaster60100% (1)
- 466BD168875 PDFDocument10 pages466BD168875 PDFFarah Talib Al-sudaniNo ratings yet
- Structured Questions AnswersDocument23 pagesStructured Questions AnswersNg Swee Loong StevenNo ratings yet
- Oil and Gas World For ChildrenDocument16 pagesOil and Gas World For ChildrenSpectrum AlectraNo ratings yet
- Distillation Key TermsDocument5 pagesDistillation Key Termsengr victorNo ratings yet
- LP Gas Safety Nepal Oil CorporationDocument24 pagesLP Gas Safety Nepal Oil CorporationDeepak prasad ghimireNo ratings yet
- Experiment 2 High Performance Liquid Chromatography (Method Development)Document8 pagesExperiment 2 High Performance Liquid Chromatography (Method Development)NUR IZZATI OTHMAN BASRINo ratings yet
- Fire Fighting F-WPS OfficeDocument4 pagesFire Fighting F-WPS OfficeMohd AjmalNo ratings yet
- Aircol AMS Range: Product DataDocument2 pagesAircol AMS Range: Product DataVladislav TrempoletsNo ratings yet
- Chemical Tech AssignmentDocument3 pagesChemical Tech AssignmentPRIYANSH JNo ratings yet
- Design and Applications Manua Foam PDFDocument392 pagesDesign and Applications Manua Foam PDFAshokNo ratings yet
- Manual of Esco 201 S+G Gas AnlyzerDocument5 pagesManual of Esco 201 S+G Gas Anlyzerikhsan_priambodoNo ratings yet
- Fuel and Its CharacteristicsDocument42 pagesFuel and Its CharacteristicsMohammed Al-OdatNo ratings yet
- A New Approach To Heavy Oil and Bitumen UpgradingDocument2 pagesA New Approach To Heavy Oil and Bitumen UpgradingMazen OthmanNo ratings yet
- Notes and Questions: Aqa GcseDocument18 pagesNotes and Questions: Aqa Gcseapi-422428700No ratings yet
- Páginas DesdeSeparation Process Principles (Seader & Henley, 2006) - SEGUNDA-EDICIONDocument1 pagePáginas DesdeSeparation Process Principles (Seader & Henley, 2006) - SEGUNDA-EDICIONAlanAlcazar100% (1)
- Tutorial OneDocument3 pagesTutorial OneGaurab ShresthaNo ratings yet
- NOx Reduction TA Study Feb2010Document70 pagesNOx Reduction TA Study Feb2010naikNo ratings yet
- Suzuki Coupling Lab ExperimentDocument4 pagesSuzuki Coupling Lab Experimentkblack301No ratings yet
- PFD Dme PlantDocument1 pagePFD Dme PlantSyamsul Rizal Abd ShukorNo ratings yet
- Approach Cross Country PipelinesDocument3 pagesApproach Cross Country PipelinesrutujaNo ratings yet
- IG Cryogenic Gas Relief Valves ASME PRV19430 PRV29430 SeriesDocument5 pagesIG Cryogenic Gas Relief Valves ASME PRV19430 PRV29430 SeriesCimmangNo ratings yet
- Oil Refinery Processes: CHEE 2404 Dalhousie UniversityDocument113 pagesOil Refinery Processes: CHEE 2404 Dalhousie UniversityRoshdi BarajaNo ratings yet
- H S R B Part 3A: Iron Sponge Basics: Dairy Environmental Systems ProgramDocument2 pagesH S R B Part 3A: Iron Sponge Basics: Dairy Environmental Systems Programjhon berez223344No ratings yet
- Module 5: Combustion Technology Lecture 37: Flame PropertiesDocument8 pagesModule 5: Combustion Technology Lecture 37: Flame PropertiesSuprio KamalNo ratings yet
- Tutorial Problems Week 3Document2 pagesTutorial Problems Week 3Paartiban PaneerselvamNo ratings yet