Download as pdf or txt
You might also like
- GB 50204-2002 Code For Acceptance of Construction Quality of Concrete Structures. Part 1Document70 pagesGB 50204-2002 Code For Acceptance of Construction Quality of Concrete Structures. Part 1Dilnesa EjiguNo ratings yet
- GB 50205-2001 - EnglishDocument143 pagesGB 50205-2001 - EnglishDilnesa EjiguNo ratings yet
- Iso 9001 Audit Trail: A Practical Guide to Process Auditing Following an Audit TrailFrom EverandIso 9001 Audit Trail: A Practical Guide to Process Auditing Following an Audit TrailRating: 5 out of 5 stars5/5 (3)
- DIR®Floortime Complementary Approaches For The Most Challenged Children With ASDDocument165 pagesDIR®Floortime Complementary Approaches For The Most Challenged Children With ASDcirclestretch100% (4)
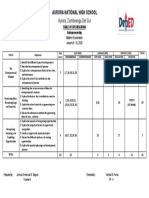
- TOS ENTREPRENEURSHIP Midterm ExamDocument1 pageTOS ENTREPRENEURSHIP Midterm Examjoshua baguio100% (2)
- Building Drawings Approval Process and DetailsDocument15 pagesBuilding Drawings Approval Process and DetailsrkssNo ratings yet
- Converting Your Systems Engineering OrgaDocument9 pagesConverting Your Systems Engineering OrgaitirafNo ratings yet
- 13-Quality Management & Quality AssuranceDocument7 pages13-Quality Management & Quality AssuranceJAZPAKNo ratings yet
- Total Quality Management Hands Out CompleteDocument73 pagesTotal Quality Management Hands Out CompleteJohn Robert Montepio100% (1)
- IQC Ch. 7Document6 pagesIQC Ch. 7AKSHIT 12No ratings yet
- Iso 9000 & Total Quality ManagementDocument13 pagesIso 9000 & Total Quality Managementalifatehitqm100% (1)
- The Integration of TQM and Six SigmaDocument24 pagesThe Integration of TQM and Six SigmaHendi YustiantoNo ratings yet
- SQC Chapter 1Document46 pagesSQC Chapter 1joy fulNo ratings yet
- Module 1Document20 pagesModule 1Yash MandpeNo ratings yet
- TQM Unit 5Document36 pagesTQM Unit 5Muthuvel M67% (3)
- BCom 472 TQM NotesDocument107 pagesBCom 472 TQM NotesOmoja JansenNo ratings yet
- ISO 9000 (Quality System), TQMDocument13 pagesISO 9000 (Quality System), TQMsathish kumarNo ratings yet
- Total Quality Management: Prof. V. P. Arora Associate ProfessorDocument232 pagesTotal Quality Management: Prof. V. P. Arora Associate ProfessorhemantlivesinNo ratings yet
- Iso/ts 16949: 2009Document117 pagesIso/ts 16949: 2009Vijay K SharmaNo ratings yet
- نظم المراقبة وضبط الجودةDocument88 pagesنظم المراقبة وضبط الجودةAbd El-Rahman MohamedNo ratings yet
- 9 QualityDocument14 pages9 QualitySSE DEMUNo ratings yet
- Quality in The Current Business Scenario - ContDocument17 pagesQuality in The Current Business Scenario - ContjayanNo ratings yet
- Unit 1: Fitness For Use Grade Degree of Preference Degree of Excellence Conformity To RequirementsDocument12 pagesUnit 1: Fitness For Use Grade Degree of Preference Degree of Excellence Conformity To RequirementsNivethithaa DhanrajNo ratings yet
- Iso 9000 & Total Quality ManagementDocument13 pagesIso 9000 & Total Quality ManagementpdffinderNo ratings yet
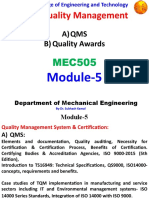
- Module - 5 TQM (Mgmcet) FinalDocument31 pagesModule - 5 TQM (Mgmcet) FinalSiddharth PatilNo ratings yet
- Quality Control & Quality AssuranceDocument75 pagesQuality Control & Quality Assurancemuhammad omerNo ratings yet
- TQM Presentation - Management Accounting & Performance AnalysisDocument58 pagesTQM Presentation - Management Accounting & Performance AnalysisAmirul HafizNo ratings yet
- TQM Unit 1 SBDocument21 pagesTQM Unit 1 SBViji LakshmiNo ratings yet
- 11 Module VI NotesDocument8 pages11 Module VI NotesHeri TrionoNo ratings yet
- Operation ManagementDocument13 pagesOperation Managementsugandha sharmaNo ratings yet
- VOL. 14 No. 1, March 1995: Implementing Iso 9000 in The Construction IndustryDocument5 pagesVOL. 14 No. 1, March 1995: Implementing Iso 9000 in The Construction IndustrySandeepVermaNo ratings yet
- This Article Is About Quality in A Business ContextDocument6 pagesThis Article Is About Quality in A Business ContextBiniam Hunegnaw BitewNo ratings yet
- Iso 9000 SeriesDocument14 pagesIso 9000 Seriessakumar5678100% (1)
- Module 1 Understanding QualityDocument32 pagesModule 1 Understanding QualityJordan Loren MaeNo ratings yet
- Importance of QualityDocument10 pagesImportance of QualityjaveljamaicaNo ratings yet
- QC Systems PDFDocument48 pagesQC Systems PDFSidi100% (1)
- 07 Production and Operations Management (Quality Control)Document34 pages07 Production and Operations Management (Quality Control)Naufal ArndoNo ratings yet
- Assignment DCC40132Document6 pagesAssignment DCC40132Ammar ZikryNo ratings yet
- A Review of ISO 9000 ImpactDocument5 pagesA Review of ISO 9000 ImpactfahadfiazNo ratings yet
- CME Mod3Document27 pagesCME Mod3Sharath S.vNo ratings yet
- Chapter 8 The Quality SystemDocument24 pagesChapter 8 The Quality SystemBiraj GhimireNo ratings yet
- Quality Control: Chapter OutlineDocument40 pagesQuality Control: Chapter OutlineLoreine Jane ClaritoNo ratings yet
- Lecture 9Document16 pagesLecture 9Niamunnasir Choudhury BappyNo ratings yet
- Part 1Document8 pagesPart 1Jasdeep BajajNo ratings yet
- Quality Assignment 2Document10 pagesQuality Assignment 2Hailemariam WeldegebralNo ratings yet
- ISO/TS 16949 Readiness: Goal of The Module: Readiness For Implementation, Certification, Maintenance andDocument26 pagesISO/TS 16949 Readiness: Goal of The Module: Readiness For Implementation, Certification, Maintenance andShanmugasundaram SNNo ratings yet
- What Is QualityDocument4 pagesWhat Is QualitymulerstarNo ratings yet
- Introduction To Quality Dr. Rehman AkhtarDocument50 pagesIntroduction To Quality Dr. Rehman AkhtarMuhammad KhalilNo ratings yet
- t2 Quality Environmental Cost Management Student Sem 2 1718Document12 pagest2 Quality Environmental Cost Management Student Sem 2 1718hunney93No ratings yet
- Cost of Quality PDFDocument33 pagesCost of Quality PDFAlvin DimasacatNo ratings yet
- Management of Fabrication Quality - bk206Document7 pagesManagement of Fabrication Quality - bk206Nithish KuttanNo ratings yet
- Quality Systems For Garment ManufactureDocument80 pagesQuality Systems For Garment ManufactureBoroBethaMoneNo ratings yet
- 2014CIQCERTDocument6 pages2014CIQCERTay manNo ratings yet
- Quality Systems in The Small or Medium Sized Enterprise (Sme)Document23 pagesQuality Systems in The Small or Medium Sized Enterprise (Sme)anon_440082927No ratings yet
- Unit 5Document34 pagesUnit 5MECH HODNo ratings yet
- Measuring The Cost of Quality: Executive SummaryDocument6 pagesMeasuring The Cost of Quality: Executive Summaryمحمد زرواطيNo ratings yet
- Assignments-Mba Sem-Iii: Subject Code: QM0002Document17 pagesAssignments-Mba Sem-Iii: Subject Code: QM0002Mithesh KumarNo ratings yet
- AS9100C WhitePaperDocument10 pagesAS9100C WhitePaperlugarxNo ratings yet
- Chapter 9Document31 pagesChapter 9Duin Abd AzizNo ratings yet
- Cost of QualityDocument7 pagesCost of QualityLepokkumzuk JamirNo ratings yet
- Lesson 9 Quality Assurance in Injection Molding: Key QuestionsDocument12 pagesLesson 9 Quality Assurance in Injection Molding: Key QuestionsHector Martin Frias LopezNo ratings yet
- NCP 28Document42 pagesNCP 28surender20111991No ratings yet
- Problem Solving: The 5-Why’s: Unlocking the Power of Quality Assurance for Success in BusinessFrom EverandProblem Solving: The 5-Why’s: Unlocking the Power of Quality Assurance for Success in BusinessNo ratings yet
- Cement EnvironmentDocument212 pagesCement EnvironmentDilnesa EjiguNo ratings yet
- W-20 MemorandumDocument2 pagesW-20 MemorandumDilnesa EjiguNo ratings yet
- CementProject PlanDocument54 pagesCementProject PlanDilnesa EjiguNo ratings yet
- Safety PauseDocument4 pagesSafety PauseSafrin SangiaNo ratings yet
- GB50205 2001钢结构工程施工质量验收规范英文版内部资料Document131 pagesGB50205 2001钢结构工程施工质量验收规范英文版内部资料Dilnesa EjiguNo ratings yet
- GB 50204-2002 Code For Acceptance of Construction Quality of Concrete Structuress. Part 2Document46 pagesGB 50204-2002 Code For Acceptance of Construction Quality of Concrete Structuress. Part 2Dilnesa EjiguNo ratings yet
- Lime Plant EIADocument144 pagesLime Plant EIADilnesa EjiguNo ratings yet
- Bucket Elevators, Bucket Conveyors and MoreDocument22 pagesBucket Elevators, Bucket Conveyors and MoreDilnesa EjiguNo ratings yet
- GB 50040-96 Code For Design of Dynamic MachineDocument104 pagesGB 50040-96 Code For Design of Dynamic MachineDilnesa EjiguNo ratings yet
- Ethiopian ES 4050 ES 1176-3:2005: First Edition 2005-03-12Document12 pagesEthiopian ES 4050 ES 1176-3:2005: First Edition 2005-03-12Dilnesa EjiguNo ratings yet
- 30 Pneumatic Conveyors: Rs 108 Sizing Air LiftsDocument2 pages30 Pneumatic Conveyors: Rs 108 Sizing Air LiftsDilnesa EjiguNo ratings yet
- Es 1176-4 - 2005Document30 pagesEs 1176-4 - 2005Dilnesa EjiguNo ratings yet
- FLS-pneumatic Transfer From Storage (Tse)Document22 pagesFLS-pneumatic Transfer From Storage (Tse)Dilnesa EjiguNo ratings yet
- Ethiopian Standard ES 4050 ES 1176-2:2005: First Edition 2005-03-12Document67 pagesEthiopian Standard ES 4050 ES 1176-2:2005: First Edition 2005-03-12Dilnesa Ejigu100% (1)
- Seminar 2Document28 pagesSeminar 2Dilnesa EjiguNo ratings yet
- 30 Pneumatic Conveyors: Rs 110 Pneumatic Screw Pumps (FK Pumps)Document3 pages30 Pneumatic Conveyors: Rs 110 Pneumatic Screw Pumps (FK Pumps)Dilnesa EjiguNo ratings yet
- Rs 33Document2 pagesRs 33Dilnesa EjiguNo ratings yet
- 2 Basic Laws of Physics: rs9 Equations of Heat TransferDocument3 pages2 Basic Laws of Physics: rs9 Equations of Heat TransferDilnesa EjiguNo ratings yet
- V4s44 Concrete DurabilityDocument8 pagesV4s44 Concrete DurabilityDilnesa EjiguNo ratings yet
- 2 Basic Laws of Physics: rs8 Losses in Fluid FlowDocument2 pages2 Basic Laws of Physics: rs8 Losses in Fluid FlowDilnesa EjiguNo ratings yet
- Rs 21Document1 pageRs 21Dilnesa EjiguNo ratings yet
- 3 Psychrometry: Rs 10 Latent Heat of Evaporation, EnthalpyDocument2 pages3 Psychrometry: Rs 10 Latent Heat of Evaporation, EnthalpyDilnesa EjiguNo ratings yet
- Rs 20Document1 pageRs 20Dilnesa EjiguNo ratings yet
- Kami Export - Jaden Mills - Angle VocabularyDocument3 pagesKami Export - Jaden Mills - Angle VocabularyJaden MillsNo ratings yet
- Trading Live Online Trading Tips: Trading AB CD Patterns From CoilsDocument3 pagesTrading Live Online Trading Tips: Trading AB CD Patterns From CoilsDixter CabangNo ratings yet
- Dip Lab ReportDocument23 pagesDip Lab Reportfawadnuml1No ratings yet
- Analogue and Digital RecordingDocument4 pagesAnalogue and Digital RecordingKavita koNo ratings yet
- Jin Jogot Web PDFDocument125 pagesJin Jogot Web PDFMubarak HossainNo ratings yet
- Wind LoadDocument13 pagesWind LoadHimani NagarNo ratings yet
- N3110 2 PDFDocument147 pagesN3110 2 PDFnedalqasemNo ratings yet
- Introduction To The Multi MeterDocument3 pagesIntroduction To The Multi MeterFaiz FauziNo ratings yet
- Design, Fabrication and Analysis of Bipedal Walking RobotDocument5 pagesDesign, Fabrication and Analysis of Bipedal Walking RobotChawki Choura100% (1)
- Scikit RF PDFDocument321 pagesScikit RF PDFGarry RFNo ratings yet
- 10.AGA XQ1705 - AGA Report No.9 - Measurement of Gas by Multipath Ultrasonic Meters PDFDocument15 pages10.AGA XQ1705 - AGA Report No.9 - Measurement of Gas by Multipath Ultrasonic Meters PDFhendry_hdwNo ratings yet
- Freshman Survival Guide 2013Document28 pagesFreshman Survival Guide 2013The TechniqueNo ratings yet
- A Novel Neural Network Framework For The Prediction of Drilling Rate of PenetrationDocument11 pagesA Novel Neural Network Framework For The Prediction of Drilling Rate of PenetrationденисNo ratings yet
- HeadofficeDocument6 pagesHeadofficeTikoo AdityaNo ratings yet
- Brochure OOS Gretha REV2.1 PDFDocument4 pagesBrochure OOS Gretha REV2.1 PDFVovchenko AlexandrNo ratings yet
- Optimizing Your Music & SuDocument3 pagesOptimizing Your Music & SuShane CampbellNo ratings yet
- Risk Assessment of HVACDocument9 pagesRisk Assessment of HVACApurv Goyal100% (2)
- Cambridge IGCSE: CHEMISTRY 0620/61Document12 pagesCambridge IGCSE: CHEMISTRY 0620/61Mina Abdou100% (1)
- En Cours 2018 Lepl1102Document2 pagesEn Cours 2018 Lepl1102Airton MotaNo ratings yet
- Radiative Sky Cooling: Fundamental Principles, Materials, and ApplicationsDocument41 pagesRadiative Sky Cooling: Fundamental Principles, Materials, and ApplicationsZacarias iturrietaNo ratings yet
- Executive Summary: With A Foreword by Theodore R. Sizer and Deborah MeierDocument8 pagesExecutive Summary: With A Foreword by Theodore R. Sizer and Deborah Meierapi-325016775No ratings yet
- Smart Code FullDocument490 pagesSmart Code FullAnonymous Dm7FwOJXUNo ratings yet
- ExhibitorlistDocument8 pagesExhibitorlistHDSC ChemicalsNo ratings yet
- Women EntrepreneurshipDocument9 pagesWomen Entrepreneurship娜奎No ratings yet
- MSD7831 Z01 Da1Document1 pageMSD7831 Z01 Da1idonisNo ratings yet
- Reseach Heat Waves G1Document13 pagesReseach Heat Waves G1rogieevemurilloNo ratings yet
- Bomba de Agua SubaruDocument2 pagesBomba de Agua Subarurodrigo dubonNo ratings yet