Download as pdf or txt
You might also like
- Engine Valve Lash - Inspect - Adjust c9Document3 pagesEngine Valve Lash - Inspect - Adjust c9Antonio78% (9)
- 78 Dt400e DT250E ManualDocument18 pages78 Dt400e DT250E Manualdisgustipate0% (1)
- YD25 Engine MechDocument35 pagesYD25 Engine MechAlex Hernandez100% (3)
- Valve Lash C13Document4 pagesValve Lash C13Jose F Rivera Morales100% (1)
- 19d Impeller SpacingDocument9 pages19d Impeller Spacingbtgottlieb100% (1)
- Serie 60 Informacion AdicionalDocument51 pagesSerie 60 Informacion AdicionalMauricio Campos Quiros100% (1)
- Waukesha Knock Index (WKI ) 12V275GL+ Waukesha Knock Index Power and Timing Curve 750-1000 RPM 130°F (54°C) Intercooler WaterDocument1 pageWaukesha Knock Index (WKI ) 12V275GL+ Waukesha Knock Index Power and Timing Curve 750-1000 RPM 130°F (54°C) Intercooler WaterarasNo ratings yet
- Dispersive Characteristics of Clay Soil by Double HydrometerDocument3 pagesDispersive Characteristics of Clay Soil by Double Hydrometerโก อู๋No ratings yet
- 950H - Ajuste de Luz de VálvulasDocument4 pages950H - Ajuste de Luz de VálvulasRenato Assis da Silva100% (2)
- Folga Valvula c9Document4 pagesFolga Valvula c9Victor NoschangNo ratings yet
- AA02193C STRG Pin Wear Checks and SizesDocument8 pagesAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteNo ratings yet
- Testing & Adjusting Valve Lash C18Document4 pagesTesting & Adjusting Valve Lash C18Sapar SouzaNo ratings yet
- Sab 330Document8 pagesSab 330Manuel perezNo ratings yet
- Calibracion Valvulas C15Document4 pagesCalibracion Valvulas C15luismf14No ratings yet
- Section 6-2Document80 pagesSection 6-2Raidul WafiNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- Regulagem de Válvulas (C15 C18)Document3 pagesRegulagem de Válvulas (C15 C18)caiocunhaconquistaNo ratings yet
- 7.0 Reference: 7.1 Engine Room LayoutDocument3 pages7.0 Reference: 7.1 Engine Room LayoutCarlos MenaNo ratings yet
- Meritor Spindle NutDocument5 pagesMeritor Spindle NutPhrag MannsteinNo ratings yet
- C18 Test Holgura de ValvulasDocument4 pagesC18 Test Holgura de ValvulasMiguel Angel Garrido CardenasNo ratings yet
- Ajust Injector Engine Cat C15Document4 pagesAjust Injector Engine Cat C15KRIEWOL 505No ratings yet
- Crankshaft Grinding GuidelinesDocument2 pagesCrankshaft Grinding Guidelinesиван ТрояновNo ratings yet
- Calibracion de Valvulas 966H - 01Document5 pagesCalibracion de Valvulas 966H - 01Freddy QuispeNo ratings yet
- Mitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Document61 pagesMitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Miroslav TabakovskiNo ratings yet
- Engine Valve Lash PDFDocument4 pagesEngine Valve Lash PDFJose PichinteNo ratings yet
- Ajuste Valvulas Motor 336DDocument5 pagesAjuste Valvulas Motor 336Djuan sebastianNo ratings yet
- Engine Valve Lash - Inspect/Adjust: Shutdown SISDocument5 pagesEngine Valve Lash - Inspect/Adjust: Shutdown SISChakrouneNo ratings yet
- 324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsDocument5 pages324D-CALIBRACION VALVULASsis - Cat.com Sisweb Sisweb Techdoc Techdoc Print Page - JsjhonNo ratings yet
- Ajuste Valvula 3176CDocument3 pagesAjuste Valvula 3176CAdelio RamirezNo ratings yet
- Service Bulletin 1107: Checking and Adjusting BacklashDocument5 pagesService Bulletin 1107: Checking and Adjusting BacklashCesar Casachagua DavilaNo ratings yet
- Telma F7 Installation On Meritor RS160-180-185 Axle TL103014Document6 pagesTelma F7 Installation On Meritor RS160-180-185 Axle TL103014Odim41No ratings yet
- Translated Copy of Sachs - 100-3 - ReparaturanleitungDocument31 pagesTranslated Copy of Sachs - 100-3 - ReparaturanleitungFerrousstateNo ratings yet
- Calibracion Valvulas Motor C12 CaterpillarDocument5 pagesCalibracion Valvulas Motor C12 CaterpillarRamón José Aponte Franco100% (9)
- Calibracion Valvulas Motor c12 CaterpillarDocument5 pagesCalibracion Valvulas Motor c12 CaterpillarOmar Diaz Segura100% (1)
- Manual: 292 Engine Kt-150 SeriesDocument20 pagesManual: 292 Engine Kt-150 SeriesSuwan Noo ThomsonNo ratings yet
- 1 Mbe4000 06aDocument38 pages1 Mbe4000 06azahar222No ratings yet
- SRBF8091 ролики 3500Document20 pagesSRBF8091 ролики 3500mohamed hamedNo ratings yet
- Briggs StrattonDocument13 pagesBriggs Strattonterry278383% (6)
- Cat C11-C13-C15-C18 MANUAL DE CALIBRACIONESDocument27 pagesCat C11-C13-C15-C18 MANUAL DE CALIBRACIONESclaudio80% (5)
- sebf 8067 -толкателиDocument17 pagessebf 8067 -толкателиJone BaneNo ratings yet
- Power Train: Alternator RemovalDocument6 pagesPower Train: Alternator Removalchaos en venaNo ratings yet
- TSRTC 2008-17-MAINTENANCEDocument10 pagesTSRTC 2008-17-MAINTENANCEkalpana patelNo ratings yet
- C-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDocument4 pagesC-12 Industrial Engine BDL00001-UP (SEBP3252 - 59) - Reglages SoupapesDamien LEGRANDNo ratings yet
- C15 T&A Engine Valve Lash - Inspect - AdjustDocument4 pagesC15 T&A Engine Valve Lash - Inspect - AdjustREYNALDO CARLONo ratings yet
- Petter AC1 MarineDocument33 pagesPetter AC1 Marinesergiozed0% (1)
- Engine Valve Lash - Inspect - AdjustDocument5 pagesEngine Valve Lash - Inspect - AdjustHAmir Alberto Mojica MojicaNo ratings yet
- ML B 1900d b19dmm560Document13 pagesML B 1900d b19dmm560mantenimiento.atsa2023No ratings yet
- Daewo Matiz2Document54 pagesDaewo Matiz2hipo84575% (4)
- TIL03029 TELMA REPLACEMENT ARM TANDEM Rev12jul07Document16 pagesTIL03029 TELMA REPLACEMENT ARM TANDEM Rev12jul07Paulo PereiraNo ratings yet
- IMSB Axle Maintenance KPM 004 0310 Rev18Document8 pagesIMSB Axle Maintenance KPM 004 0310 Rev18fahrul amirNo ratings yet
- 1 GRDocument11 pages1 GRGanbileg BatbilegNo ratings yet
- SECTION 3.05: Crankcase Component OverhaulDocument36 pagesSECTION 3.05: Crankcase Component OverhaulLUISA FERNANDA TORRES MANOSALVANo ratings yet
- 2005 Seadoo Rotax 1503 4 Tech Shop Manual - 101 EndDocument24 pages2005 Seadoo Rotax 1503 4 Tech Shop Manual - 101 EndOscar Eduardo GomezNo ratings yet
- F11 Connecting Rod Inspection ProcedureDocument3 pagesF11 Connecting Rod Inspection ProcedureMohammed Tauseef Ali100% (1)
- Ajuste Valvulas Motor 730Document5 pagesAjuste Valvulas Motor 730juan sebastianNo ratings yet
- SIS 2.0 Engine Valve LastDocument4 pagesSIS 2.0 Engine Valve LastFirzan Yudhistira PutraNo ratings yet
- c18 Folga de ValvulasDocument4 pagesc18 Folga de ValvulasNewman CardosoNo ratings yet
- Adjustment of The Compression BrakeDocument2 pagesAdjustment of The Compression BrakeCarlos Juarez ChungaNo ratings yet
- Boogie Type MTD-WI-02Document15 pagesBoogie Type MTD-WI-02vinothNo ratings yet
- C4 4 CalibracionDocument5 pagesC4 4 CalibracionJaya Abadi100% (1)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Gt-6 Pressure Switches Equipment ID Equipment Description CommentDocument1 pageGt-6 Pressure Switches Equipment ID Equipment Description CommentarasNo ratings yet
- Gt-6 Pressure Regulating Valves Equipment ID Equipment Description CommentDocument1 pageGt-6 Pressure Regulating Valves Equipment ID Equipment Description CommentarasNo ratings yet
- Pressure Regulating ValvesDocument1 pagePressure Regulating ValvesarasNo ratings yet
- IQ347-000-V1A-MAHH-00008 - B - HVAC Automation System DDC Panel Wiring Diagram For CEBDocument20 pagesIQ347-000-V1A-MAHH-00008 - B - HVAC Automation System DDC Panel Wiring Diagram For CEBarasNo ratings yet
- IQ347-000-V1A-MEA0-00005 - C - Equipment ListDocument3 pagesIQ347-000-V1A-MEA0-00005 - C - Equipment ListarasNo ratings yet
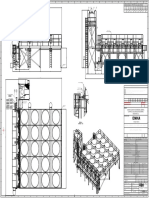
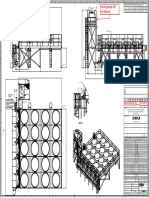
- IQ347 000 V1A MEA0 00001 C General Arrangement DrawingDocument1 pageIQ347 000 V1A MEA0 00001 C General Arrangement DrawingarasNo ratings yet
- Assembly Instructions For GS DOUBLE Chamber Pumps-2013Document33 pagesAssembly Instructions For GS DOUBLE Chamber Pumps-2013arasNo ratings yet
- Gt-6 Check Valves Equipment ID Equipment Description CommentDocument1 pageGt-6 Check Valves Equipment ID Equipment Description CommentarasNo ratings yet
- EPF Glycol Pump Instruction Manual-GS2200 Series-2014Document19 pagesEPF Glycol Pump Instruction Manual-GS2200 Series-2014arasNo ratings yet
- IQ347-000-V1A-MEA0-00001 - Code 2Document1 pageIQ347-000-V1A-MEA0-00001 - Code 2arasNo ratings yet
- ATS115 - 220440 - USER MANUAL - LOGICA CONTROL PANEL - Rev01 - ENDocument41 pagesATS115 - 220440 - USER MANUAL - LOGICA CONTROL PANEL - Rev01 - ENarasNo ratings yet
- GE Power: EnvironmentalDocument11 pagesGE Power: EnvironmentalarasNo ratings yet
- Angle Sensor Cal T&ADocument7 pagesAngle Sensor Cal T&AarasNo ratings yet
- Gas Engines Emissions PDFDocument36 pagesGas Engines Emissions PDFarasNo ratings yet
- C4.4 & C6.6 Tool List: Number Name QTY Dealer CAT Function ToolDocument2 pagesC4.4 & C6.6 Tool List: Number Name QTY Dealer CAT Function ToolarasNo ratings yet
- TOPIC: Turbochargers IDENT NO: 13-4036 DATE: October 2015 Supersedes: New SUBJECT: 275GL+ Turbocharger Control Description in Manual Correction Models Affected: 275Gl+Document6 pagesTOPIC: Turbochargers IDENT NO: 13-4036 DATE: October 2015 Supersedes: New SUBJECT: 275GL+ Turbocharger Control Description in Manual Correction Models Affected: 275Gl+arasNo ratings yet
- Gas Regulator Maintenance Kits For Waukesha Gas Engines: Product Description Applicable UnitsDocument2 pagesGas Regulator Maintenance Kits For Waukesha Gas Engines: Product Description Applicable Unitsaras50% (2)
- 9-4130 - Loose Stepper MotorDocument2 pages9-4130 - Loose Stepper MotorarasNo ratings yet
- Waukesha Gas Engines: Ratings & Standards 275GL+ Load AcceptanceDocument2 pagesWaukesha Gas Engines: Ratings & Standards 275GL+ Load AcceptancearasNo ratings yet
- s9043 130 PDFDocument1 pages9043 130 PDFarasNo ratings yet
- Clsi Astnewsupdate January2020ddddddpmDocument15 pagesClsi Astnewsupdate January2020ddddddpmRenato DesideriNo ratings yet
- Chapter-1 Introduction of The Study: A Study On Financial Performance by Ratio AnalysisDocument47 pagesChapter-1 Introduction of The Study: A Study On Financial Performance by Ratio Analysisjayan panangadanNo ratings yet
- Combustion Products From Ventilation Controlled Fires - Thesis PDFDocument321 pagesCombustion Products From Ventilation Controlled Fires - Thesis PDFYuri SanchezNo ratings yet
- Crochetpatternturttle BenjaminDocument10 pagesCrochetpatternturttle BenjaminTere VValle100% (2)
- IoT - Internet of Things Based Energy Management For Smart HomeDocument4 pagesIoT - Internet of Things Based Energy Management For Smart HomeEditor IJTSRDNo ratings yet
- Hardtimes Analysis PDFDocument30 pagesHardtimes Analysis PDFV LkvNo ratings yet
- Listening and Note-Taking Week 01Document6 pagesListening and Note-Taking Week 01AlvinPennNo ratings yet
- Music LP OrchestraDocument11 pagesMusic LP OrchestraCybi MethueneNo ratings yet
- Medium Power Film Capacitor AvxDocument70 pagesMedium Power Film Capacitor AvxPeio GilNo ratings yet
- Simatic: First StepsDocument24 pagesSimatic: First StepsIgor TusjakNo ratings yet
- Mehfill MenuDocument6 pagesMehfill Menuutkarsh shrivastavaNo ratings yet
- First QuizDocument11 pagesFirst QuizAreej AlmalkiNo ratings yet
- RF Wmhi14ds DF NDocument8 pagesRF Wmhi14ds DF NTabletaUnicaNo ratings yet
- RS232Document29 pagesRS232Pravish Sainath100% (1)
- The Cattell-Horn-Carroll Theory of Cognitive AbilitiesDocument13 pagesThe Cattell-Horn-Carroll Theory of Cognitive Abilitiessergio_poblete_ortegaNo ratings yet
- Multimode Relay MT: 2 / 3 Pole 10 A, DC-or AC-coilDocument4 pagesMultimode Relay MT: 2 / 3 Pole 10 A, DC-or AC-coilgoo gleNo ratings yet
- Monumentalizing Identities North SyrianDocument637 pagesMonumentalizing Identities North Syrianarheo111No ratings yet
- De Thi Thu TN THPT 2024 Tieng Anh So GD Ha NoiDocument23 pagesDe Thi Thu TN THPT 2024 Tieng Anh So GD Ha NoiQuang Lê Hồ DuyNo ratings yet
- Looping: Array Operators Example Name ResultDocument3 pagesLooping: Array Operators Example Name Resultjeremy PerezNo ratings yet
- 2018-04-12 St. Mary's County TimesDocument32 pages2018-04-12 St. Mary's County TimesSouthern Maryland OnlineNo ratings yet
- Praise Be To Allah: Mymona HendricksDocument37 pagesPraise Be To Allah: Mymona HendricksRulytta MimiNo ratings yet
- Veg Roll Recipe - Frankie Recipe For Kids - Swasthi's RecipesDocument22 pagesVeg Roll Recipe - Frankie Recipe For Kids - Swasthi's RecipespmaNo ratings yet
- NV10 TRB 3.3Document234 pagesNV10 TRB 3.3Juan perezNo ratings yet
- Flight InstrumentsDocument42 pagesFlight InstrumentsShiwani HoodaNo ratings yet
- Agilent 6850 Gas Chromatograph Maintenance PDFDocument9 pagesAgilent 6850 Gas Chromatograph Maintenance PDFFrancesco MoriscoNo ratings yet
- The Best Classical Music For New YearDocument10 pagesThe Best Classical Music For New Yeardane franolicNo ratings yet
- Instruction Book Manual de Instrucciones Livre D'InstructionsDocument79 pagesInstruction Book Manual de Instrucciones Livre D'InstructionsWilfrido RosadoNo ratings yet
- DIY GREENHOUSE by KMS - ChangelogDocument4 pagesDIY GREENHOUSE by KMS - Changeloglm pronNo ratings yet
- Brief Background and OverviewDocument2 pagesBrief Background and OverviewCamille MarieNo ratings yet