Download as pdf or txt
You might also like
- BS 05234-1-1992 (1999) Partitions (Including Matching Linings) - Code of Practice For Design and Installation.Document38 pagesBS 05234-1-1992 (1999) Partitions (Including Matching Linings) - Code of Practice For Design and Installation.ironface100% (2)
- TR 25-2010 Technical Reference Electric Vehicle Charging SystemDocument54 pagesTR 25-2010 Technical Reference Electric Vehicle Charging SystemJustin Sim100% (2)
- AWI Standards: Finish Carpentry/InstallationDocument38 pagesAWI Standards: Finish Carpentry/InstallationEli Matucad100% (1)
- G21 Fire and Blast Databook Panels2.0Document149 pagesG21 Fire and Blast Databook Panels2.0Lakshmi Binoy MenonNo ratings yet
- Linea Oblique Weatherboard Horizontal Technical Specification PDFDocument44 pagesLinea Oblique Weatherboard Horizontal Technical Specification PDFVaughn Joseph TarimanNo ratings yet
- 62 Rig Train Well Intervention TrainingDocument371 pages62 Rig Train Well Intervention TrainingTebengz Shakespear100% (2)
- CSP 369de MTM 1Document358 pagesCSP 369de MTM 1Irving Martin Beltran Lopez100% (8)
- OGUK - Helideck Perimeter Safety Net GuidanceDocument6 pagesOGUK - Helideck Perimeter Safety Net GuidancerozitaNo ratings yet
- Module 5 Compressive and Flexural Strength of Wood NewDocument31 pagesModule 5 Compressive and Flexural Strength of Wood NewEUREKA JANAH MENDOZANo ratings yet
- Huck SpinDocument9 pagesHuck Spinbalaji817150No ratings yet
- Zintek 200 Spec SheetDocument6 pagesZintek 200 Spec SheetellisforheroesNo ratings yet
- Process Engineering Manual 005 IDocument81 pagesProcess Engineering Manual 005 Imuktaanand100% (21)
- Inspection Manual For PipingDocument183 pagesInspection Manual For PipingMartin Zaballa100% (3)
- PRIUS C Homelink Self Dimming Mirror Installation Instructions - PriusChat ShopDocument11 pagesPRIUS C Homelink Self Dimming Mirror Installation Instructions - PriusChat ShopDanny1702No ratings yet
- Bob Tail Huck BoltDocument12 pagesBob Tail Huck BoltEduardo Granados SánchezNo ratings yet
- 32 MM CabinetmakingDocument35 pages32 MM CabinetmakingHugo Alfredo Ordóñez ChocanoNo ratings yet
- ASTM E2486 Impact ResistantDocument8 pagesASTM E2486 Impact ResistantestanilorenteNo ratings yet
- Oriented Strand Board: Product GuideDocument12 pagesOriented Strand Board: Product GuideDillonNo ratings yet
- D 3330 - D 3330M - 00 - RdmzmzatmdaDocument5 pagesD 3330 - D 3330M - 00 - RdmzmzatmdaStuartNo ratings yet
- AS 5079.2-2003 Filing Cabinets Vertical Filing Cabinets (ANSI BIFMA X5.3-1997 MOD) PDFDocument8 pagesAS 5079.2-2003 Filing Cabinets Vertical Filing Cabinets (ANSI BIFMA X5.3-1997 MOD) PDFSAI Global - APACNo ratings yet
- Professional Deck Builder Article PDF - Finishes - Penetrating or Film-FormingDocument6 pagesProfessional Deck Builder Article PDF - Finishes - Penetrating or Film-ForminghiroshimanoahNo ratings yet
- Wood Plastic Composite TechnologyDocument12 pagesWood Plastic Composite TechnologyCarlos CardenasNo ratings yet
- PermaBase BRAND Cement Board Guide Specifications 1457491Document9 pagesPermaBase BRAND Cement Board Guide Specifications 1457491Sky MoonNo ratings yet
- Eco-Boards: A Green Building Material From Residues and WasteDocument26 pagesEco-Boards: A Green Building Material From Residues and WasteJaybesNo ratings yet
- 32 MM CabinetDocument4 pages32 MM CabinetEstefanie Schuster CristofoliniNo ratings yet
- Rendering A Practical Handbook PDFDocument21 pagesRendering A Practical Handbook PDFAman Sahadeo100% (1)
- Winter 2019 Cordless CatalogDocument47 pagesWinter 2019 Cordless CatalogDownloaderNo ratings yet
- Article - Firestone-Metal-Roofing-Systems-Design-GuideDocument21 pagesArticle - Firestone-Metal-Roofing-Systems-Design-GuideRobertNo ratings yet
- Objectives & Overview: Chris Wyborn Senior Technical Officer FPA AustraliaDocument21 pagesObjectives & Overview: Chris Wyborn Senior Technical Officer FPA AustraliaAmir Bacolor0% (1)
- Exterior Cladding DetailsDocument13 pagesExterior Cladding DetailsMuhammad irfan javaidNo ratings yet
- Types of TilesDocument30 pagesTypes of TilesDr. MadhusudhanaRao ThummalaNo ratings yet
- Wood Plastic CompositesDocument12 pagesWood Plastic CompositesMadhusudhan SrinivasNo ratings yet
- Gm1738na 4.0Document39 pagesGm1738na 4.0JOECOOL67No ratings yet
- Construction Materials: Interior Design 2Nd Semester 9782134439/9024262644Document45 pagesConstruction Materials: Interior Design 2Nd Semester 9782134439/9024262644DARSHAN SAVSAIYANo ratings yet
- BCA2008-BCA-Guide (1) Building Code of Australia PDFDocument512 pagesBCA2008-BCA-Guide (1) Building Code of Australia PDFatNo ratings yet
- The Importance of Proper Roof Slope: Tech TodayDocument1 pageThe Importance of Proper Roof Slope: Tech TodayGiri DharanNo ratings yet
- ASTMDocument10 pagesASTManalesiNo ratings yet
- Specifying Ceramic Tile With ANSI and ISO StandardsDocument45 pagesSpecifying Ceramic Tile With ANSI and ISO StandardsAlQuon for U100% (1)
- Odor Neutralization - Assessment and ControlDocument20 pagesOdor Neutralization - Assessment and ControlDestiny ConwayNo ratings yet
- Et Iso 12543 3 2011Document10 pagesEt Iso 12543 3 2011freddyguzman3471No ratings yet
- Sti 12823 1Document4 pagesSti 12823 1raviteja036No ratings yet
- Bhma - CPD Feb. 2013Document468 pagesBhma - CPD Feb. 2013civileng_girlNo ratings yet
- Pressure Jet OG Series.Document26 pagesPressure Jet OG Series.lu linpyoNo ratings yet
- Sefa 7 2010 FixturesDocument24 pagesSefa 7 2010 FixturesJAVIER ARGUEDASNo ratings yet
- V7 Part 1 ValvesDocument25 pagesV7 Part 1 ValvesAshraf Ismail HassenNo ratings yet
- Kocmv007field Erected Storage TanksDocument73 pagesKocmv007field Erected Storage TanksABDELKADER BENABDALLAHNo ratings yet
- Installation Manual E-Brick en LoresDocument80 pagesInstallation Manual E-Brick en LoresvideoramirezNo ratings yet
- Technical Data Piping Standard: Date 5 NOV 2010Document12 pagesTechnical Data Piping Standard: Date 5 NOV 2010Aob AprilNo ratings yet
- SE StandardDocument51 pagesSE StandarddhairyasheelNo ratings yet
- Dis5 7Document24 pagesDis5 7Ahmed Mohamed RedaNo ratings yet
- A4050 Architectural Handbook PDFDocument312 pagesA4050 Architectural Handbook PDFAjay Negi100% (1)
- BS 1244 Part 2 (Metal Sinks For Domestic Purposes)Document12 pagesBS 1244 Part 2 (Metal Sinks For Domestic Purposes)Arun NagrathNo ratings yet
- Linea Oblique Weatherboard Vertical Technical SpecificationDocument40 pagesLinea Oblique Weatherboard Vertical Technical SpecificationVaughn Joseph TarimanNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument15 pagesNational Oil Corporation: Rev Date Description Checked ApprovedALI BEN AMORNo ratings yet
- Concrete Roof Tiles Technical ManualDocument130 pagesConcrete Roof Tiles Technical ManualNicholas FeatherstonNo ratings yet
- Specification (QCS2014)Document9 pagesSpecification (QCS2014)ahammedsuhailmNo ratings yet
- 60m Roshan TowDesgnRprtDocument93 pages60m Roshan TowDesgnRprtkamrankhanNo ratings yet
- QmguideDocument5 pagesQmguideDeeban SelvavinyagamNo ratings yet
- BS 05234-1-1992 (1999)Document38 pagesBS 05234-1-1992 (1999)murali krishNo ratings yet
- BCA GuideDocument4 pagesBCA GuidefranktksNo ratings yet
- SBE SS4-secure PDFDocument135 pagesSBE SS4-secure PDFMyron OikonomakisNo ratings yet
- National Oil Corporation: Rev Date Description Checked ApprovedDocument18 pagesNational Oil Corporation: Rev Date Description Checked ApprovedYousab JacobNo ratings yet
- General Requirements FOR Titanium Bolts: Aerospace SeriesDocument28 pagesGeneral Requirements FOR Titanium Bolts: Aerospace SeriesXTINGO MAINANo ratings yet
- 1511kV 33kV Composite Insulator 07.12.2019Document26 pages1511kV 33kV Composite Insulator 07.12.2019Muth PalaniappanNo ratings yet
- Description of Building Works Mansa: Site Area: 7927m Complete Office & Warehouse Area: 1621mDocument37 pagesDescription of Building Works Mansa: Site Area: 7927m Complete Office & Warehouse Area: 1621mВасиль МихайлечкоNo ratings yet
- TEC-030100.2-MET-DoR-003-MAT-TDS-BASF-Concresive 1414Document3 pagesTEC-030100.2-MET-DoR-003-MAT-TDS-BASF-Concresive 1414Eli MatucadNo ratings yet
- 712-Canopy DetailDocument1 page712-Canopy DetailEli MatucadNo ratings yet
- Disability EmploymentDocument20 pagesDisability EmploymentEli MatucadNo ratings yet
- Quality Control in ConstructionDocument16 pagesQuality Control in ConstructionEli MatucadNo ratings yet
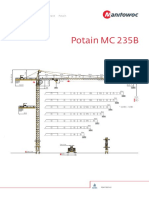
- Tec 015419 Met Dor 001 Tds Mc235b Data Sheet Metric FemDocument8 pagesTec 015419 Met Dor 001 Tds Mc235b Data Sheet Metric FemEli MatucadNo ratings yet
- TEC-030100.2-MET-DoR-002-Fosroc1A-Renderoc FC (Fairing Coat) (1 Component Polymer Modifyied CementitiousDocument4 pagesTEC-030100.2-MET-DoR-002-Fosroc1A-Renderoc FC (Fairing Coat) (1 Component Polymer Modifyied CementitiousEli MatucadNo ratings yet
- TEC-030100.2-MET-DoR-002-Fosroc1B-Renderoc HS (High Strenght) (Shrinkage Compensated, Polymer Modified, FibreDocument2 pagesTEC-030100.2-MET-DoR-002-Fosroc1B-Renderoc HS (High Strenght) (Shrinkage Compensated, Polymer Modified, FibreEli MatucadNo ratings yet
- PCR Residential CountertopsDocument50 pagesPCR Residential CountertopsEli MatucadNo ratings yet
- Cabinet Installation GuideDocument17 pagesCabinet Installation GuideEli MatucadNo ratings yet
- Cabinet InstallationDocument13 pagesCabinet InstallationEli MatucadNo ratings yet
- 3 Brand - Natures View Installation ManualDocument6 pages3 Brand - Natures View Installation ManualEli MatucadNo ratings yet
- Kcma Warranty Highlights: Guide To New CabinetryDocument2 pagesKcma Warranty Highlights: Guide To New CabinetryEli MatucadNo ratings yet
- Installation Methodology of Kitchen CabinetDocument5 pagesInstallation Methodology of Kitchen CabinetEli MatucadNo ratings yet
- Preparatory Works: Figure 6.1: Verification of Setting Out and Dimensions of Wall OpeningsDocument2 pagesPreparatory Works: Figure 6.1: Verification of Setting Out and Dimensions of Wall OpeningsEli MatucadNo ratings yet
- Figure 1.1: Components of Window: Mullion Head TransomDocument1 pageFigure 1.1: Components of Window: Mullion Head TransomEli MatucadNo ratings yet
- CKC0016 Construction and Material Standards Document WEBDocument28 pagesCKC0016 Construction and Material Standards Document WEBEli MatucadNo ratings yet
- ForensicEngineeringMay262015 LoadTestingDocument10 pagesForensicEngineeringMay262015 LoadTestingEli MatucadNo ratings yet
- Fabrication: 4.1. Mockup and SamplesDocument9 pagesFabrication: 4.1. Mockup and SamplesEli MatucadNo ratings yet
- Security PoliciesDocument10 pagesSecurity PoliciesMohammad RahemanNo ratings yet
- Monitoring Visit Report TemplateDocument2 pagesMonitoring Visit Report TemplateJohn Job100% (1)
- Daikin VRV Air ConditioningDocument4 pagesDaikin VRV Air ConditioningWeb Design Samui100% (6)
- Global Surface Quality Evaluation Procedure: 26 February, 2008Document19 pagesGlobal Surface Quality Evaluation Procedure: 26 February, 2008Mostafa Abd El AlemNo ratings yet
- CP R75.40 Gaia AdminGuideDocument210 pagesCP R75.40 Gaia AdminGuidenguyendanhson1409No ratings yet
- Variable Frequency DriveDocument2 pagesVariable Frequency Drivenksuthar5399No ratings yet
- KX-T816-1232 Feature Guide Ver 6Document316 pagesKX-T816-1232 Feature Guide Ver 6esedgarNo ratings yet
- Step 6 - Determining The PPAs - CapDev AgendaDocument58 pagesStep 6 - Determining The PPAs - CapDev AgendaMark Angelo GofredoNo ratings yet
- Free Autoresponder Tutorial: All Rights ReservedDocument11 pagesFree Autoresponder Tutorial: All Rights ReserveddrcodeNo ratings yet
- D1 7-D1 7M-2010PVDocument12 pagesD1 7-D1 7M-2010PVLuis Alberto Silva NavarroNo ratings yet
- Table 11 - Parking StandardsDocument16 pagesTable 11 - Parking StandardsbalaNo ratings yet
- IBM InfoSphere Federation Server - Configuration Guide For Federated Data SourcesDocument391 pagesIBM InfoSphere Federation Server - Configuration Guide For Federated Data SourcesBupBeChanhNo ratings yet
- Adaptaflex Catalogue 2016Document156 pagesAdaptaflex Catalogue 2016Tomhang No HangNo ratings yet
- Engine Data ListDocument48 pagesEngine Data ListPham Tuan AnhNo ratings yet
- Manual SEPAM Series 40Document254 pagesManual SEPAM Series 40Chun Chay Chen100% (1)
- 17.5 MM DIN Rail Mounting MAR1 Part Number 88826115: Functions Timing Output Nominal Rating Connections Supply VoltageDocument3 pages17.5 MM DIN Rail Mounting MAR1 Part Number 88826115: Functions Timing Output Nominal Rating Connections Supply VoltageRoga29No ratings yet
- Chave de Seguranca EuchnerDocument7 pagesChave de Seguranca EuchnerBrenda TainaraNo ratings yet
- 5600 107313-Fer 09Document4 pages5600 107313-Fer 09carlosdayanaNo ratings yet
- PEFA ReportDocument238 pagesPEFA ReportDaisy Anita SusiloNo ratings yet
- Host Interface Manual - U411 PDFDocument52 pagesHost Interface Manual - U411 PDFValentin Ghencea50% (2)
- Estimating The Environmental Loads On Anchoring SystemsDocument12 pagesEstimating The Environmental Loads On Anchoring SystemsAndreea DiaconuNo ratings yet
- Pre ASTM D2137-11 (2018)Document3 pagesPre ASTM D2137-11 (2018)RangaNo ratings yet
- CBLM - BPPDocument21 pagesCBLM - BPPJoanna Orteza100% (2)
- Astm D2940 D2940M 09Document1 pageAstm D2940 D2940M 09INDIRA DEL CARMEN BERMEJO FERN�NDEZNo ratings yet
- P7-Fault Recorder CourseDocument79 pagesP7-Fault Recorder Coursem khNo ratings yet
- Hoja de DatosDocument9 pagesHoja de DatosJhon AlfonsoNo ratings yet