Download as pdf or txt
You might also like
- RT Film ReviewDocument1 pageRT Film Reviewpriti kumariNo ratings yet
- Equivalents of Carbon Steel QualitiesDocument6 pagesEquivalents of Carbon Steel QualitiesMarcos Fuller AlbanoNo ratings yet
- Mil-P-24503 Ic4Document5 pagesMil-P-24503 Ic4Russell Simano100% (1)
- Boq UpvcDocument2 pagesBoq UpvcAmit Singh100% (2)
- Asme Viii - Div.1 (2019) Appendix 4 RTDocument1 pageAsme Viii - Div.1 (2019) Appendix 4 RTionexchangeqcNo ratings yet
- Understanding API 1104 - Technical ToolboxesDocument2 pagesUnderstanding API 1104 - Technical Toolboxesinspector62No ratings yet
- Asme Sections ListDocument1 pageAsme Sections ListShreekanthKannathNo ratings yet
- ASME AcceptanceDocument46 pagesASME AcceptanceSteelera EngineersNo ratings yet
- Mechanical Testing Requirement As Per ASME BPVC Section IXDocument6 pagesMechanical Testing Requirement As Per ASME BPVC Section IXHary adiNo ratings yet
- 2-Asme BPVC Section Ix-2013Document2 pages2-Asme BPVC Section Ix-2013Reda ElsawyNo ratings yet
- OCS Prel WPS 007Document2 pagesOCS Prel WPS 007vinothNo ratings yet
- Asme Criteria For Welding PreheatingDocument2 pagesAsme Criteria For Welding PreheatingsauloctNo ratings yet
- Flange Face Surface FinishDocument2 pagesFlange Face Surface FinishJoel Ashley D'SouzaNo ratings yet
- Public-: Rev. D E English 03 / 2014Document33 pagesPublic-: Rev. D E English 03 / 2014xaviereduardoNo ratings yet
- Uhde Project-Reference-2020Document92 pagesUhde Project-Reference-2020sumit6singh100% (1)
- Astm A 450Document10 pagesAstm A 450Telmo VianaNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad Pathan100% (1)
- 3LPE 1d44a0 PDFDocument33 pages3LPE 1d44a0 PDFHotnCrispy CrispyNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument7 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýNo ratings yet
- Sa 450/sa 450MDocument13 pagesSa 450/sa 450MSaravana VelNo ratings yet
- Userguide For SSDocument26 pagesUserguide For SSehsan4uNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Ramadhan AdityaNo ratings yet
- 171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQDocument4 pages171 Gtaw&Smaw Zug Asme (Ade S 5g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- EGWDocument2 pagesEGWpratishgnairNo ratings yet
- Asme B31.3 2020Document4 pagesAsme B31.3 2020Tuugii OtgooNo ratings yet
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Document2 pagesQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonNo ratings yet
- Acceptance Criteria For Weld Defects - Welding & NDTDocument11 pagesAcceptance Criteria For Weld Defects - Welding & NDTKevin ThomasNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEDocument18 pagesAcceptance Criteria of Weld Defects As Per Different Codes - The Engineers Edge Institute of NDT CBEEngineersEDGE CoimbatoreNo ratings yet
- P No QaDocument11 pagesP No QadhasdjNo ratings yet
- Welding Bevel Design 3.1 Bevels For Other Than GTAW Root PassDocument2 pagesWelding Bevel Design 3.1 Bevels For Other Than GTAW Root PassaezeadNo ratings yet
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw SawDocument1 pageWPS Format For Asme Ix - Wps - Gtaw SawThe Welding Inspections CommunityNo ratings yet
- Welding Procedure Specification: Material / Joints QualifiedDocument2 pagesWelding Procedure Specification: Material / Joints Qualifiedmurshid badshahNo ratings yet
- SB410 (JIS) - Worldwide Equivalent Grades 11Document1 pageSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Koc MP 018Document17 pagesKoc MP 018Subhajit BhattacharyaNo ratings yet
- Specification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsDocument19 pagesSpecification For Nickel and Nickel-Alloy Bare Welding Electrodes and RodsT arekiNo ratings yet
- WPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Document4 pagesWPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Amir Surya Hidayah100% (1)
- Is 7310 RequirementsDocument4 pagesIs 7310 RequirementsRavichandran Tirupattur SubramaniamNo ratings yet
- 1 5 1Document5 pages1 5 1daemsalNo ratings yet
- Aws B1.11Document40 pagesAws B1.11Bilel RebaiNo ratings yet
- Catalog Fabricante TechnipDocument9 pagesCatalog Fabricante Technipjimy GutiérrezNo ratings yet
- 188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQDocument1 page188-Gmaw-Zug-Asme (Rivaldy Hendrawan-3g) - WPQMuhammad Fitransyah Syamsuar Putra100% (1)
- Astm A 516 Gr.60n Plate SpecificationDocument3 pagesAstm A 516 Gr.60n Plate Specificationharishbabuek100% (1)
- Aws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFDocument1 pageAws Form E-9 Stud Welding Procedure Specification (WPS) or Procedure Qualification Record (PQR) or Welder Qualification Record (WQR) 000 PDFrajNo ratings yet
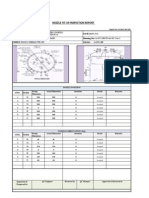
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Narrow Gap Welding: By: Engy Ibrahim Khalil. Wesam Muhammed Sadek. Asmaa Muhammed Rabie. Omnia Ismail Abd-ElgawadDocument29 pagesNarrow Gap Welding: By: Engy Ibrahim Khalil. Wesam Muhammed Sadek. Asmaa Muhammed Rabie. Omnia Ismail Abd-ElgawadAhmed El MorsyNo ratings yet
- Nickel Alloy Based Filler MetalDocument1 pageNickel Alloy Based Filler MetaljoehodohNo ratings yet
- RT Standards NotesDocument4 pagesRT Standards NotesprabhuNo ratings yet
- MTC Er70s 2Document1 pageMTC Er70s 2Mirza BaigNo ratings yet
- Thickness Tolerance of API 5L ASTM A53 EN10219 StandardDocument2 pagesThickness Tolerance of API 5L ASTM A53 EN10219 StandardhungNo ratings yet
- CWB 178.1 CertificationDocument2 pagesCWB 178.1 Certificationmtor_scribdNo ratings yet
- Asme BPVC IxDocument7 pagesAsme BPVC IxNVTVNNo ratings yet
- Section 2Document31 pagesSection 2Mohd Farid OsmanNo ratings yet
- CV Hotrungtinh QC-NDT PDFDocument6 pagesCV Hotrungtinh QC-NDT PDFTrung Tinh HoNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- Overview Fusion Welding StandardsDocument1 pageOverview Fusion Welding StandardspedroNo ratings yet
- Compare S235JR, E250BRDocument6 pagesCompare S235JR, E250BRGANESHNo ratings yet
- Chem-Wps - PQR - WPQ-004 CS-SS 08-08 GtawDocument5 pagesChem-Wps - PQR - WPQ-004 CS-SS 08-08 Gtawvijay padaleNo ratings yet
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- DV 5Document20 pagesDV 5lailatul kodriNo ratings yet
- Daily Fit Up Work Order & Report: WO No.: Line No.: Foreman: FitterDocument1 pageDaily Fit Up Work Order & Report: WO No.: Line No.: Foreman: Fitterlailatul kodriNo ratings yet
- List PompaDocument1 pageList Pompalailatul kodriNo ratings yet
- Standard Response Upright Sprinkler VK598 (K25.2) : Technical DataDocument12 pagesStandard Response Upright Sprinkler VK598 (K25.2) : Technical Datalailatul kodriNo ratings yet
- Daily Fit Up Work Order & Report: WO No.: Date: Status Line No.: Remarks: Area Foreman: FitterDocument1 pageDaily Fit Up Work Order & Report: WO No.: Date: Status Line No.: Remarks: Area Foreman: Fitterlailatul kodriNo ratings yet
- List MatDocument1 pageList Matlailatul kodriNo ratings yet
- Daily Fit Up Work Order & Report: WO No.: Line No.: Foreman: FitterDocument1 pageDaily Fit Up Work Order & Report: WO No.: Line No.: Foreman: Fitterlailatul kodriNo ratings yet
- Spec Boomlift s-125Document2 pagesSpec Boomlift s-125lailatul kodriNo ratings yet
- Lifting PlanDocument1 pageLifting Planlailatul kodriNo ratings yet
- Lifting Plan Single Rafter Grid F-L1Document5 pagesLifting Plan Single Rafter Grid F-L1lailatul kodriNo ratings yet
- 68-De HM MRDocument6 pages68-De HM MRlailatul kodriNo ratings yet
- PT - Aditya Tangguh Perkasa: Flare Stack Inspection & Test Plan (Itp)Document3 pagesPT - Aditya Tangguh Perkasa: Flare Stack Inspection & Test Plan (Itp)lailatul kodriNo ratings yet
- Welding Procedure Specification: Wps 1'0. Oo-Wf'S-Kct-A.Sii.E.-1:01Document15 pagesWelding Procedure Specification: Wps 1'0. Oo-Wf'S-Kct-A.Sii.E.-1:01lailatul kodriNo ratings yet
- Astm A 941 PDFDocument7 pagesAstm A 941 PDFDouglas Rodrigues0% (1)
- Paper 3Document10 pagesPaper 3Umaibalan100% (2)
- Quality Control ReportDocument1 pageQuality Control ReportRahul TRNo ratings yet
- Cswip 3 1 Wis5 Handout 2009 PDFDocument196 pagesCswip 3 1 Wis5 Handout 2009 PDFravi00098No ratings yet
- Roomlogs 1122Document234 pagesRoomlogs 1122Rhona TaanNo ratings yet
- Welder and Procedure QualificationDocument25 pagesWelder and Procedure QualificationRamón G. Pacheco100% (3)
- 300+ TOP Construction Engineering Interview Questions and Answers 2021Document5 pages300+ TOP Construction Engineering Interview Questions and Answers 2021Irfan AwanNo ratings yet
- F11 - Tools (SMAW) NC IIDocument1 pageF11 - Tools (SMAW) NC IIFemee JisonNo ratings yet
- Pulp and Paper DictionaryDocument93 pagesPulp and Paper DictionaryHoang PhongNo ratings yet
- 0302 Brass Fittings CatalogueDocument59 pages0302 Brass Fittings CatalogueCHALERMKIAT JIRARUNGSATEAN0% (1)
- 4-Shaper, Planer & SlotterDocument43 pages4-Shaper, Planer & SlotterkaushiksoniNo ratings yet
- Primary Sedimentation TankDocument7 pagesPrimary Sedimentation TankKareen AmlosNo ratings yet
- AISI 4130 Alloy SteelDocument2 pagesAISI 4130 Alloy SteelSantosh IngaleNo ratings yet
- Technical Query Sheet Format - ColumnDocument8 pagesTechnical Query Sheet Format - ColumnChetan PatelNo ratings yet
- Practical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)Document64 pagesPractical Guidelines For The Fabrication of Duplex Stainless Steels (2nd Edition)sanketNo ratings yet
- WPS For A333 ADocument1 pageWPS For A333 ARamzi BEN AHMED100% (1)
- Cidpex 2023Document8 pagesCidpex 2023chienk55husNo ratings yet
- 0STXOS-BOX BB xPIN SRGDocument1 page0STXOS-BOX BB xPIN SRGDinesh YkatilNo ratings yet
- Overall Recovery Efficiency - Pulp and Paper - Project ReportDocument109 pagesOverall Recovery Efficiency - Pulp and Paper - Project ReportLavanya Kumar Jain100% (4)
- WALL-ACCENT-RENDER-wall Accent 1.5 X 2 X 12 PDFDocument1 pageWALL-ACCENT-RENDER-wall Accent 1.5 X 2 X 12 PDFVaoughn Benedict Yolores BalderosaNo ratings yet
- Fulkrum Rates - Quality Third PartyDocument1 pageFulkrum Rates - Quality Third PartyJamesNo ratings yet
- Asme Boiler and Pressure Vessel Codes: SectionsDocument68 pagesAsme Boiler and Pressure Vessel Codes: Sectionsajay thomasNo ratings yet
- Types of Forging OperationsDocument6 pagesTypes of Forging OperationsAshutosh SinghNo ratings yet
- Steel-BS4360 43A PDFDocument1 pageSteel-BS4360 43A PDFscmNo ratings yet
- Barton Firtop Datasheet Pack Rev 4Document82 pagesBarton Firtop Datasheet Pack Rev 4Sajir ThiyamNo ratings yet
- Value Stream Mapping of APS Paper CompanyDocument4 pagesValue Stream Mapping of APS Paper CompanyAditya ChourasiaNo ratings yet
- LMT Belin 2015+ CATDocument68 pagesLMT Belin 2015+ CATShi SamNo ratings yet
- CHAMSADocument51 pagesCHAMSAGerson RamirezNo ratings yet
- Report FFFDocument2 pagesReport FFFamevaluacionesNo ratings yet