
General Project 34-Cutting A Tiny Watch Escape Wheel/Jerry Kieffer
General Project 34-Cutting A Tiny Watch Escape Wheel/Jerry Kieffer
You might also like
- User Manual: Couple Tank ExperimentDocument22 pagesUser Manual: Couple Tank ExperimentRUBEN DARIO TAMAYO BALLIVIANNo ratings yet
- Making Pinwheel Gears: Different Methods For Successful Gearing: Part 1Document5 pagesMaking Pinwheel Gears: Different Methods For Successful Gearing: Part 1phongtranlp90No ratings yet
- Prepared By:-Sumesh Vijayan 08626 GDocument22 pagesPrepared By:-Sumesh Vijayan 08626 GSumesh Vijayan0% (1)
- Geneva Paper Cutter ProjectDocument13 pagesGeneva Paper Cutter ProjectBRANDON100% (1)
- A Grinding SystemDocument29 pagesA Grinding Systemhal_nasik_planning5657100% (2)
- H0212 CMM 002 PDFDocument125 pagesH0212 CMM 002 PDFtayyab.aslamNo ratings yet
- EE108 Final Exam Set D Ans KeyDocument8 pagesEE108 Final Exam Set D Ans KeyJaniel MalitNo ratings yet
- 8F/-Electrical Installation: Block - D Superstructure 08Document46 pages8F/-Electrical Installation: Block - D Superstructure 08Sajeewa Lakmal90% (10)
- SharpeningDocument6 pagesSharpeningMatt OrtizNo ratings yet
- Nisula Hakkuupäät ENG 17Document24 pagesNisula Hakkuupäät ENG 17Du McdNo ratings yet
- DCP264 Design and Fabrication of Abrasive Belt Grinding Attachment For LatheDocument4 pagesDCP264 Design and Fabrication of Abrasive Belt Grinding Attachment For LatheANAND KRISHNANNo ratings yet
- Gear Cutting MachinesDocument12 pagesGear Cutting MachinesMail ManNo ratings yet
- TIP 27 - Cutting Bevel Gears On A Sherline CNC/David LehrianDocument8 pagesTIP 27 - Cutting Bevel Gears On A Sherline CNC/David Lehriantapas ranjan jenaNo ratings yet
- Heavy Duty CNC Cylinder Head MachineDocument7 pagesHeavy Duty CNC Cylinder Head MachineMah DINo ratings yet
- Grinding Attachment For Lathe: SynopsisDocument4 pagesGrinding Attachment For Lathe: SynopsisVinothRajagopalNo ratings yet
- Krishna Engineering College Department of Mechanical EngineeringDocument4 pagesKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiNo ratings yet
- Router Bit Guide and CabinetDocument11 pagesRouter Bit Guide and CabinetBrian Yannetti100% (1)
- Gearboxes Design Guide PDFDocument26 pagesGearboxes Design Guide PDFDracoRodriguezNo ratings yet
- Gearboxes: Motion Design GuideDocument26 pagesGearboxes: Motion Design GuideMohana Rao VabbilireddiNo ratings yet
- A Study On Types of Lathe Machine and Operations: ReviewDocument6 pagesA Study On Types of Lathe Machine and Operations: ReviewJames UgbesNo ratings yet
- Jigs and Fixtures: Guides Not GuidesDocument2 pagesJigs and Fixtures: Guides Not GuidesShichibukai WarlordNo ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- Grinding: Universiti Malaysia PahangDocument17 pagesGrinding: Universiti Malaysia PahangTHEOPHILUS ATO FLETCHERNo ratings yet
- 10 Best Table Saw AccessoriesDocument6 pages10 Best Table Saw AccessoriesAntônio Castro100% (2)
- John Heisz's Homemade Table Saw: 1 Descargar Manual en PDF - GratisDocument4 pagesJohn Heisz's Homemade Table Saw: 1 Descargar Manual en PDF - GratisPayasoTecnoNo ratings yet
- Jigs and FixturesDocument97 pagesJigs and FixturesKaran GangwarNo ratings yet
- Super Finishing of Gear Tooth Profile Using Profile GrindingDocument8 pagesSuper Finishing of Gear Tooth Profile Using Profile GrindingTJPRC PublicationsNo ratings yet
- Chatter MMS HSM Oct05 17050hires - tcm1023 4241Document7 pagesChatter MMS HSM Oct05 17050hires - tcm1023 4241OleksQNo ratings yet
- Machine Shop Theroy and PracticeDocument5 pagesMachine Shop Theroy and Practicefortress139No ratings yet
- Jigs and Fixture Sem III FinalDocument127 pagesJigs and Fixture Sem III Finalnikhil sidNo ratings yet
- Slitting ArticulosDocument15 pagesSlitting ArticulosMarceloNo ratings yet
- Boring Head: For P/N 3049, Metric VersionDocument2 pagesBoring Head: For P/N 3049, Metric VersionMd. Alam HasnatNo ratings yet
- Final 1 PDFDocument16 pagesFinal 1 PDFNavin KishorNo ratings yet
- Gears and Gear TrainsDocument127 pagesGears and Gear TrainsVikki KotaNo ratings yet
- The Chuck Stops Here: Machinist's CornerDocument3 pagesThe Chuck Stops Here: Machinist's Cornerjotajo2009No ratings yet
- Gear LatheDocument8 pagesGear LatheganeshNo ratings yet
- Combi Low EngDocument4 pagesCombi Low EngmuhammadnainNo ratings yet
- 360 FLEXIBLE DRILLING AbstractDocument10 pages360 FLEXIBLE DRILLING AbstractbooomNo ratings yet
- Frame Miter JointsDocument4 pagesFrame Miter JointsarthuraggioNo ratings yet
- Turning Methods & Machines: Upcoming Chapters Metal RemovalDocument8 pagesTurning Methods & Machines: Upcoming Chapters Metal RemovalburakNo ratings yet
- 8 Table Saw JigsDocument7 pages8 Table Saw JigsKoudy Novak100% (1)
- Term 2 Folio PrayagDocument12 pagesTerm 2 Folio PrayagPrayag SainiNo ratings yet
- Center Less Grinding Article 01-05-07 - MMSDocument4 pagesCenter Less Grinding Article 01-05-07 - MMStiendaicaNo ratings yet
- Centerless Grinding Basic ConceptsDocument4 pagesCenterless Grinding Basic ConceptsWNo ratings yet
- Manufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byDocument4 pagesManufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byIsaiahNo ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- Chamfering and Deburring - The Underrated ProcessDocument3 pagesChamfering and Deburring - The Underrated ProcessBhagesh LokhandeNo ratings yet
- Cam ViseDocument14 pagesCam Visesundar_subash25No ratings yet
- Great RollFormedPartEbookDocument15 pagesGreat RollFormedPartEbookPankajKumarSinghNo ratings yet
- He So Dich Chinh-Profile-ShiftDocument5 pagesHe So Dich Chinh-Profile-ShiftGrey MouseNo ratings yet
- Gear SetupDocument30 pagesGear SetupSirlore SirloreNo ratings yet
- Design and Fabrication of Cam Vice ReportDocument40 pagesDesign and Fabrication of Cam Vice ReportSendhilNathan67% (3)
- Jigs ElementsDocument14 pagesJigs ElementsNur Nabila HudaNo ratings yet
- Beautiful On The Inside: Higher Quality Internal GearsDocument4 pagesBeautiful On The Inside: Higher Quality Internal GearsAnonymous kHYFVEONo ratings yet
- Design and Modification of Bench Vice by Increasing The Degrees of FreedomDocument4 pagesDesign and Modification of Bench Vice by Increasing The Degrees of FreedomGRD JournalsNo ratings yet
- Improvements To An X2 Mill: Neil Wyatt Upgrades His Milling MachineDocument7 pagesImprovements To An X2 Mill: Neil Wyatt Upgrades His Milling MachineYoel PatiñoNo ratings yet
- 360 Degree Final ReportDocument22 pages360 Degree Final ReportVishalNo ratings yet
- BearingDocument423 pagesBearingaubd100% (2)
- Hand. So: Then Have A Glance On ThisDocument7 pagesHand. So: Then Have A Glance On ThisFauzy AL RahmanNo ratings yet
- 360 Degree Flexible Drilling MachineDocument24 pages360 Degree Flexible Drilling MachineDHINESH IT67% (3)
- Bedford Fabrication - Installation LR v07312018Document16 pagesBedford Fabrication - Installation LR v07312018gillang1No ratings yet
- Document 2 TDe9 12082018Document8 pagesDocument 2 TDe9 12082018RoshanNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- CWWPCDocument1 pageCWWPCJarek PlaszczycaNo ratings yet
- Fabrication and Application of StainlessDocument6 pagesFabrication and Application of StainlessJarek PlaszczycaNo ratings yet
- D2 NitridingDocument7 pagesD2 NitridingJarek PlaszczycaNo ratings yet
- Effect of MgCl2 Solution Impregnation Process On Properties of Alumina-Spinel CastablesDocument4 pagesEffect of MgCl2 Solution Impregnation Process On Properties of Alumina-Spinel CastablesJarek PlaszczycaNo ratings yet
- 15.research On The Optium Temperature Regime For Vacuum Oxynitrocarburizing of Aisi D2 SteelDocument4 pages15.research On The Optium Temperature Regime For Vacuum Oxynitrocarburizing of Aisi D2 SteelJarek PlaszczycaNo ratings yet
- Ment Of: by Faydor L. LitvinDocument120 pagesMent Of: by Faydor L. LitvinJarek PlaszczycaNo ratings yet
- Vladimir Mardirosevici 20130917142738Document108 pagesVladimir Mardirosevici 20130917142738Jarek PlaszczycaNo ratings yet
- Implementation of The Contensou-Erismann Model ofDocument12 pagesImplementation of The Contensou-Erismann Model ofJarek PlaszczycaNo ratings yet
- Influence of Air Compressibility On TheDocument3 pagesInfluence of Air Compressibility On TheJarek PlaszczycaNo ratings yet
- Assessment of Forchheimers Equation To PDocument4 pagesAssessment of Forchheimers Equation To PJarek PlaszczycaNo ratings yet
- Towards A Prototype of A Spherical Tippe Top: Journal of Applied Mathematics February 2012Document36 pagesTowards A Prototype of A Spherical Tippe Top: Journal of Applied Mathematics February 2012Jarek PlaszczycaNo ratings yet
- Motion of The Tippe Top Gyroscopic Balance Condition and StabilityDocument52 pagesMotion of The Tippe Top Gyroscopic Balance Condition and StabilityJarek PlaszczycaNo ratings yet
- Assembly of Shells With Bi-Stable Mechanism: September 2018Document19 pagesAssembly of Shells With Bi-Stable Mechanism: September 2018Jarek PlaszczycaNo ratings yet
- IIEF (Internet Inspection Entry Form) ManualDocument3 pagesIIEF (Internet Inspection Entry Form) ManualJarek PlaszczycaNo ratings yet
- Spherical Tippe Tops: The Physics Teacher March 2013Document6 pagesSpherical Tippe Tops: The Physics Teacher March 2013Jarek PlaszczycaNo ratings yet
- The Impact of Sugar On Setting - Time of Ordinary Portland Cement (OPC) Paste and Compressive Strength of ConcreteDocument8 pagesThe Impact of Sugar On Setting - Time of Ordinary Portland Cement (OPC) Paste and Compressive Strength of ConcreteJarek PlaszczycaNo ratings yet
- Complex Surface Approximation With Developable StripsDocument14 pagesComplex Surface Approximation With Developable StripsJarek PlaszczycaNo ratings yet
- Effect of Sugar On Setting-Time and Compressive Strength of ConcreteDocument4 pagesEffect of Sugar On Setting-Time and Compressive Strength of ConcreteJarek PlaszczycaNo ratings yet
- Grinding of Tool SteelDocument20 pagesGrinding of Tool SteelJarek PlaszczycaNo ratings yet
- Expansion Behavior of CementDocument9 pagesExpansion Behavior of CementJarek PlaszczycaNo ratings yet
- Hydration of CAC Cement in A Castable Refractory MatrixDocument8 pagesHydration of CAC Cement in A Castable Refractory MatrixJarek PlaszczycaNo ratings yet
- Refractory Castable DewateringDocument6 pagesRefractory Castable DewateringJarek PlaszczycaNo ratings yet
- Hullheaver Loading Device User ManualDocument8 pagesHullheaver Loading Device User ManualJarek PlaszczycaNo ratings yet
- RC612 EngDocument406 pagesRC612 EngJarek PlaszczycaNo ratings yet
- Rikt71 Produkt e A4 Web Final PDFDocument6 pagesRikt71 Produkt e A4 Web Final PDFJaswindersingh BhatiaNo ratings yet
- Uei DL39 Instruction ManualDocument7 pagesUei DL39 Instruction ManualBlue AlienNo ratings yet
- SAMSUNG bw2302 SeriesDocument24 pagesSAMSUNG bw2302 SeriesMarceloNo ratings yet
- LS LV S100 0 4 22kW Manual PDFDocument393 pagesLS LV S100 0 4 22kW Manual PDFMr.K chNo ratings yet
- J030 J032 Eu Aa V1.00Document41 pagesJ030 J032 Eu Aa V1.00gkalman_2No ratings yet
- PTU300 Order Form GlobalDocument4 pagesPTU300 Order Form GlobalmadaNo ratings yet
- RME PRE BOARD EXAMINATION.02 - With AnswerDocument16 pagesRME PRE BOARD EXAMINATION.02 - With AnswerJovenal BarjaNo ratings yet
- BC9306P Catalog One Page en 092552Document4 pagesBC9306P Catalog One Page en 092552Ratu intan MiningNo ratings yet
- CAPSTONEDocument21 pagesCAPSTONEkenneth sethNo ratings yet
- As Built Plan: General NotesDocument1 pageAs Built Plan: General NotesBryll Jude Calaor MartinezNo ratings yet
- Prepare and Interpret Techinical Drawing: Semiconductor DiodesDocument32 pagesPrepare and Interpret Techinical Drawing: Semiconductor DiodesBerlin AlcaydeNo ratings yet
- Maquinas de Aire Acondicionado PDFDocument11 pagesMaquinas de Aire Acondicionado PDFNelson VargasNo ratings yet
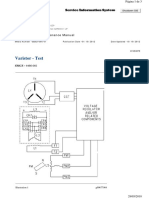
- Varistor - Test (GZP)Document3 pagesVaristor - Test (GZP)Hugo CiprianiNo ratings yet
- Isuzu MU-X Specification SheetDocument6 pagesIsuzu MU-X Specification SheetbongooukehNo ratings yet
- TL Sf1005d&Tl Sf1008d DatasheetDocument4 pagesTL Sf1005d&Tl Sf1008d DatasheetMarko PoloNo ratings yet
- Model Ysec07Fs-Adg V/PH/HZ 220V/1Ph/60Hz: Exploded View and Spare Part ListDocument10 pagesModel Ysec07Fs-Adg V/PH/HZ 220V/1Ph/60Hz: Exploded View and Spare Part ListJose Enrique Sanchez ThompsonNo ratings yet
- 8 Player Quiz Buzzer Circuit Using 8051 MicrocontrollerDocument10 pages8 Player Quiz Buzzer Circuit Using 8051 Microcontrollerrichard anishNo ratings yet
- Programming Timers in C Accessing Timer Registers: Example 9-20Document9 pagesProgramming Timers in C Accessing Timer Registers: Example 9-20vvsulakhe6337No ratings yet
- Kertas Kerja CC-3 JTM 03 & 04-11-2021Document29 pagesKertas Kerja CC-3 JTM 03 & 04-11-2021Hotman JuniorNo ratings yet
- APP008 - Hitachi Screw Point List and Startup SequenceDocument6 pagesAPP008 - Hitachi Screw Point List and Startup Sequencemarcyel Oliveira WoliveiraNo ratings yet
- Property of American Airlines: MaintenanceDocument44 pagesProperty of American Airlines: MaintenanceVFinNo ratings yet
- DE2-115 Computer NiosIIDocument63 pagesDE2-115 Computer NiosIITran Quang Thai B1708908No ratings yet
- Alternator PresentationDocument32 pagesAlternator PresentationKatu2010100% (3)
- Application Note: The Protection of USB 2.0 ApplicationsDocument11 pagesApplication Note: The Protection of USB 2.0 ApplicationsamitNo ratings yet
- 2015 Nissan 370Z 3.7L Eng VIN A BaseDocument69 pages2015 Nissan 370Z 3.7L Eng VIN A BaseData TécnicaNo ratings yet
- PM Gearless Traction Machine Users ManualDocument35 pagesPM Gearless Traction Machine Users ManualYing DangNo ratings yet















































































































Download as pdf or txt
You might also like
- User Manual: Couple Tank ExperimentDocument22 pagesUser Manual: Couple Tank ExperimentRUBEN DARIO TAMAYO BALLIVIANNo ratings yet
- Making Pinwheel Gears: Different Methods For Successful Gearing: Part 1Document5 pagesMaking Pinwheel Gears: Different Methods For Successful Gearing: Part 1phongtranlp90No ratings yet
- Prepared By:-Sumesh Vijayan 08626 GDocument22 pagesPrepared By:-Sumesh Vijayan 08626 GSumesh Vijayan0% (1)
- Geneva Paper Cutter ProjectDocument13 pagesGeneva Paper Cutter ProjectBRANDON100% (1)
- A Grinding SystemDocument29 pagesA Grinding Systemhal_nasik_planning5657100% (2)
- H0212 CMM 002 PDFDocument125 pagesH0212 CMM 002 PDFtayyab.aslamNo ratings yet
- EE108 Final Exam Set D Ans KeyDocument8 pagesEE108 Final Exam Set D Ans KeyJaniel MalitNo ratings yet
- 8F/-Electrical Installation: Block - D Superstructure 08Document46 pages8F/-Electrical Installation: Block - D Superstructure 08Sajeewa Lakmal90% (10)
- SharpeningDocument6 pagesSharpeningMatt OrtizNo ratings yet
- Nisula Hakkuupäät ENG 17Document24 pagesNisula Hakkuupäät ENG 17Du McdNo ratings yet
- DCP264 Design and Fabrication of Abrasive Belt Grinding Attachment For LatheDocument4 pagesDCP264 Design and Fabrication of Abrasive Belt Grinding Attachment For LatheANAND KRISHNANNo ratings yet
- Gear Cutting MachinesDocument12 pagesGear Cutting MachinesMail ManNo ratings yet
- TIP 27 - Cutting Bevel Gears On A Sherline CNC/David LehrianDocument8 pagesTIP 27 - Cutting Bevel Gears On A Sherline CNC/David Lehriantapas ranjan jenaNo ratings yet
- Heavy Duty CNC Cylinder Head MachineDocument7 pagesHeavy Duty CNC Cylinder Head MachineMah DINo ratings yet
- Grinding Attachment For Lathe: SynopsisDocument4 pagesGrinding Attachment For Lathe: SynopsisVinothRajagopalNo ratings yet
- Krishna Engineering College Department of Mechanical EngineeringDocument4 pagesKrishna Engineering College Department of Mechanical EngineeringVivek BajpaiNo ratings yet
- Router Bit Guide and CabinetDocument11 pagesRouter Bit Guide and CabinetBrian Yannetti100% (1)
- Gearboxes Design Guide PDFDocument26 pagesGearboxes Design Guide PDFDracoRodriguezNo ratings yet
- Gearboxes: Motion Design GuideDocument26 pagesGearboxes: Motion Design GuideMohana Rao VabbilireddiNo ratings yet
- A Study On Types of Lathe Machine and Operations: ReviewDocument6 pagesA Study On Types of Lathe Machine and Operations: ReviewJames UgbesNo ratings yet
- Jigs and Fixtures: Guides Not GuidesDocument2 pagesJigs and Fixtures: Guides Not GuidesShichibukai WarlordNo ratings yet
- Quiz1 ReviewerDocument17 pagesQuiz1 ReviewerJag MasterNo ratings yet
- Grinding: Universiti Malaysia PahangDocument17 pagesGrinding: Universiti Malaysia PahangTHEOPHILUS ATO FLETCHERNo ratings yet
- 10 Best Table Saw AccessoriesDocument6 pages10 Best Table Saw AccessoriesAntônio Castro100% (2)
- John Heisz's Homemade Table Saw: 1 Descargar Manual en PDF - GratisDocument4 pagesJohn Heisz's Homemade Table Saw: 1 Descargar Manual en PDF - GratisPayasoTecnoNo ratings yet
- Jigs and FixturesDocument97 pagesJigs and FixturesKaran GangwarNo ratings yet
- Super Finishing of Gear Tooth Profile Using Profile GrindingDocument8 pagesSuper Finishing of Gear Tooth Profile Using Profile GrindingTJPRC PublicationsNo ratings yet
- Chatter MMS HSM Oct05 17050hires - tcm1023 4241Document7 pagesChatter MMS HSM Oct05 17050hires - tcm1023 4241OleksQNo ratings yet
- Machine Shop Theroy and PracticeDocument5 pagesMachine Shop Theroy and Practicefortress139No ratings yet
- Jigs and Fixture Sem III FinalDocument127 pagesJigs and Fixture Sem III Finalnikhil sidNo ratings yet
- Slitting ArticulosDocument15 pagesSlitting ArticulosMarceloNo ratings yet
- Boring Head: For P/N 3049, Metric VersionDocument2 pagesBoring Head: For P/N 3049, Metric VersionMd. Alam HasnatNo ratings yet
- Final 1 PDFDocument16 pagesFinal 1 PDFNavin KishorNo ratings yet
- Gears and Gear TrainsDocument127 pagesGears and Gear TrainsVikki KotaNo ratings yet
- The Chuck Stops Here: Machinist's CornerDocument3 pagesThe Chuck Stops Here: Machinist's Cornerjotajo2009No ratings yet
- Gear LatheDocument8 pagesGear LatheganeshNo ratings yet
- Combi Low EngDocument4 pagesCombi Low EngmuhammadnainNo ratings yet
- 360 FLEXIBLE DRILLING AbstractDocument10 pages360 FLEXIBLE DRILLING AbstractbooomNo ratings yet
- Frame Miter JointsDocument4 pagesFrame Miter JointsarthuraggioNo ratings yet
- Turning Methods & Machines: Upcoming Chapters Metal RemovalDocument8 pagesTurning Methods & Machines: Upcoming Chapters Metal RemovalburakNo ratings yet
- 8 Table Saw JigsDocument7 pages8 Table Saw JigsKoudy Novak100% (1)
- Term 2 Folio PrayagDocument12 pagesTerm 2 Folio PrayagPrayag SainiNo ratings yet
- Center Less Grinding Article 01-05-07 - MMSDocument4 pagesCenter Less Grinding Article 01-05-07 - MMStiendaicaNo ratings yet
- Centerless Grinding Basic ConceptsDocument4 pagesCenterless Grinding Basic ConceptsWNo ratings yet
- Manufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byDocument4 pagesManufacturing Secondary Machining Processes DRILLING: This Process Uses A Drill Bit To Cut Into Material As This Works Its Way Into The Material byIsaiahNo ratings yet
- A Rotary Sine Bar For The LatheDocument2 pagesA Rotary Sine Bar For The LatheTheodor EikeNo ratings yet
- Chamfering and Deburring - The Underrated ProcessDocument3 pagesChamfering and Deburring - The Underrated ProcessBhagesh LokhandeNo ratings yet
- Cam ViseDocument14 pagesCam Visesundar_subash25No ratings yet
- Great RollFormedPartEbookDocument15 pagesGreat RollFormedPartEbookPankajKumarSinghNo ratings yet
- He So Dich Chinh-Profile-ShiftDocument5 pagesHe So Dich Chinh-Profile-ShiftGrey MouseNo ratings yet
- Gear SetupDocument30 pagesGear SetupSirlore SirloreNo ratings yet
- Design and Fabrication of Cam Vice ReportDocument40 pagesDesign and Fabrication of Cam Vice ReportSendhilNathan67% (3)
- Jigs ElementsDocument14 pagesJigs ElementsNur Nabila HudaNo ratings yet
- Beautiful On The Inside: Higher Quality Internal GearsDocument4 pagesBeautiful On The Inside: Higher Quality Internal GearsAnonymous kHYFVEONo ratings yet
- Design and Modification of Bench Vice by Increasing The Degrees of FreedomDocument4 pagesDesign and Modification of Bench Vice by Increasing The Degrees of FreedomGRD JournalsNo ratings yet
- Improvements To An X2 Mill: Neil Wyatt Upgrades His Milling MachineDocument7 pagesImprovements To An X2 Mill: Neil Wyatt Upgrades His Milling MachineYoel PatiñoNo ratings yet
- 360 Degree Final ReportDocument22 pages360 Degree Final ReportVishalNo ratings yet
- BearingDocument423 pagesBearingaubd100% (2)
- Hand. So: Then Have A Glance On ThisDocument7 pagesHand. So: Then Have A Glance On ThisFauzy AL RahmanNo ratings yet
- 360 Degree Flexible Drilling MachineDocument24 pages360 Degree Flexible Drilling MachineDHINESH IT67% (3)
- Bedford Fabrication - Installation LR v07312018Document16 pagesBedford Fabrication - Installation LR v07312018gillang1No ratings yet
- Document 2 TDe9 12082018Document8 pagesDocument 2 TDe9 12082018RoshanNo ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- CWWPCDocument1 pageCWWPCJarek PlaszczycaNo ratings yet
- Fabrication and Application of StainlessDocument6 pagesFabrication and Application of StainlessJarek PlaszczycaNo ratings yet
- D2 NitridingDocument7 pagesD2 NitridingJarek PlaszczycaNo ratings yet
- Effect of MgCl2 Solution Impregnation Process On Properties of Alumina-Spinel CastablesDocument4 pagesEffect of MgCl2 Solution Impregnation Process On Properties of Alumina-Spinel CastablesJarek PlaszczycaNo ratings yet
- 15.research On The Optium Temperature Regime For Vacuum Oxynitrocarburizing of Aisi D2 SteelDocument4 pages15.research On The Optium Temperature Regime For Vacuum Oxynitrocarburizing of Aisi D2 SteelJarek PlaszczycaNo ratings yet
- Ment Of: by Faydor L. LitvinDocument120 pagesMent Of: by Faydor L. LitvinJarek PlaszczycaNo ratings yet
- Vladimir Mardirosevici 20130917142738Document108 pagesVladimir Mardirosevici 20130917142738Jarek PlaszczycaNo ratings yet
- Implementation of The Contensou-Erismann Model ofDocument12 pagesImplementation of The Contensou-Erismann Model ofJarek PlaszczycaNo ratings yet
- Influence of Air Compressibility On TheDocument3 pagesInfluence of Air Compressibility On TheJarek PlaszczycaNo ratings yet
- Assessment of Forchheimers Equation To PDocument4 pagesAssessment of Forchheimers Equation To PJarek PlaszczycaNo ratings yet
- Towards A Prototype of A Spherical Tippe Top: Journal of Applied Mathematics February 2012Document36 pagesTowards A Prototype of A Spherical Tippe Top: Journal of Applied Mathematics February 2012Jarek PlaszczycaNo ratings yet
- Motion of The Tippe Top Gyroscopic Balance Condition and StabilityDocument52 pagesMotion of The Tippe Top Gyroscopic Balance Condition and StabilityJarek PlaszczycaNo ratings yet
- Assembly of Shells With Bi-Stable Mechanism: September 2018Document19 pagesAssembly of Shells With Bi-Stable Mechanism: September 2018Jarek PlaszczycaNo ratings yet
- IIEF (Internet Inspection Entry Form) ManualDocument3 pagesIIEF (Internet Inspection Entry Form) ManualJarek PlaszczycaNo ratings yet
- Spherical Tippe Tops: The Physics Teacher March 2013Document6 pagesSpherical Tippe Tops: The Physics Teacher March 2013Jarek PlaszczycaNo ratings yet
- The Impact of Sugar On Setting - Time of Ordinary Portland Cement (OPC) Paste and Compressive Strength of ConcreteDocument8 pagesThe Impact of Sugar On Setting - Time of Ordinary Portland Cement (OPC) Paste and Compressive Strength of ConcreteJarek PlaszczycaNo ratings yet
- Complex Surface Approximation With Developable StripsDocument14 pagesComplex Surface Approximation With Developable StripsJarek PlaszczycaNo ratings yet
- Effect of Sugar On Setting-Time and Compressive Strength of ConcreteDocument4 pagesEffect of Sugar On Setting-Time and Compressive Strength of ConcreteJarek PlaszczycaNo ratings yet
- Grinding of Tool SteelDocument20 pagesGrinding of Tool SteelJarek PlaszczycaNo ratings yet
- Expansion Behavior of CementDocument9 pagesExpansion Behavior of CementJarek PlaszczycaNo ratings yet
- Hydration of CAC Cement in A Castable Refractory MatrixDocument8 pagesHydration of CAC Cement in A Castable Refractory MatrixJarek PlaszczycaNo ratings yet
- Refractory Castable DewateringDocument6 pagesRefractory Castable DewateringJarek PlaszczycaNo ratings yet
- Hullheaver Loading Device User ManualDocument8 pagesHullheaver Loading Device User ManualJarek PlaszczycaNo ratings yet
- RC612 EngDocument406 pagesRC612 EngJarek PlaszczycaNo ratings yet
- Rikt71 Produkt e A4 Web Final PDFDocument6 pagesRikt71 Produkt e A4 Web Final PDFJaswindersingh BhatiaNo ratings yet
- Uei DL39 Instruction ManualDocument7 pagesUei DL39 Instruction ManualBlue AlienNo ratings yet
- SAMSUNG bw2302 SeriesDocument24 pagesSAMSUNG bw2302 SeriesMarceloNo ratings yet
- LS LV S100 0 4 22kW Manual PDFDocument393 pagesLS LV S100 0 4 22kW Manual PDFMr.K chNo ratings yet
- J030 J032 Eu Aa V1.00Document41 pagesJ030 J032 Eu Aa V1.00gkalman_2No ratings yet
- PTU300 Order Form GlobalDocument4 pagesPTU300 Order Form GlobalmadaNo ratings yet
- RME PRE BOARD EXAMINATION.02 - With AnswerDocument16 pagesRME PRE BOARD EXAMINATION.02 - With AnswerJovenal BarjaNo ratings yet
- BC9306P Catalog One Page en 092552Document4 pagesBC9306P Catalog One Page en 092552Ratu intan MiningNo ratings yet
- CAPSTONEDocument21 pagesCAPSTONEkenneth sethNo ratings yet
- As Built Plan: General NotesDocument1 pageAs Built Plan: General NotesBryll Jude Calaor MartinezNo ratings yet
- Prepare and Interpret Techinical Drawing: Semiconductor DiodesDocument32 pagesPrepare and Interpret Techinical Drawing: Semiconductor DiodesBerlin AlcaydeNo ratings yet
- Maquinas de Aire Acondicionado PDFDocument11 pagesMaquinas de Aire Acondicionado PDFNelson VargasNo ratings yet
- Varistor - Test (GZP)Document3 pagesVaristor - Test (GZP)Hugo CiprianiNo ratings yet
- Isuzu MU-X Specification SheetDocument6 pagesIsuzu MU-X Specification SheetbongooukehNo ratings yet
- TL Sf1005d&Tl Sf1008d DatasheetDocument4 pagesTL Sf1005d&Tl Sf1008d DatasheetMarko PoloNo ratings yet
- Model Ysec07Fs-Adg V/PH/HZ 220V/1Ph/60Hz: Exploded View and Spare Part ListDocument10 pagesModel Ysec07Fs-Adg V/PH/HZ 220V/1Ph/60Hz: Exploded View and Spare Part ListJose Enrique Sanchez ThompsonNo ratings yet
- 8 Player Quiz Buzzer Circuit Using 8051 MicrocontrollerDocument10 pages8 Player Quiz Buzzer Circuit Using 8051 Microcontrollerrichard anishNo ratings yet
- Programming Timers in C Accessing Timer Registers: Example 9-20Document9 pagesProgramming Timers in C Accessing Timer Registers: Example 9-20vvsulakhe6337No ratings yet
- Kertas Kerja CC-3 JTM 03 & 04-11-2021Document29 pagesKertas Kerja CC-3 JTM 03 & 04-11-2021Hotman JuniorNo ratings yet
- APP008 - Hitachi Screw Point List and Startup SequenceDocument6 pagesAPP008 - Hitachi Screw Point List and Startup Sequencemarcyel Oliveira WoliveiraNo ratings yet
- Property of American Airlines: MaintenanceDocument44 pagesProperty of American Airlines: MaintenanceVFinNo ratings yet
- DE2-115 Computer NiosIIDocument63 pagesDE2-115 Computer NiosIITran Quang Thai B1708908No ratings yet
- Alternator PresentationDocument32 pagesAlternator PresentationKatu2010100% (3)
- Application Note: The Protection of USB 2.0 ApplicationsDocument11 pagesApplication Note: The Protection of USB 2.0 ApplicationsamitNo ratings yet
- 2015 Nissan 370Z 3.7L Eng VIN A BaseDocument69 pages2015 Nissan 370Z 3.7L Eng VIN A BaseData TécnicaNo ratings yet
- PM Gearless Traction Machine Users ManualDocument35 pagesPM Gearless Traction Machine Users ManualYing DangNo ratings yet