Download as pdf or txt
You might also like
- VMC Programing ManualDocument171 pagesVMC Programing Manualsujoylud100% (2)
- Microstructure-Property Relationships in High Chromium White Iron Alloys PDFDocument24 pagesMicrostructure-Property Relationships in High Chromium White Iron Alloys PDFLuis AcevedoNo ratings yet
- FALLSEM2023-24 MEE2008 ETH VL2023240101781 2023-10-09 Reference-Material-IDocument30 pagesFALLSEM2023-24 MEE2008 ETH VL2023240101781 2023-10-09 Reference-Material-ISaniyahNo ratings yet
- 8manufacturing ProcessDocument14 pages8manufacturing Processharsha vardhanNo ratings yet
- Type of Computer Numerical Control (CNC Milling)Document5 pagesType of Computer Numerical Control (CNC Milling)amerNo ratings yet
- Class 18Document51 pagesClass 18Rajesh ShahNo ratings yet
- Manufacturing Technology I - Material Removal Process 2Document164 pagesManufacturing Technology I - Material Removal Process 2Ayush KishoreNo ratings yet
- Lecture 6 IMPDocument3 pagesLecture 6 IMPLouie Jean LabradorNo ratings yet
- Machine Tools PDFDocument57 pagesMachine Tools PDFnikhil tiwariNo ratings yet
- Shaping and Planing Operations Are Not Production Effective They Are Used Mainly in Tool and Die WorkDocument57 pagesShaping and Planing Operations Are Not Production Effective They Are Used Mainly in Tool and Die WorkEnggar DywariNo ratings yet
- Introduction To Lathe MachineDocument37 pagesIntroduction To Lathe MachineMalik Ahmad HayatNo ratings yet
- Typesofmiilingmachine1 150515044337 Lva1 App6891Document26 pagesTypesofmiilingmachine1 150515044337 Lva1 App6891chevette motor opala chepalaNo ratings yet
- Machining 1Document31 pagesMachining 1Jayant SisodiaNo ratings yet
- MachiningDocument74 pagesMachiningTannieNo ratings yet
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsAjay Kumar AgarwalNo ratings yet
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsCarlNo ratings yet
- Subtractive Process SM3009Document64 pagesSubtractive Process SM3009Kritik JoshiNo ratings yet
- Ch4 SheetMetalDocument10 pagesCh4 SheetMetalmaurya21No ratings yet
- Catalogo PMI PDFDocument276 pagesCatalogo PMI PDFArt ManNo ratings yet
- Catálogo Guia Linear Pmi - en - GW - MD08Document279 pagesCatálogo Guia Linear Pmi - en - GW - MD08Adilson SantosNo ratings yet
- 4 CuttingDocument62 pages4 CuttingHirenNo ratings yet
- Machining Operations and Machine ToolsDocument36 pagesMachining Operations and Machine ToolsSaish Verenkar100% (1)
- MillingDocument111 pagesMillingSudeesh SudevanNo ratings yet
- Lec - 9 - Milling-Gear Cutting-CNCDocument38 pagesLec - 9 - Milling-Gear Cutting-CNCsaxadi4814No ratings yet
- 04-01 Fundamentals of MachiningDocument31 pages04-01 Fundamentals of MachiningengrumerranaNo ratings yet
- Chapter 21-Theory of Metal MachiningDocument50 pagesChapter 21-Theory of Metal MachiningFaizanNo ratings yet
- MachiningDocument12 pagesMachiningVishal DeshpandeNo ratings yet
- Milling and Turning OperationsDocument17 pagesMilling and Turning OperationsMuhammad ArifNo ratings yet
- Explain Following Operations On Lathe With Suitable SketchDocument8 pagesExplain Following Operations On Lathe With Suitable SketchrajathNo ratings yet
- Unit 5Document106 pagesUnit 5Sudharshan IyengarNo ratings yet
- Chapter 6 NursalbiahDocument109 pagesChapter 6 NursalbiahMohd Sayyid Mu'ammarNo ratings yet
- Introduction To Lathe MachineDocument37 pagesIntroduction To Lathe MachineMuhammad Bilal Awais100% (1)
- 02-Klasifikasi Mesin PerkakasDocument39 pages02-Klasifikasi Mesin PerkakasfebriNo ratings yet
- Fundamentals of Metal Cutting and Theory of MachiningDocument20 pagesFundamentals of Metal Cutting and Theory of MachiningSalman AhmedNo ratings yet
- 1 - Writeup On Science of Metal Cutting With Dynamometer-1Document29 pages1 - Writeup On Science of Metal Cutting With Dynamometer-1HARSH KUMAR MEENANo ratings yet
- MTM Lab PresentationDocument26 pagesMTM Lab PresentationMuhammad WaseemNo ratings yet
- Machining ProcessesDocument44 pagesMachining Processesregassa rajiNo ratings yet
- Metarial Removal Cutting and Surface Finish OperationsDocument86 pagesMetarial Removal Cutting and Surface Finish OperationsengrumerranaNo ratings yet
- UNIT 4 MillingDocument89 pagesUNIT 4 MillingHariharan MNo ratings yet
- L8 Metal CuttingDocument26 pagesL8 Metal Cuttingamitjain9530No ratings yet
- MillingDocument46 pagesMillingHumberto Angulo100% (1)
- Automation Chapter 6 PDFDocument240 pagesAutomation Chapter 6 PDFRaed Al Ma'aniNo ratings yet
- Chap. 1Document49 pagesChap. 1Fabinus BinusNo ratings yet
- 6 Dimension IngDocument63 pages6 Dimension Ingharsha vardhanNo ratings yet
- MillingDocument33 pagesMillingraidahNo ratings yet
- Ankit Kumar CNC/IPC/15 Summary ReportDocument54 pagesAnkit Kumar CNC/IPC/15 Summary Reportshivam modanwalNo ratings yet
- Machining MechAnalysis CHPT 1Document98 pagesMachining MechAnalysis CHPT 1Brahim MouchaneNo ratings yet
- Assesment bct554 DraftDocument14 pagesAssesment bct554 Draftsharifah atiqahNo ratings yet
- Assesment bct554 Draft PDFDocument14 pagesAssesment bct554 Draft PDFsharifah atiqahNo ratings yet
- Milling Process02Document83 pagesMilling Process02Ben AhmedNo ratings yet
- Machine Tools - 2022Document44 pagesMachine Tools - 2022Robert AggreyNo ratings yet
- Diamond Turning, Micro Machining and Hybrid MachiningDocument101 pagesDiamond Turning, Micro Machining and Hybrid MachiningShambhavamNo ratings yet
- Machine Shop (Ch-4)Document91 pagesMachine Shop (Ch-4)Shubham VermaNo ratings yet
- UNIT-3 - Manufacturing Technolgy II-1Document48 pagesUNIT-3 - Manufacturing Technolgy II-1sirajudeen I67% (3)
- Lecture 3Document21 pagesLecture 3zwananisamkeloNo ratings yet
- EUKLID GearCAM IntroductionDocument25 pagesEUKLID GearCAM Introductionvijaykumarn100% (1)
- Principles of Jigs Design: Prepared byDocument12 pagesPrinciples of Jigs Design: Prepared byAkeju AyodeleNo ratings yet
- CAD-CAM Lecture 2Document49 pagesCAD-CAM Lecture 2hamda11tariqNo ratings yet
- 3rd Edition Anthony J. Wheeler Ahmad R.Document58 pages3rd Edition Anthony J. Wheeler Ahmad R.Ahmad IkhwanNo ratings yet
- Chapter 1Document17 pagesChapter 1shubhanshuNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Firefly School LocationDocument7 pagesFirefly School LocationswarajNo ratings yet
- Nsga 2Document22 pagesNsga 2swarajNo ratings yet
- Blocplan TheoryDocument48 pagesBlocplan TheoryswarajNo ratings yet
- Types of CastingDocument34 pagesTypes of CastingswarajNo ratings yet
- Multi-Objective Facility Layout Problems Using BBO, NSBBO and NSGA-II MetaheuristicDocument24 pagesMulti-Objective Facility Layout Problems Using BBO, NSBBO and NSGA-II MetaheuristicswarajNo ratings yet
- Blocplan AldepDocument7 pagesBlocplan AldepswarajNo ratings yet
- Design For Welding: Vit-SmbsDocument19 pagesDesign For Welding: Vit-SmbsswarajNo ratings yet
- Development of An Optimization Model For Unequal-Area Facility Layout ProblemsDocument20 pagesDevelopment of An Optimization Model For Unequal-Area Facility Layout ProblemsswarajNo ratings yet
- Kritika Prakash: Skills EducationDocument1 pageKritika Prakash: Skills EducationswarajNo ratings yet
- Plant Layout Optimization Using CRAFT and ALDEP Methodology: June 2016Document18 pagesPlant Layout Optimization Using CRAFT and ALDEP Methodology: June 2016swarajNo ratings yet
- Semester: Fall Semester 2019-2020 SLOT: (B1+TB1)Document2 pagesSemester: Fall Semester 2019-2020 SLOT: (B1+TB1)swarajNo ratings yet
- Facility Location and Layout: Dr.T.Sampath Kumar, Asso. Prof. SMEC/VIT University, Vellore 21-02-2020Document41 pagesFacility Location and Layout: Dr.T.Sampath Kumar, Asso. Prof. SMEC/VIT University, Vellore 21-02-2020swarajNo ratings yet
- Kalpesh ResumeDocument4 pagesKalpesh ResumeswarajNo ratings yet
- Automative Chassis 17BME0044Document10 pagesAutomative Chassis 17BME0044swarajNo ratings yet
- Air Conditioning: Registration No: 17BME0519 Name: Swaraj Anand ShindeDocument1 pageAir Conditioning: Registration No: 17BME0519 Name: Swaraj Anand ShindeswarajNo ratings yet
- FALLSEM2018-19 MEE1005 ETH GDN128 VL2018191003328 Reference Material III Unit1 Symmetry and BravaisDocument29 pagesFALLSEM2018-19 MEE1005 ETH GDN128 VL2018191003328 Reference Material III Unit1 Symmetry and BravaisswarajNo ratings yet
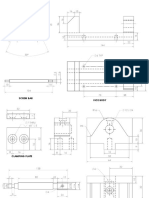
- Screw Bar Vice BodyDocument4 pagesScrew Bar Vice BodyswarajNo ratings yet
- 17bme0519 17bme0044 17bme0513Document2 pages17bme0519 17bme0044 17bme0513swarajNo ratings yet
- ModuleDocument9 pagesModuleEspie Rose DumalagNo ratings yet
- Specification For Steam or Valve Bronze CastingsDocument2 pagesSpecification For Steam or Valve Bronze CastingsVCNo ratings yet
- MIG and TIG WeldingDocument2 pagesMIG and TIG WeldingshahzafNo ratings yet
- Haywood Junior Exploration On Juggernaut TSX-V JUGRDocument2 pagesHaywood Junior Exploration On Juggernaut TSX-V JUGRJames HudsonNo ratings yet
- Departmentorder Subject Revised Schedule of Fees and Charges For Laboratory Testing of Construction MaterialsDocument18 pagesDepartmentorder Subject Revised Schedule of Fees and Charges For Laboratory Testing of Construction MaterialsMt. Apo TravelsNo ratings yet
- Chap 016Document74 pagesChap 016mNo ratings yet
- Lectura 5 - Acapite 5.3 - Hustrulid y Kuchta - Open Pit Mine Planning and DesignDocument3 pagesLectura 5 - Acapite 5.3 - Hustrulid y Kuchta - Open Pit Mine Planning and DesignEMMANUEL DIEGO MARTINEZ SOZANo ratings yet
- Corrosion Resistance Chart FlowserveDocument8 pagesCorrosion Resistance Chart FlowserveLuis SudNo ratings yet
- Steels - Carbon Steels, Mild Steel, Carbon-Manganese Steels, Alloys Steels, Low-Alloy Steels and Micro-Alloy SteelsDocument2 pagesSteels - Carbon Steels, Mild Steel, Carbon-Manganese Steels, Alloys Steels, Low-Alloy Steels and Micro-Alloy SteelsHoangNo ratings yet
- Design Guide For Hot Dip Galvanizing Best Practice Venting and Draining PDFDocument15 pagesDesign Guide For Hot Dip Galvanizing Best Practice Venting and Draining PDFArshath FleminNo ratings yet
- Chemical BondingDocument11 pagesChemical BondingXenia Mae FloresNo ratings yet
- Geology 1990 Sillitoe 157 61Document6 pagesGeology 1990 Sillitoe 157 61JHOEL_GEONo ratings yet
- Gemstone VarietiesDocument44 pagesGemstone VarietiesHande Özbay100% (1)
- Cast Iron MicrostructuresDocument41 pagesCast Iron MicrostructuresNeo TarunNo ratings yet
- Group6 (Executive Summary, Introduction)Document3 pagesGroup6 (Executive Summary, Introduction)Jhon Regan UyNo ratings yet
- Glass and Glass Ceramics Glass and Glass CeramicsDocument41 pagesGlass and Glass Ceramics Glass and Glass CeramicsDhananjay ShimpiNo ratings yet
- Engineering MaterialDocument2 pagesEngineering Materialultimatestatus2279No ratings yet
- GOMsNo 1611.2Document3 pagesGOMsNo 1611.2Vignesh PerumalNo ratings yet
- Ceramic-Types and PropertiesDocument8 pagesCeramic-Types and Propertiespriyanshu dhawanNo ratings yet
- Copper Sulfate FlyerDocument2 pagesCopper Sulfate FlyerRAJESH KUNANo ratings yet
- Material Safety Data Sheet: For Welding Consumables and Related ProductsDocument2 pagesMaterial Safety Data Sheet: For Welding Consumables and Related ProductsVinodhkanna GandhiNo ratings yet
- External DatadecemberDocument112 pagesExternal DatadecemberrhanNo ratings yet
- Trace Metals in Oils by Wet Ash / Icp-Aes: UOP Method 389-86 ScopeDocument5 pagesTrace Metals in Oils by Wet Ash / Icp-Aes: UOP Method 389-86 ScopeMuhannad NasifNo ratings yet
- Castings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDocument4 pagesCastings, Austenitic-Ferritic (Duplex) Stainless Steel, For Pressure-Containing PartsDarwin DarmawanNo ratings yet
- Velammal Vidhyashram: Grade 5 Science ClassworkDocument6 pagesVelammal Vidhyashram: Grade 5 Science ClassworkVVM. s.3575No ratings yet
- Manufacturing Processes For Engineering Materials: Sixth EditionDocument61 pagesManufacturing Processes For Engineering Materials: Sixth EditionEthan StoneNo ratings yet
- Edm Electrodes: Function of The ElectrodeDocument8 pagesEdm Electrodes: Function of The ElectrodeTaimur KhalidNo ratings yet
- Ore Forming ProcessesDocument39 pagesOre Forming ProcessesperryNo ratings yet
- Sae J 403Document10 pagesSae J 403varad kulkarni100% (1)