Download as pdf or txt
You might also like
- NSRtipsDocument24 pagesNSRtipsben_barlowNo ratings yet
- B-2. Basic of TurbineDocument117 pagesB-2. Basic of TurbineDangol100% (1)
- Steam Turbine GovernorDocument25 pagesSteam Turbine GovernorMohammad Ibnul Hossain93% (15)
- Thermodynamics 1 Practice Problems - Chapter 2Document5 pagesThermodynamics 1 Practice Problems - Chapter 2JairoNo ratings yet
- Design and Layout Problem For A Combined GasDocument95 pagesDesign and Layout Problem For A Combined GasMelgie Mae Matulin DikitananNo ratings yet
- Adjustments, Weor: CleoroncesDocument4 pagesAdjustments, Weor: CleoroncesAwliya TaqwaNo ratings yet
- Bowed Rotor Straightening WebVersion Dec 29 2010Document2 pagesBowed Rotor Straightening WebVersion Dec 29 2010elrajil100% (1)
- (Solo 5-7C) SANDVIKDocument4 pages(Solo 5-7C) SANDVIKCesar Gabriel Valdez SotoNo ratings yet
- Electromagnetic Single-Disc Friction Clutches (Ebf) (14-5-15)Document12 pagesElectromagnetic Single-Disc Friction Clutches (Ebf) (14-5-15)Ashok BhatNo ratings yet
- Goulds 3885 WE CatalogoDocument8 pagesGoulds 3885 WE CatalogoToleditos y masNo ratings yet
- AlignmentDocument7 pagesAlignmentmahmouddiaa554No ratings yet
- LM104949P TaperedRollerBearings SingleCones ImperialDocument4 pagesLM104949P TaperedRollerBearings SingleCones ImperialFernandes CoporaçõesNo ratings yet
- Acoples Lovejoy (Rejilla - Grid, 8 Pág.)Document8 pagesAcoples Lovejoy (Rejilla - Grid, 8 Pág.)marcelo castilloNo ratings yet
- Mets 2 Case Study 10Document23 pagesMets 2 Case Study 10ThariqNo ratings yet
- Muh Eng 50hzDocument8 pagesMuh Eng 50hzaleks canjugaNo ratings yet
- Swing CheckDocument3 pagesSwing CheckSuresh Ramanujalu100% (1)
- Espec DL310 PDFDocument4 pagesEspec DL310 PDFFranklin LabbeNo ratings yet
- 1553-19 Automated Rotary Actuator - StockDocument12 pages1553-19 Automated Rotary Actuator - StockjmiselemNo ratings yet
- 7-6325-E (DL310-7) PDFDocument4 pages7-6325-E (DL310-7) PDFMax RojasNo ratings yet
- Radial TurbinesDocument46 pagesRadial TurbinesarorabbNo ratings yet
- PCP Brochure by RUM OpenDocument5 pagesPCP Brochure by RUM Openanton_oxsNo ratings yet
- L357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialDocument5 pagesL357049NW L357010CD TaperedRollerBearings TDO (TaperedDoubleOuter) ImperialMohamed AliNo ratings yet
- 845RE ZF8HP45-70 VacTestGuide (1) 11Document4 pages845RE ZF8HP45-70 VacTestGuide (1) 11automaticosbrasilNo ratings yet
- Nerators PDFDocument34 pagesNerators PDFShi YoshiNo ratings yet
- Genturbo: Hrbs (Amp T Etet)Document5 pagesGenturbo: Hrbs (Amp T Etet)Muhammad Kholis JaimonNo ratings yet
- TURBINE Full MarinedieselsDocument54 pagesTURBINE Full MarinedieselssidNo ratings yet
- Re92050 - 2009-04 Order CodeDocument4 pagesRe92050 - 2009-04 Order CodeERIC ERICNo ratings yet
- HY13 1590 010 Installation OperationDocument4 pagesHY13 1590 010 Installation OperationMatthew NeubergerNo ratings yet
- Swing CheckDocument2 pagesSwing Checkfcof123237483% (6)
- W501F / SGT6 - 5000F Repair: Sulzer Turbo ServicesDocument4 pagesW501F / SGT6 - 5000F Repair: Sulzer Turbo ServicesvictorNo ratings yet
- Heavy Duty Brush Alternator Service ManualDocument26 pagesHeavy Duty Brush Alternator Service ManualTaha Kassala100% (2)
- Mud Motor RPM MaksimalDocument1 pageMud Motor RPM MaksimalDimas PrasetyoNo ratings yet
- Transient Thermal VibrationDocument18 pagesTransient Thermal VibrationJarot Prakoso100% (1)
- Electromagnetic Single-Disc Friction Clutches (Type Ebf)Document12 pagesElectromagnetic Single-Disc Friction Clutches (Type Ebf)Pun GNo ratings yet
- Maintenance of A.C GeneratorsDocument26 pagesMaintenance of A.C GeneratorsMohamed HamdallahNo ratings yet
- Rotor Winding Problems Bill MooreDocument53 pagesRotor Winding Problems Bill Moore김동하No ratings yet
- Adobe Scan 02-Feb-2024Document1 pageAdobe Scan 02-Feb-2024Umesh KorangaNo ratings yet
- GTB - Servo Positioning Rotary TableDocument2 pagesGTB - Servo Positioning Rotary Tabletony canNo ratings yet
- Bhel PresentationDocument31 pagesBhel PresentationSamuel Bhukya100% (1)
- D10TDocument1 pageD10TjogremaurNo ratings yet
- Gearmotor REMIDocument21 pagesGearmotor REMIManojNo ratings yet
- IT6468 0911gbDocument24 pagesIT6468 0911gbmarcos lemosNo ratings yet
- Soft Torque System - Offshore Middle East (Presentation) - OME 112 PDFDocument19 pagesSoft Torque System - Offshore Middle East (Presentation) - OME 112 PDFOdion Ikhajiagbe100% (1)
- Drilltech Services (USA) Inc: Spiro-TorqDocument10 pagesDrilltech Services (USA) Inc: Spiro-TorqDante Cabrera GuzmanNo ratings yet
- CDA - Elecon Flexible CouplingDocument5 pagesCDA - Elecon Flexible CouplingMohit GuptaNo ratings yet
- N15TS 103a3030 - 531 N15TS 10KDocument6 pagesN15TS 103a3030 - 531 N15TS 10KRazvan MitruNo ratings yet
- Steam Turbine Vibration Resonance of Pedestal, Vibration Investigation With Countermeasures in SingaporeDocument19 pagesSteam Turbine Vibration Resonance of Pedestal, Vibration Investigation With Countermeasures in SingaporeHugoNo ratings yet
- Newvibe Datasheet 180418Document7 pagesNewvibe Datasheet 180418Jefrei OrtizNo ratings yet
- DS-011904 TO-Packaged Laser DiodeDocument2 pagesDS-011904 TO-Packaged Laser DiodePawan KumarNo ratings yet
- Turbine FundamentalsDocument102 pagesTurbine FundamentalsBalkishan Dyavanapelly91% (11)
- N2000 Spec SheetDocument2 pagesN2000 Spec SheetJavier GarciaNo ratings yet
- Horizontal Multi-Stage Pumps: Component MaterialDocument2 pagesHorizontal Multi-Stage Pumps: Component MaterialBrayan CJNo ratings yet
- Technical Specification COP 1132 - 9851 2661 01a - tcm835-1543192Document2 pagesTechnical Specification COP 1132 - 9851 2661 01a - tcm835-1543192Aaron Palacios MontesNo ratings yet
- 6L45 6L90 VacTestLocationsDocument4 pages6L45 6L90 VacTestLocationsbyungchul kimNo ratings yet
- SKF Cooper Split Spherical Roller BearingsDocument8 pagesSKF Cooper Split Spherical Roller BearingsLinggar PramudionoNo ratings yet
- CHP 2 Reinforcement Works BarDocument7 pagesCHP 2 Reinforcement Works Bardhevashini narayanan100% (1)
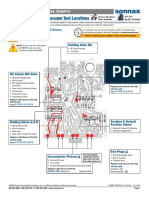
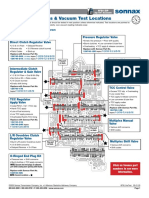
- Critical Wear Areas & Vacuum Test Locations: Upper Valve Body - 6F50 ShownDocument4 pagesCritical Wear Areas & Vacuum Test Locations: Upper Valve Body - 6F50 ShownautomaticosbrasilNo ratings yet
- Tentative Scope of WorkDocument3 pagesTentative Scope of WorkDamanpreet SinghNo ratings yet
- 4T65-E VacTest Interactive PDFDocument3 pages4T65-E VacTest Interactive PDFbelchiorNo ratings yet
- Part Number EE170950 - 171400, Tapered Roller Bearings - TS (Tapered Single) ImperialDocument5 pagesPart Number EE170950 - 171400, Tapered Roller Bearings - TS (Tapered Single) ImperialWildan PriatnaNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Audel Guide to the 2005 National Electrical CodeFrom EverandAudel Guide to the 2005 National Electrical CodeRating: 4 out of 5 stars4/5 (1)
- Unit IDocument5 pagesUnit INallappan Rajj ANo ratings yet
- Lab ManualDocument50 pagesLab ManualprabhueneNo ratings yet
- Tutorial 6Document2 pagesTutorial 6LeoThomas0% (1)
- Developer Instruction Guide (Video Development) : Sensitivity: LNT Construction Internal UseDocument18 pagesDeveloper Instruction Guide (Video Development) : Sensitivity: LNT Construction Internal UseGokul SelvarajNo ratings yet
- (Power Systems) Zbigniew Buryn - Quasi-Unsteady CHP Operation of Power Plants - Thermal and Economic Effectiveness-Springer (2015) PDFDocument141 pages(Power Systems) Zbigniew Buryn - Quasi-Unsteady CHP Operation of Power Plants - Thermal and Economic Effectiveness-Springer (2015) PDFhaily2610No ratings yet
- Steam Turbines: Er - Gurpreet SinghDocument25 pagesSteam Turbines: Er - Gurpreet SinghVishal Dhiman100% (1)
- Service Agreements: Integrated Global ServicesDocument8 pagesService Agreements: Integrated Global ServicesThanapaet RittirutNo ratings yet
- MEG 212 Practise QuestionsdocxDocument11 pagesMEG 212 Practise Questionsdocxoyetunde ridwanNo ratings yet
- PPE Lecture NotesDocument118 pagesPPE Lecture NotesMITTA NARESH BABU100% (1)
- Gate 2013 Question Paper With AnswerDocument16 pagesGate 2013 Question Paper With AnswerGurmail Singh GillNo ratings yet
- Durgapur Project Ltd. Training ReportDocument49 pagesDurgapur Project Ltd. Training ReportSanjiv Shome0% (1)
- Nectar Lifesciences Ltd.Document24 pagesNectar Lifesciences Ltd.Bharat SharmaNo ratings yet
- Once-Through Cooling and Closed-CycleDocument148 pagesOnce-Through Cooling and Closed-CycleAnonymous YcAZv5qF67100% (1)
- Questions and Answers For Steam TurbinesDocument3 pagesQuestions and Answers For Steam TurbinesPathik PandyaNo ratings yet
- Lesson 5 - Thermal Power PlantsDocument16 pagesLesson 5 - Thermal Power PlantsHafsa AlhaddabiNo ratings yet
- Preview TDP 1Document9 pagesPreview TDP 1KishoreNo ratings yet
- Mitsubishi Power, Ltd. - Power Plants: Gas Turbine Combined Cycle (GTCC) Power PlantsDocument2 pagesMitsubishi Power, Ltd. - Power Plants: Gas Turbine Combined Cycle (GTCC) Power PlantsKR PANo ratings yet
- COPPUS Steam Turbines PRODUCT GUIDEDocument6 pagesCOPPUS Steam Turbines PRODUCT GUIDEaminardakaniNo ratings yet
- AaaDocument9 pagesAaawretchNo ratings yet
- Applied Thermal Engineering: Ralf Starkloff, Falah Alobaid, Karl Karner, Bernd Epple, Martin Schmitz, Felix BoehmDocument11 pagesApplied Thermal Engineering: Ralf Starkloff, Falah Alobaid, Karl Karner, Bernd Epple, Martin Schmitz, Felix Boehmjhugo_mirandaNo ratings yet
- Thermoproblemsetno 171217155514Document40 pagesThermoproblemsetno 171217155514ibong tiriritNo ratings yet
- NTPC Training ReportDocument53 pagesNTPC Training ReportMitali SenNo ratings yet
- ICI Internship ReportDocument32 pagesICI Internship ReportMuhammad Hassan GhazaliNo ratings yet
- Project NTPCDocument43 pagesProject NTPCShubham CronosNo ratings yet
- 7) Thermal Processing of WasteDocument44 pages7) Thermal Processing of WastesudeviNo ratings yet
- Regadi NAGRAJ, Diploma in Mechanical Engineering, 39-1-16, Sector-1, Muralinagar, Visakhapatnam - 530007, AndhraDocument5 pagesRegadi NAGRAJ, Diploma in Mechanical Engineering, 39-1-16, Sector-1, Muralinagar, Visakhapatnam - 530007, AndhraRaj PalatiNo ratings yet