Download as pdf or txt
You might also like
- IATA TaxDocument1,510 pagesIATA TaxMiguelRevera100% (1)
- Criminal Complaint Us 494 RW Sec. 34 of The Indian Penal code-Drafting-Criminal Template-1096Document3 pagesCriminal Complaint Us 494 RW Sec. 34 of The Indian Penal code-Drafting-Criminal Template-1096jonshon kripakaran100% (3)
- Imposition Studio User GuideDocument45 pagesImposition Studio User Guidemrclprnt100% (1)
- The Rules of The Twelve RealmsDocument52 pagesThe Rules of The Twelve RealmsAnimals of the Fields83% (6)
- Archemidian SolidsDocument22 pagesArchemidian Solidspositron999100% (1)
- 5298 5305 PDFDocument8 pages5298 5305 PDFDr. Srinivas Chikkol VenkateshappaNo ratings yet
- Mechanical, Thermal and Interfacial Properties of Jute Fabric-Reinforced Polypropylene Composites: Effect of Potassium DichromateDocument8 pagesMechanical, Thermal and Interfacial Properties of Jute Fabric-Reinforced Polypropylene Composites: Effect of Potassium Dichromateakashdruva892No ratings yet
- Chemical Treatment On Rattan Fibers - DurabilityDocument11 pagesChemical Treatment On Rattan Fibers - DurabilityGladys Eras ValladolidNo ratings yet
- Effect of Chemical Treatments On The Properties of Oil Palm Petiole Fiber CompositesDocument21 pagesEffect of Chemical Treatments On The Properties of Oil Palm Petiole Fiber CompositesNefer PitouNo ratings yet
- Sem Ref GoodDocument33 pagesSem Ref GoodAppu MukundanNo ratings yet
- EN Characteristics of Red Algae BioplasticsDocument8 pagesEN Characteristics of Red Algae BioplasticsSaid Rosyid AlkatiriNo ratings yet
- Prasad 2018 IOP Conf. Ser. Mater. Sci. Eng. 402 012103 PDFDocument7 pagesPrasad 2018 IOP Conf. Ser. Mater. Sci. Eng. 402 012103 PDFlekNo ratings yet
- Prediction of Swelling Behaviour of Jute and Banana Fiber Composites by Using ANN and Regression AnalysisDocument10 pagesPrediction of Swelling Behaviour of Jute and Banana Fiber Composites by Using ANN and Regression AnalysisGonzales AlarconNo ratings yet
- Effect of Pretreatment Methods On Aging - Agave FibreDocument15 pagesEffect of Pretreatment Methods On Aging - Agave Fibresanchana velalaganNo ratings yet
- WatermelonDocument6 pagesWatermelonrezaNo ratings yet
- Bioresources.: Flexural Behaviour of Areca Fibers CompositesDocument13 pagesBioresources.: Flexural Behaviour of Areca Fibers CompositesBasavaraju BennehalliNo ratings yet
- Carpta D 22 00157 - R1Document27 pagesCarpta D 22 00157 - R1Vikas RanaNo ratings yet
- Mechanical and Physical Behaviour of Short and Randomly Oriented Banana Pseudo-Stem Fiber Reinforced Epoxy CompositeDocument8 pagesMechanical and Physical Behaviour of Short and Randomly Oriented Banana Pseudo-Stem Fiber Reinforced Epoxy CompositeVenugopal kulkarniNo ratings yet
- PDF 1Document10 pagesPDF 1Brhane TeklayNo ratings yet
- Characterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FiberDocument16 pagesCharacterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FibertimothyNo ratings yet
- Chemical, Morphological and Mechanical Analysis of Sisal Fiber-Reinforced Recycled High-Density Polyethylene CompositesDocument9 pagesChemical, Morphological and Mechanical Analysis of Sisal Fiber-Reinforced Recycled High-Density Polyethylene CompositesAnonymous Pt7NHkat9No ratings yet
- Effect of Environment On Mechanical Behavior of Orange PeelDocument18 pagesEffect of Environment On Mechanical Behavior of Orange PeelsamsujithNo ratings yet
- Characterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FiberDocument16 pagesCharacterisation Studies and Impact of Chemical Treatment On Mechanical Properties of Sisal FiberKebede kasaNo ratings yet
- Single Fibre Strength of Cellulosic Fibre Extracted From "Belatlan Roots" PlantDocument7 pagesSingle Fibre Strength of Cellulosic Fibre Extracted From "Belatlan Roots" PlantPaulo UtargNo ratings yet
- Mech - Morpho - 05Document6 pagesMech - Morpho - 05Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- Extraction of Cellulose From Banana Sheath and Its CharacterizationDocument7 pagesExtraction of Cellulose From Banana Sheath and Its CharacterizationSiddhartha MoulikNo ratings yet
- Refiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043Document11 pagesRefiadi 2019 IOP Conf. Ser. Mater. Sci. Eng. 547 012043gunawan refiadiNo ratings yet
- A Review of Banana Fiber Impact of Treatment, Filler Materials, Hybrid Composite, and ApplicationDocument12 pagesA Review of Banana Fiber Impact of Treatment, Filler Materials, Hybrid Composite, and Applicational ichlasNo ratings yet
- Mani Et Al, 186 (2017) 109-112, Enhanced Mechanical Strength... Gelatin-Keratin Scaffolds PDFDocument5 pagesMani Et Al, 186 (2017) 109-112, Enhanced Mechanical Strength... Gelatin-Keratin Scaffolds PDFMike ButtskiNo ratings yet
- MST543 Lab Report (Exp 2)Document8 pagesMST543 Lab Report (Exp 2)Ain Syafeeqa Kamarul AzemiNo ratings yet
- Review of Natural Fiber CompositesDocument10 pagesReview of Natural Fiber CompositesArvind RNo ratings yet
- Effect of Filler Content of Chemically Treated Short Bagasse Fiber-Reinforced Cardanol Polymer CompositesDocument16 pagesEffect of Filler Content of Chemically Treated Short Bagasse Fiber-Reinforced Cardanol Polymer Compositesayush rajNo ratings yet
- Structure and Properties of High Quality Natural Cellulose Nano Fibrils From A Novel Material Ficus Natalensis BarkclothDocument17 pagesStructure and Properties of High Quality Natural Cellulose Nano Fibrils From A Novel Material Ficus Natalensis BarkclothamjadNo ratings yet
- Characteristic of Composite Bioplastics From Tapioca Starch and Sugarcane Bagasse Fiber: Effect of Time Duration of Ultrasonication (Bath-Type)Document5 pagesCharacteristic of Composite Bioplastics From Tapioca Starch and Sugarcane Bagasse Fiber: Effect of Time Duration of Ultrasonication (Bath-Type)Yury Marleidy Tavera GomezNo ratings yet
- Characterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesDocument12 pagesCharacterization of Chemically Treated Limonia Acidissima Wood Apple Shell Powder Physicochemical Thermal and Morphological PropertiesSharath P CNo ratings yet
- 1 s2.0 S2238785419306635 MainDocument9 pages1 s2.0 S2238785419306635 Maindhy182No ratings yet
- Effect of Chemical Treatments On Tensile Strength of Areca Fiber Reinforced Natural Rubber CompositesDocument10 pagesEffect of Chemical Treatments On Tensile Strength of Areca Fiber Reinforced Natural Rubber CompositesIOSRjournalNo ratings yet
- Gilberto GarciaF Del Pino Et Al - ICME - 2019 - Monastir - Final VersionDocument7 pagesGilberto GarciaF Del Pino Et Al - ICME - 2019 - Monastir - Final VersionAristidesNo ratings yet
- Fabrication of Reinforced Bio-Fiberglass Using Selected Agricultural WastesDocument12 pagesFabrication of Reinforced Bio-Fiberglass Using Selected Agricultural WastesAira Joy AnyayahanNo ratings yet
- Biomass Residue Characterization For Their Potential Application As BiofuelsDocument9 pagesBiomass Residue Characterization For Their Potential Application As Biofuelsmir shifayatNo ratings yet
- Green Composites From Woven Flax Fiber and Bio-Copolyester: Previous Paper Next PaperDocument10 pagesGreen Composites From Woven Flax Fiber and Bio-Copolyester: Previous Paper Next PaperAtik KaziNo ratings yet
- Raharjo - Etal, 2016, Mechanical Properties of Untreated and Alkaline Treated Fibers From Zalacca Midrib Wastes PDFDocument9 pagesRaharjo - Etal, 2016, Mechanical Properties of Untreated and Alkaline Treated Fibers From Zalacca Midrib Wastes PDFWahyu Purwo RaharjoNo ratings yet
- Article - 2022 - Jve 24 8 22847Document10 pagesArticle - 2022 - Jve 24 8 22847malkinada179No ratings yet
- Abdul-Khalil Et Al 2014 High-Pressure Enzymatic Hydrolysis To RevealDocument12 pagesAbdul-Khalil Et Al 2014 High-Pressure Enzymatic Hydrolysis To RevealKike CamNo ratings yet
- Fabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarDocument12 pagesFabrication of Natural Composite Fiber and Study of Its Properties Shubham Sharma, Ashish Srivastava, Abhishek KumarPrince Ghosh EponNo ratings yet
- Chemical and Water Absorption Behaviour of Hardwickia Binata Fiber Reinforced CompositesDocument8 pagesChemical and Water Absorption Behaviour of Hardwickia Binata Fiber Reinforced CompositesTJPRC PublicationsNo ratings yet
- Mechanical and Water-Absorption Properties of Sisal Fiber (Agave Sisalana) - Reinforced Polyester CompositeDocument11 pagesMechanical and Water-Absorption Properties of Sisal Fiber (Agave Sisalana) - Reinforced Polyester CompositeberhaneNo ratings yet
- Mechanical Characteristics of Bio-Composite Materials Reinforced by Pandanus Tectorius Natural FibersDocument9 pagesMechanical Characteristics of Bio-Composite Materials Reinforced by Pandanus Tectorius Natural FibersInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Alkali Treatment of Fan Palm Natural Fibers For Use in Fiber Reinforced ConcreteDocument10 pagesAlkali Treatment of Fan Palm Natural Fibers For Use in Fiber Reinforced ConcretenoelNo ratings yet
- Ferreira 2017 - Effect of Hornification On The Stucture, Tensile Behavior and Fiber Matrix Bond of Sisal, Jute and Curauá Fiber Based Composite SystemsDocument11 pagesFerreira 2017 - Effect of Hornification On The Stucture, Tensile Behavior and Fiber Matrix Bond of Sisal, Jute and Curauá Fiber Based Composite SystemsDimas DelgadoNo ratings yet
- Properties of Natural Rubber Biocomposities Filled With Alkaline Modified Oat StrawDocument10 pagesProperties of Natural Rubber Biocomposities Filled With Alkaline Modified Oat StrawElvis ArturoNo ratings yet
- Experimental Study On Optimization of Thermal Properties of Groundnut Shell Particle Reinforced Polymer CompositesDocument22 pagesExperimental Study On Optimization of Thermal Properties of Groundnut Shell Particle Reinforced Polymer CompositesRamya MandavaNo ratings yet
- Effect of Fiber Orientation On The Flexural ProperDocument5 pagesEffect of Fiber Orientation On The Flexural ProperAudhea Yolandha KaniaNo ratings yet
- Coconut Shell Extract Imparting Multifunction Properties To Lignocellulosic MaterialDocument30 pagesCoconut Shell Extract Imparting Multifunction Properties To Lignocellulosic MaterialDiego MNo ratings yet
- Hybrid Composite Materials: November 2010Document6 pagesHybrid Composite Materials: November 2010Suman Kumar NarigeNo ratings yet
- Comparative Study of Areca Fiber Reinforced Polyester Composites and PlywoodDocument15 pagesComparative Study of Areca Fiber Reinforced Polyester Composites and PlywoodMasudur RahmanNo ratings yet
- Jurnal NanoselulosaDocument6 pagesJurnal NanoselulosaAyu Fazriyah RahmiNo ratings yet
- Manuscript12 1 23Document37 pagesManuscript12 1 23jamesNo ratings yet
- Hybrid Composite Materials: November 2010Document6 pagesHybrid Composite Materials: November 2010berhaneNo ratings yet
- Treatment Time Influence of Alkali Upon It's Characteristics For The Palm Oil Plant Fiber CompositesDocument6 pagesTreatment Time Influence of Alkali Upon It's Characteristics For The Palm Oil Plant Fiber CompositesInternational Journal of Innovative Science and Research Technology100% (1)
- v1 CoveredDocument38 pagesv1 CoveredEchebiri CollinsNo ratings yet
- Tableros de BambùDocument10 pagesTableros de BambùMitsuku ミツコ SasusakuNo ratings yet
- 289 295tesma0706Document7 pages289 295tesma0706liahlorreyNo ratings yet
- Oushabi 2017 (Alakli Treatment)Document8 pagesOushabi 2017 (Alakli Treatment)Miguel Angel Ramos RuizNo ratings yet
- 9090 28784 1 PBDocument8 pages9090 28784 1 PBCici refieyanaNo ratings yet
- Seaweed Biomass Waste-Derived Carbon As An Electrode Material For SupercapacitorDocument13 pagesSeaweed Biomass Waste-Derived Carbon As An Electrode Material For SupercapacitorCici refieyanaNo ratings yet
- South African Journal of Chemical Engineering: Kamal Sukla Baidya, Upendra KumarDocument11 pagesSouth African Journal of Chemical Engineering: Kamal Sukla Baidya, Upendra KumarCici refieyanaNo ratings yet
- Renewable Energy: SciencedirectDocument11 pagesRenewable Energy: SciencedirectCici refieyanaNo ratings yet
- Diagnostico Parte 1 MalibuDocument161 pagesDiagnostico Parte 1 MalibuHugo Armando Escamilla LozanoNo ratings yet
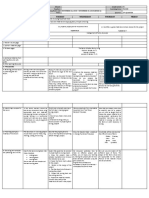
- DLL - Tle-He 6 - Q3 - W5Document5 pagesDLL - Tle-He 6 - Q3 - W5Jayjay Roniel100% (2)
- What Made The Tata Nano A Failure: A Winter Project OnDocument90 pagesWhat Made The Tata Nano A Failure: A Winter Project Onyash ranaNo ratings yet
- Https WWW - Google.com Amp S WWW - Engineeringtoolbox.Document7 pagesHttps WWW - Google.com Amp S WWW - Engineeringtoolbox.BelalNorNo ratings yet
- Twindiscpto 308 SDocument12 pagesTwindiscpto 308 SBGNo ratings yet
- Geometry NotesDocument47 pagesGeometry NoteswalczakcNo ratings yet
- Chemistry and Technology of Rubber PDFDocument215 pagesChemistry and Technology of Rubber PDFCharlie CB Portner100% (1)
- Asymptomatic HyperuricemiaDocument46 pagesAsymptomatic HyperuricemiaDivya Shree100% (1)
- Forgiveness EssayDocument3 pagesForgiveness Essayb71g37ac100% (2)
- Complex AnalysisDocument144 pagesComplex AnalysisMiliyon Tilahun100% (4)
- LTBR (Bursa-Yenişehir)Document10 pagesLTBR (Bursa-Yenişehir)SadettinNo ratings yet
- Do Menu ItemDocument11 pagesDo Menu ItemHuy LamNo ratings yet
- The Future of AI in Medicine: A Perspective From A ChatbotDocument5 pagesThe Future of AI in Medicine: A Perspective From A Chatbotnmabestun1No ratings yet
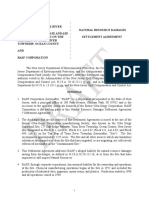
- Ciba-Geigy Draft SettlementDocument140 pagesCiba-Geigy Draft SettlementShorebeatNo ratings yet
- UnderStand UPSC Links CompiledDocument5 pagesUnderStand UPSC Links CompiledAMIT RAJNo ratings yet
- Gulf County Sheriff's Office Law Enforcement Weekly SummaryDocument3 pagesGulf County Sheriff's Office Law Enforcement Weekly SummaryMichael AllenNo ratings yet
- Application of Probiotics in Commercial Layer Diets: A ReviewDocument12 pagesApplication of Probiotics in Commercial Layer Diets: A ReviewDhikaNo ratings yet
- Zebra Rfid LabelDocument4 pagesZebra Rfid LabeldishaNo ratings yet
- APPLICATION SECURITY ASSESSMENT - Draft - Ver01Document42 pagesAPPLICATION SECURITY ASSESSMENT - Draft - Ver01An LeNo ratings yet
- DV-L User ManualDocument95 pagesDV-L User ManualLesterSanchezCuevaNo ratings yet
- Internal External Forces For ChangeDocument16 pagesInternal External Forces For ChangeRoo BiNo ratings yet
- Rittal Technical System Catalogue Ri4Power x201lm PDFDocument92 pagesRittal Technical System Catalogue Ri4Power x201lm PDFRatilal M JadavNo ratings yet
- Community College DisadvantagesDocument1 pageCommunity College DisadvantagesRhelbamNo ratings yet
- Cardiac Pacemakers and Defibrillators 2nd Ed - C. Love (Landes, 2006) WW PDFDocument183 pagesCardiac Pacemakers and Defibrillators 2nd Ed - C. Love (Landes, 2006) WW PDFJozsa Attila100% (1)
- 12U Rack UnitDocument2 pages12U Rack Unitgokata86No ratings yet