Download as pdf or txt
You might also like
- Gas Turbine Operation & Maintenance CourseDocument100 pagesGas Turbine Operation & Maintenance CourseMohammed El-Shahat88% (8)
- ME128 Blockage of The Fuel Oil Auto Back Wash StrainerDocument1 pageME128 Blockage of The Fuel Oil Auto Back Wash StrainerRani Nouman0% (1)
- Rt-Svb17a-E4 Rtac Heater ReplacementDocument4 pagesRt-Svb17a-E4 Rtac Heater ReplacementPatrick100% (1)
- Techno Economic Report of Oil TreatmentDocument5 pagesTechno Economic Report of Oil TreatmentZain Ul AbedinNo ratings yet
- Makalah Convection Section Cleaning 4Document7 pagesMakalah Convection Section Cleaning 4akjayaNo ratings yet
- Omv enDocument50 pagesOmv enMuhamad Saukie100% (1)
- Gas Turbine Operation & Maintenance CourseDocument100 pagesGas Turbine Operation & Maintenance Coursewaheed2286100% (4)
- Mobil Egs 260 (1995) Tank Heating and Heat LossDocument40 pagesMobil Egs 260 (1995) Tank Heating and Heat LossPilar Ruiz RamirezNo ratings yet
- Hot Blast CupolaDocument18 pagesHot Blast CupolaAtadiars Rizki PratamaNo ratings yet
- Vacuum Hardening HssDocument6 pagesVacuum Hardening Hssharanus2000No ratings yet
- Chemical & Mechanical DesignDocument39 pagesChemical & Mechanical DesignSenah DaunNo ratings yet
- Vacuum Oil Quenching: Applications and Unique PropertiesDocument4 pagesVacuum Oil Quenching: Applications and Unique Propertiesmp87_ingNo ratings yet
- Bagajewicz2001 PDFDocument10 pagesBagajewicz2001 PDFamitNo ratings yet
- HTC Assignment 2020 PDFDocument13 pagesHTC Assignment 2020 PDFSaket KesalkarNo ratings yet
- 6 BPlantDocument6 pages6 BPlantManikandan SenthilNo ratings yet
- Managing The Operation of Propulsion Plant Machinery CDocument109 pagesManaging The Operation of Propulsion Plant Machinery CPanagiwtis M.No ratings yet
- Topping Process Using Different MethodologiesDocument11 pagesTopping Process Using Different MethodologiesIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNo ratings yet
- Heat Exchangers, Coolers, and Process Heaters Process Heaters and HeatDocument6 pagesHeat Exchangers, Coolers, and Process Heaters Process Heaters and HeatDaniela Suárez CárdenasNo ratings yet
- Aph 15Document0 pagesAph 15Parameswararao BillaNo ratings yet
- Topping Process Using Different MethodologiesDocument11 pagesTopping Process Using Different MethodologiesR A Baffoe JrNo ratings yet
- Classification of Shell-And-Tube Heat ExchangersDocument12 pagesClassification of Shell-And-Tube Heat ExchangerslumengentiunNo ratings yet
- Tank Heating DiscussionsDocument26 pagesTank Heating DiscussionsTHERMAX007No ratings yet
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia Plantpekanselandar0% (1)
- Combustion Process in SI Engines: What Is Combustion and Conditions Necessary To Be Done ?Document45 pagesCombustion Process in SI Engines: What Is Combustion and Conditions Necessary To Be Done ?ashenafi tesfayeNo ratings yet
- Shashi NFL Report 2011Document93 pagesShashi NFL Report 2011Shashi VermaNo ratings yet
- Feeder Control With Motor Power-Sonic SignalsDocument8 pagesFeeder Control With Motor Power-Sonic SignalsParmeshwar Nath TripathiNo ratings yet
- Boiler Fuel Firing SystemDocument44 pagesBoiler Fuel Firing Systemrashm006ranjanNo ratings yet
- Engro Fertilizer ReportDocument46 pagesEngro Fertilizer ReportSher Muhammad100% (1)
- Hopper Heating Design GuideDocument4 pagesHopper Heating Design GuideBadukwangNo ratings yet
- IncineratorDocument7 pagesIncineratorhuseynseymenNo ratings yet
- Appendix A: Membrane/Amine Hybrid Grissik Gas Plant, Sumatra, Indonesia: Case StudyDocument12 pagesAppendix A: Membrane/Amine Hybrid Grissik Gas Plant, Sumatra, Indonesia: Case Studypleco4meNo ratings yet
- Proposal ScriptDocument9 pagesProposal ScriptFionaNo ratings yet
- FurnaceDocument4 pagesFurnaceWaqas HassanNo ratings yet
- 4E Hand Over - JUNE 2023Document10 pages4E Hand Over - JUNE 2023Harshavardhan KatariNo ratings yet
- Fuel Oil Contamination of Boiler: ReturnDocument2 pagesFuel Oil Contamination of Boiler: ReturnKupujem HNNo ratings yet
- PRE - Ppt-Thermal Cracking DesignDocument16 pagesPRE - Ppt-Thermal Cracking DesignnikhilNo ratings yet
- Cast Heater White PaperDocument3 pagesCast Heater White Paperssmith2007No ratings yet
- Uprate OptionsDocument18 pagesUprate Optionstryitnow123100% (1)
- 2007 Rev Revamping AtmosphericDocument3 pages2007 Rev Revamping Atmosphericsyamsudin2006No ratings yet
- Fired HeatersDocument19 pagesFired HeatersCelestine OzokechiNo ratings yet
- Xviii. Soot Blowers and Furnace Temperature ProbeDocument18 pagesXviii. Soot Blowers and Furnace Temperature Probeupt vadodaraNo ratings yet
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocument13 pagesTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíNo ratings yet
- 9 Process Improvement in The Manufacturing of Engine ValveDocument8 pages9 Process Improvement in The Manufacturing of Engine ValveIJAERS JOURNALNo ratings yet
- Report On Gas TurbineDocument33 pagesReport On Gas TurbineKanika Kumar100% (1)
- Failure Analysis of Shell and Tube Heat ExchangerDocument54 pagesFailure Analysis of Shell and Tube Heat Exchangersrinivasareddy59223980% (5)
- InternshipDocument17 pagesInternshipShivam TiwariNo ratings yet
- Eclipse Product: Submitted By: Application: DescriptionDocument4 pagesEclipse Product: Submitted By: Application: DescriptionDavid Alfonso CaraballoNo ratings yet
- GE MS 900 SeriesDocument18 pagesGE MS 900 SeriesMagoroku D. YudhoNo ratings yet
- JurnalDocument12 pagesJurnalnunchakuNo ratings yet
- BoilerDocument5 pagesBoilerUmar Farouq Mohammed GalibNo ratings yet
- Report On M/s Asian Paints Limited, Penta Division, CuddaloreDocument10 pagesReport On M/s Asian Paints Limited, Penta Division, CuddalorePrakash WarrierNo ratings yet
- Aircraft Heat ExchangersDocument3 pagesAircraft Heat ExchangersDalibor Stevic100% (1)
- Oil Extraction Factory Crude Oil Heating System Design: Dai Qiushi, Pan Yi, Yang ShuangchunDocument3 pagesOil Extraction Factory Crude Oil Heating System Design: Dai Qiushi, Pan Yi, Yang ShuangchunasasasfsfasasfasfasfNo ratings yet
- Design and Analysis of Gas Turbine Rotor Blade Using Finite Element MethodDocument22 pagesDesign and Analysis of Gas Turbine Rotor Blade Using Finite Element MethodTJPRC PublicationsNo ratings yet
- ChapterDocument59 pagesChapterMohamed RamadanNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Underground Gas Storage Facilities: Design and ImplementationFrom EverandUnderground Gas Storage Facilities: Design and ImplementationNo ratings yet
- Encl-Regulation On Templates (OJ - L - 202302449)Document31 pagesEncl-Regulation On Templates (OJ - L - 202302449)Rani NoumanNo ratings yet
- ME126 Fracture of The ME Tie RodDocument2 pagesME126 Fracture of The ME Tie RodRani NoumanNo ratings yet
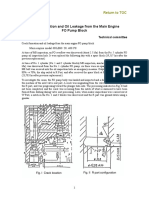
- ME127 Crack Formation and Oil Leakage From The ME FO Pump BlockDocument1 pageME127 Crack Formation and Oil Leakage From The ME FO Pump BlockRani NoumanNo ratings yet
- Main Engine Governor Operation Failure: Return To TOCDocument2 pagesMain Engine Governor Operation Failure: Return To TOCRani NoumanNo ratings yet
- Cargo Oil Pump Turbine Condenser Damage: Return To TOCDocument4 pagesCargo Oil Pump Turbine Condenser Damage: Return To TOCRani NoumanNo ratings yet
- Damage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitDocument2 pagesDamage of The Main Engine No. 1 Cylinder Exhaust Valve Driving UnitRani NoumanNo ratings yet
- ME125 HFO Purifier Upper BearingDocument2 pagesME125 HFO Purifier Upper BearingRani NoumanNo ratings yet
- Main Engine Startup Failure: Return To TOCDocument4 pagesMain Engine Startup Failure: Return To TOCRani NoumanNo ratings yet
- Generator Engine Suction Valve Rod Severance: Return To TOCDocument3 pagesGenerator Engine Suction Valve Rod Severance: Return To TOCRani NoumanNo ratings yet
- Damage To Idle Gear of Drive LO Pump For Diesel GeneratorDocument2 pagesDamage To Idle Gear of Drive LO Pump For Diesel GeneratorRani NoumanNo ratings yet
- Workshop CRT Inoperative: Return To TOCDocument2 pagesWorkshop CRT Inoperative: Return To TOCRani NoumanNo ratings yet
- Auxiliary Air Compressor Damage Incident: Return To TOCDocument2 pagesAuxiliary Air Compressor Damage Incident: Return To TOCRani NoumanNo ratings yet
- Open Failure of ACB of Turbo Generator: Return To TOCDocument2 pagesOpen Failure of ACB of Turbo Generator: Return To TOCRani NoumanNo ratings yet
- Burnout of ACB of Main Switchboard: Return To TOCDocument2 pagesBurnout of ACB of Main Switchboard: Return To TOCRani Nouman100% (1)
- Crack in The Main Engine Piston Crown: Return To TOCDocument3 pagesCrack in The Main Engine Piston Crown: Return To TOCRani NoumanNo ratings yet
- Main Engine Turbocharger Damage: Return To TOCDocument2 pagesMain Engine Turbocharger Damage: Return To TOCRani NoumanNo ratings yet
- Inappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpDocument2 pagesInappropriate Boiler Water Circulation Ratio of High Pressure Boiler Circulation Water PumpRani NoumanNo ratings yet
- Main Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCDocument2 pagesMain Engine Cross Head Guide Shoe White Metal Peeling: Return To TOCRani NoumanNo ratings yet
- Breakage of Generator Connecting Rod: Return To TOCDocument3 pagesBreakage of Generator Connecting Rod: Return To TOCRani NoumanNo ratings yet
- Abrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitDocument3 pagesAbrasion of The Shaft Supporting The Cam Shaft Drive Chain UnitRani NoumanNo ratings yet
- Main Engine Maneuvering System Trouble: Return To TOCDocument3 pagesMain Engine Maneuvering System Trouble: Return To TOCRani NoumanNo ratings yet
- Fault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCDocument2 pagesFault of Main Engine Cylinder Oil Lubricator Feeding Amount: Return To TOCRani NoumanNo ratings yet
- Damage To Diesel Generator Fuel Valve Cooling Pump Drive GearDocument2 pagesDamage To Diesel Generator Fuel Valve Cooling Pump Drive GearRani NoumanNo ratings yet
- Fuel Oil Contamination of Boiler: Return To TOCDocument2 pagesFuel Oil Contamination of Boiler: Return To TOCRani NoumanNo ratings yet
- Boiler Water-Wall Tube Leakage: Return To TOCDocument2 pagesBoiler Water-Wall Tube Leakage: Return To TOCRani NoumanNo ratings yet
- Main Cylinder Liner Crack: Return To TOCDocument3 pagesMain Cylinder Liner Crack: Return To TOCRani NoumanNo ratings yet
- Main Engine Speed Setting Inability Due To Damage of The Main Engine GovernorDocument2 pagesMain Engine Speed Setting Inability Due To Damage of The Main Engine GovernorRani NoumanNo ratings yet
- Brake Malfunction of Life Boat Winch: Return To TOCDocument3 pagesBrake Malfunction of Life Boat Winch: Return To TOCRani NoumanNo ratings yet
- Detachment of Lubricator Drive Unit Gear For Main Engine: Return To TOCDocument2 pagesDetachment of Lubricator Drive Unit Gear For Main Engine: Return To TOCRani NoumanNo ratings yet
- Synchronous Drive InstallationDocument4 pagesSynchronous Drive InstallationryanmackintoshNo ratings yet
- HAGERR Protection DevicesDocument92 pagesHAGERR Protection DevicesJit JagNo ratings yet
- Telephone GAI TronicsDocument2 pagesTelephone GAI Tronicssalic2013No ratings yet
- Slide 2Document20 pagesSlide 2Numkang KangNo ratings yet
- Stober Dimensionsheet Ph941sfss0060k513vf0480mb23ez404u En-UsDocument2 pagesStober Dimensionsheet Ph941sfss0060k513vf0480mb23ez404u En-UsjanikeNo ratings yet
- Catalogo NX Plus C PDFDocument48 pagesCatalogo NX Plus C PDFZalatiel Mecott Aranda100% (1)
- Capacitance of A Single Core CableDocument21 pagesCapacitance of A Single Core Cablekumararguru100% (1)
- Single 2008 MI 2292 Power Quality Analyser Plus Ang 01Document2 pagesSingle 2008 MI 2292 Power Quality Analyser Plus Ang 01Cesar.AsenjoNo ratings yet
- Interview QuestionsDocument7 pagesInterview Questionssrinath sai100% (1)
- Stepper Motor AssignmentDocument12 pagesStepper Motor AssignmentShyamu29No ratings yet
- Lesson 4 The Camera and Other Digital ToolsDocument4 pagesLesson 4 The Camera and Other Digital ToolsMarvin CorpuzNo ratings yet
- Dishwasher ManualDocument35 pagesDishwasher Manualzaitov100% (1)
- VAWC Functionality FORMDocument2 pagesVAWC Functionality FORMGiven GiftNo ratings yet
- Flow Switch (DBSF)Document3 pagesFlow Switch (DBSF)Muhammed Abo-FandoodNo ratings yet
- Kubota Engine4133109Document45 pagesKubota Engine4133109scottnunesNo ratings yet
- Enphase: MicroinvertersDocument2 pagesEnphase: MicroinvertersGareth PriceNo ratings yet
- DG201A, DG202: Quad SPST, CMOS Analog Switches FeaturesDocument7 pagesDG201A, DG202: Quad SPST, CMOS Analog Switches FeaturesFilozófus ÖnjelöltNo ratings yet
- PRC-47 - 35 ManDocument590 pagesPRC-47 - 35 ManelectronbulbNo ratings yet
- Audio Amplifier For Personal StereoDocument2 pagesAudio Amplifier For Personal StereochakralabsNo ratings yet
- Comoros Study 170608222938Document123 pagesComoros Study 170608222938ABDELOUAHEB HAMIDINo ratings yet
- System Installation Manual: Mk-XxiDocument108 pagesSystem Installation Manual: Mk-XxiAlston SamuelNo ratings yet
- ABC HiruLifeStudio V.2.0Document24 pagesABC HiruLifeStudio V.2.0prasannaarunashanthaNo ratings yet
- INNO View7 DatasheetDocument4 pagesINNO View7 DatasheetTimRoblesNo ratings yet
- Portuario - CS7 - 5S6 - Porta - Contenedor Terex PDFDocument2 pagesPortuario - CS7 - 5S6 - Porta - Contenedor Terex PDFMarco Guachun100% (1)
- Fox JetDocument125 pagesFox JetLuiz GustavoNo ratings yet
- Densimetric TableDocument6 pagesDensimetric TablexzarrandikoNo ratings yet
- Design Procedure of A Push Pull Current-Fed DC-DCDocument8 pagesDesign Procedure of A Push Pull Current-Fed DC-DCIhya UlumuddinNo ratings yet
- Parts of System Unit 2Document49 pagesParts of System Unit 2Kel BloxNo ratings yet
- Besbi sc125Document188 pagesBesbi sc125CARLOS GONZALEZNo ratings yet