Download as pdf or txt
You might also like
- Fundamentals of Vehicle Dynamics by Thomas D GillespieDocument99 pagesFundamentals of Vehicle Dynamics by Thomas D GillespieYogesh Chandrawanshi0% (1)
- Learn To Weld - Beginning MIG Welding and Metal Fabrication Basics (PDFDrive)Document362 pagesLearn To Weld - Beginning MIG Welding and Metal Fabrication Basics (PDFDrive)Jeļena Krētaine100% (2)
- Unit2 2 180616044304Document41 pagesUnit2 2 180616044304swapnil pandeNo ratings yet
- YoucanDocument31 pagesYoucanananda narayananNo ratings yet
- Module-1: Electric Welding byDocument17 pagesModule-1: Electric Welding byveena bhatNo ratings yet
- Manufacturing Technology: Unit - IDocument20 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- Edm NotesDocument98 pagesEdm NotesDeepankumar AthiyannanNo ratings yet
- Resistance Welding: Anil Kr. Garikapati Asst. Prof. DbsitDocument22 pagesResistance Welding: Anil Kr. Garikapati Asst. Prof. DbsitAnil Kumar GarikapatiNo ratings yet
- Ele Ctric Dis Cha Rge Ma ChiningDocument48 pagesEle Ctric Dis Cha Rge Ma ChiningfarizanNo ratings yet
- WELDINGDocument94 pagesWELDINGharshaNo ratings yet
- HV Circuit BreakersDocument135 pagesHV Circuit BreakerskjushnNo ratings yet
- Manual Metal Arc WeldingDocument35 pagesManual Metal Arc Weldingperlan1234No ratings yet
- Manufacturing Technology: Unit - IDocument12 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- MF F222 Joining ProcessesDocument104 pagesMF F222 Joining ProcessesKislay TiwaryNo ratings yet
- Submerged & Plasma Arc WeldingDocument16 pagesSubmerged & Plasma Arc WeldingVenkat KrishnaNo ratings yet
- EDMDocument36 pagesEDMshifas 558No ratings yet
- Module 4Document75 pagesModule 4subir dattaNo ratings yet
- HERFDocument6 pagesHERFRupesh TiwariNo ratings yet
- Manufacturing Processes (ME 361) - Lecture 16: Instructor: Shantanu BhattacharyaDocument33 pagesManufacturing Processes (ME 361) - Lecture 16: Instructor: Shantanu BhattacharyaSahil SundaNo ratings yet
- Electron Beam MachineDocument23 pagesElectron Beam MachineMQ ZerooNo ratings yet
- Welding SGDocument76 pagesWelding SGPrasoon ChaturvediNo ratings yet
- Advanced MFG ProcessesDocument26 pagesAdvanced MFG Processesmann20No ratings yet
- Different Types of WeldingDocument4 pagesDifferent Types of WeldingSALOOP T SNo ratings yet
- Advanced Machining Processes - Module 3 Part 1Document33 pagesAdvanced Machining Processes - Module 3 Part 1Kenneth C.LinojNo ratings yet
- 3-2 Spot WeldingDocument29 pages3-2 Spot WeldingNaram AppannaNo ratings yet
- EediDocument8 pagesEedipothirajNo ratings yet
- Arc WeldingDocument73 pagesArc WeldingAzaad MaverickNo ratings yet
- HERFDocument11 pagesHERFflyingz2810No ratings yet
- What Is EDM?: Non-Traditional Machining ProcessDocument19 pagesWhat Is EDM?: Non-Traditional Machining ProcessAlankrit SrivastavaNo ratings yet
- Arc Welding1Document92 pagesArc Welding1Kavipriyan KaviNo ratings yet
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocument11 pagesArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadNo ratings yet
- MODULE6Document52 pagesMODULE6anvay.shirsatNo ratings yet
- Manufacturing Processes (ME 361) Lecture-17: Instructor: Shantanu BhattacharyaDocument21 pagesManufacturing Processes (ME 361) Lecture-17: Instructor: Shantanu BhattacharyaSahil SundaNo ratings yet
- Bimetallic Welding, Ecm and EdmDocument6 pagesBimetallic Welding, Ecm and EdmShivan NaikNo ratings yet
- Chapter 5 Electrical Discharge Machining EDMDocument46 pagesChapter 5 Electrical Discharge Machining EDMsiva boyNo ratings yet
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- Lec 13 Unit 3 Arc Welding - HAFDocument23 pagesLec 13 Unit 3 Arc Welding - HAFZakyNo ratings yet
- Resistance Welding ProcessesDocument63 pagesResistance Welding ProcessesJay DaveNo ratings yet
- Welding ProcessDocument25 pagesWelding ProcessMayankNo ratings yet
- Admp 6th SemDocument262 pagesAdmp 6th SemmishtisonuNo ratings yet
- Welding ProcessDocument81 pagesWelding ProcessTsegayNo ratings yet
- EDMDocument60 pagesEDMHarjot SinghNo ratings yet
- Advanced Welding Process and Inspection: Q Α I R t Q= k I RtDocument22 pagesAdvanced Welding Process and Inspection: Q Α I R t Q= k I RtDarshan SNo ratings yet
- Plasma CuttingDocument229 pagesPlasma CuttingTilak MoundekarNo ratings yet
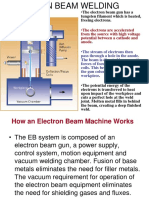
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADocument13 pagesTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriNo ratings yet
- F Arcwelding 131118222251 Phpapp02Document42 pagesF Arcwelding 131118222251 Phpapp02hassan aliNo ratings yet
- Welding of MetalsDocument21 pagesWelding of MetalsmangalamtestingbureaNo ratings yet
- Arc WeldingDocument40 pagesArc Welding20G062 NALVETHA BNo ratings yet
- Welding: Asif Hussain Assistant Professor UMT Lahore PakistanDocument20 pagesWelding: Asif Hussain Assistant Professor UMT Lahore PakistanNawaz RafiqueNo ratings yet
- Electrical Discharge MachiningDocument4 pagesElectrical Discharge MachiningBijoy BalakrishnanNo ratings yet
- MMFM Unit 3 - EBMDocument4 pagesMMFM Unit 3 - EBMadhav1avi0804No ratings yet
- Electrochemical Machining: Dr. P KuppanDocument35 pagesElectrochemical Machining: Dr. P KuppanMandar ChikateNo ratings yet
- UMP Unit IIDocument152 pagesUMP Unit IISadhasivam CNo ratings yet
- Resistance WeldingDocument7 pagesResistance WeldingCristian GonzálezNo ratings yet
- Non-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningDocument24 pagesNon-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningSatish SatiNo ratings yet
- Module 3 Class 1Document9 pagesModule 3 Class 1Nikhil SekharanNo ratings yet
- BPS Assignment Presentation V2Document29 pagesBPS Assignment Presentation V2Yufan DingNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- 15CH206L Lab ManualDocument51 pages15CH206L Lab ManualNandakumarNo ratings yet
- Wind Energy - Sources and PotentialsDocument9 pagesWind Energy - Sources and PotentialsNandakumarNo ratings yet
- Viscosity: Dynamic Viscosity Kinematic ViscosityDocument21 pagesViscosity: Dynamic Viscosity Kinematic ViscosityNandakumarNo ratings yet
- Uniti-: Oro551-Renewable Energy Sources Question BankDocument7 pagesUniti-: Oro551-Renewable Energy Sources Question BankNandakumarNo ratings yet
- Solar Energy StorageDocument13 pagesSolar Energy StorageNandakumarNo ratings yet
- Anaerobic/aerobic Digestion: Purpose and OutcomeDocument9 pagesAnaerobic/aerobic Digestion: Purpose and OutcomeNandakumarNo ratings yet
- Types of Biogas DigestersDocument14 pagesTypes of Biogas DigestersNandakumarNo ratings yet
- Gas Yield: SLIDE1/19 Snsce/ Eee/ Res/ Unit-4/ P.SangeethaDocument10 pagesGas Yield: SLIDE1/19 Snsce/ Eee/ Res/ Unit-4/ P.SangeethaNandakumarNo ratings yet
- Combustion Characteristics of Bio-Gas: Purpose and OutcomeDocument5 pagesCombustion Characteristics of Bio-Gas: Purpose and OutcomeNandakumarNo ratings yet
- Biomass Principles of Bio Conversion: SLIDE 1/29 Snsce/Eee/Res/Unit-4/P.SangeethaDocument15 pagesBiomass Principles of Bio Conversion: SLIDE 1/29 Snsce/Eee/Res/Unit-4/P.SangeethaNandakumarNo ratings yet
- Performance Characteristics, Betz Criteria: SLIDE 1/8 Snsce/Eee/Res/ Unit-4/P.SangeethaDocument4 pagesPerformance Characteristics, Betz Criteria: SLIDE 1/8 Snsce/Eee/Res/ Unit-4/P.SangeethaNandakumarNo ratings yet
- Renewable Energy SourcesDocument8 pagesRenewable Energy SourcesNandakumarNo ratings yet
- Ce 8394 Fmm.Document45 pagesCe 8394 Fmm.NandakumarNo ratings yet
- Uniti-: Oro551-Renewable Energy Sources Question Bank Principles of Solar RadiationDocument7 pagesUniti-: Oro551-Renewable Energy Sources Question Bank Principles of Solar RadiationNandakumarNo ratings yet
- First Order Systems and Their Responses PDFDocument27 pagesFirst Order Systems and Their Responses PDFNandakumarNo ratings yet
- Unit 1Document69 pagesUnit 1NandakumarNo ratings yet
- The Thompson Mill 1964Document4 pagesThe Thompson Mill 1964rolandoh1No ratings yet
- QCMG - PPSM Copper Cathode Initial Offer Letter L July 19 2020Document3 pagesQCMG - PPSM Copper Cathode Initial Offer Letter L July 19 2020Dr M R aggarwaalNo ratings yet
- CMKS-L: Industry Standard ApplicatorDocument31 pagesCMKS-L: Industry Standard ApplicatorTrần Long VũNo ratings yet
- For For: Specification FillerDocument31 pagesFor For: Specification Fillermr0% (1)
- TMC 4102 Class NotesDocument42 pagesTMC 4102 Class NotesJpricarioNo ratings yet
- AVK Hydrant Kite Mark Certificate KM53897Document2 pagesAVK Hydrant Kite Mark Certificate KM53897muthuvelaa100% (1)
- Ag 34 SNDocument1 pageAg 34 SNkmNo ratings yet
- Innovative Value Engineering Wiring Solutions:: Institute of Integrated Electrical EngineersDocument85 pagesInnovative Value Engineering Wiring Solutions:: Institute of Integrated Electrical EngineersMiguel CuisiaNo ratings yet
- Uk - Installer Connection ChapterDocument67 pagesUk - Installer Connection ChapterAlex DedalusNo ratings yet
- Smelter and Refiner ListDocument10 pagesSmelter and Refiner Listloma gNo ratings yet
- 2.8th June-GP Aluminium Formwork Refurbishment in Chennai, Aluminium Form Work Company in GurugramDocument2 pages2.8th June-GP Aluminium Formwork Refurbishment in Chennai, Aluminium Form Work Company in GurugramgaNo ratings yet
- Project Feasibility ReportDocument17 pagesProject Feasibility Reportpushprajsn39620% (1)
- Catalogo Total 28-04-2021CCDocument616 pagesCatalogo Total 28-04-2021CCWilly ChoqueNo ratings yet
- Indian Standard: Specification FOR Metal Chairs For Office PurposesDocument10 pagesIndian Standard: Specification FOR Metal Chairs For Office PurposesPramukh Test houseNo ratings yet
- Machine Shop Theory: Classification, Applications and Operations of MachinesDocument5 pagesMachine Shop Theory: Classification, Applications and Operations of MachinesIsmaeli KielNo ratings yet
- LME Monthly Average PricesDocument4 pagesLME Monthly Average PricesParade SitumorangNo ratings yet
- BBN - Hot Forged Bolts - Machined Parts Main CatalogueDocument31 pagesBBN - Hot Forged Bolts - Machined Parts Main CatalogueKapil Enterprises BigboltnutNo ratings yet
- New Brosur Beva Chainlink 2020 CompressedDocument12 pagesNew Brosur Beva Chainlink 2020 Compressedrani wulansariNo ratings yet
- Eng CD 163081 Ba2Document1 pageEng CD 163081 Ba2ZorbanfrNo ratings yet
- Jacobo Z. Gonzales Memorial School of Arts and TradesDocument37 pagesJacobo Z. Gonzales Memorial School of Arts and TradesDivina PascualNo ratings yet
- Aluminium Curtain WalDocument28 pagesAluminium Curtain WaljatinNo ratings yet
- 309L-16 Stainless Steel Covered Electrode: Technical Specification SheetDocument2 pages309L-16 Stainless Steel Covered Electrode: Technical Specification SheetekaciptaNo ratings yet
- Is 205Document12 pagesIs 205inder palNo ratings yet
- Direct Nickel Test Plant Program 2013 in ReviewDocument40 pagesDirect Nickel Test Plant Program 2013 in ReviewklshfyusbdfkNo ratings yet
- TLE-IA 6 Summ. Test No 1-q4Document2 pagesTLE-IA 6 Summ. Test No 1-q4janelyn acuinNo ratings yet
- Data Table For Grades Special Alloy 50MnDocument3 pagesData Table For Grades Special Alloy 50MnHoLinhNo ratings yet
- F4632 - SRI - Catalogue 2019 - OP - Low Res 53Document1 pageF4632 - SRI - Catalogue 2019 - OP - Low Res 53Nedal AliNo ratings yet
- 16050-Basic Electrical Materials and MethodsDocument13 pages16050-Basic Electrical Materials and MethodsNATHANNo ratings yet
- Different Types of Construction Tools and EquipmentDocument2 pagesDifferent Types of Construction Tools and EquipmentKayla ManguladNo ratings yet