
Optimisation of Media and Cultivation Condition L. Casei
Optimisation of Media and Cultivation Condition L. Casei
You might also like
- Soriano Perez2011 PDFDocument5 pagesSoriano Perez2011 PDFtienmNo ratings yet
- Pilot-Scale Lactic Acid Production Via Batch Culturing of Lactobacillus Sp. RKY2 Using Corn Steep Liquor As A Nitrogen SourceDocument6 pagesPilot-Scale Lactic Acid Production Via Batch Culturing of Lactobacillus Sp. RKY2 Using Corn Steep Liquor As A Nitrogen SourcekopisusumantapNo ratings yet
- Omay 2012Document8 pagesOmay 201215041168No ratings yet
- Fermentation and Recovery of L-Glutamic - Acid - FromDocument8 pagesFermentation and Recovery of L-Glutamic - Acid - FromPrachi BhoirNo ratings yet
- Using Banana To Generate Lactic Acid Through Batch Process FermentationDocument6 pagesUsing Banana To Generate Lactic Acid Through Batch Process FermentationBarbara Catalina Gomez PerezNo ratings yet
- Acido LacticoDocument9 pagesAcido LacticoJuan Victor ChampeNo ratings yet
- Production of L (+) Lactic Acid Using Lactobacillus Casei From WheyDocument8 pagesProduction of L (+) Lactic Acid Using Lactobacillus Casei From WheyVicky MendozaNo ratings yet
- Hwa 2012Document3 pagesHwa 2012Claudia GarcíaNo ratings yet
- 1 1 17.1 PDFDocument4 pages1 1 17.1 PDFCamila CobosNo ratings yet
- A Fibrous Bed BioreactorDocument7 pagesA Fibrous Bed BioreactorYoel Alfonso AcostaNo ratings yet
- Fermentation ProcessDocument6 pagesFermentation ProcessNial HoerunNo ratings yet
- Pleissner 2016Document7 pagesPleissner 2016Gebby FebriliaNo ratings yet
- Artículo Ácido LacticoDocument7 pagesArtículo Ácido LacticoXavier Castro CentenoNo ratings yet
- Ding2006 - L. CaseiDocument4 pagesDing2006 - L. CaseiMathilda PasaribuNo ratings yet
- The PH Effect On Lactose Uptake Rate by Kefir Cells, During Whey FermentationDocument3 pagesThe PH Effect On Lactose Uptake Rate by Kefir Cells, During Whey FermentationIoannis KapageridisNo ratings yet
- Ha 2003Document7 pagesHa 2003Barbara Catalina Gomez PerezNo ratings yet
- Fermentación BatchDocument8 pagesFermentación BatchJennifer A. PatiñoNo ratings yet
- Kinetic Simple GoodDocument11 pagesKinetic Simple GoodReza MahoorNo ratings yet
- 95428-Article Text-246569-1-10-20131017Document7 pages95428-Article Text-246569-1-10-20131017احمد الدلالNo ratings yet
- Enhanced Lactic Acid Production From Carob Extract by Lactobacillus Casei Using Invertase Pretreatment PDFDocument12 pagesEnhanced Lactic Acid Production From Carob Extract by Lactobacillus Casei Using Invertase Pretreatment PDFRafael RubioNo ratings yet
- Liu 2015Document8 pagesLiu 2015Renata CamilaNo ratings yet
- Molasses 14Document11 pagesMolasses 14Tabish AliNo ratings yet
- Brazilian Journal of MicrobiologyDocument7 pagesBrazilian Journal of MicrobiologyHimaniNo ratings yet
- Biosynthesis of Protease From Lactobacillus Paracasei: Kinetic Analysis of Fermentation ParametersDocument5 pagesBiosynthesis of Protease From Lactobacillus Paracasei: Kinetic Analysis of Fermentation ParametersGovGovsNo ratings yet
- 10 1007@s002530051232 PDFDocument9 pages10 1007@s002530051232 PDFBarbara Catalina Gomez PerezNo ratings yet
- Production of Poly (3-Hydroxybutyrate) by Fed-Batch Culture of Recombinant Escherichia Coli With A Highly Concentrated Whey SolutionDocument4 pagesProduction of Poly (3-Hydroxybutyrate) by Fed-Batch Culture of Recombinant Escherichia Coli With A Highly Concentrated Whey Solutionapi-3743140No ratings yet
- ABAB 2006 SeparationDocument13 pagesABAB 2006 SeparationJulieth Cardona C.No ratings yet
- Solid and Liquid Pineapple Waste Utilization For Lactic Acid Fermentation USING Lactobacillus DelbrueckiiDocument3 pagesSolid and Liquid Pineapple Waste Utilization For Lactic Acid Fermentation USING Lactobacillus Delbrueckiipatrica_23velezNo ratings yet
- Integrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant GrassDocument8 pagesIntegrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant Grassluana.rochaNo ratings yet
- The Use of Response Surface Methodology in Optimization of Lactic Acid Production: Focus On Medium Supplementation, Temperature and PH ControlDocument7 pagesThe Use of Response Surface Methodology in Optimization of Lactic Acid Production: Focus On Medium Supplementation, Temperature and PH ControlMarlon Bundalian CantalNo ratings yet
- Proponoic AcidDocument7 pagesProponoic AcidAnonymous SUbBZzNo ratings yet
- Temp-Lactic AcidDocument7 pagesTemp-Lactic AcidvishnukumarsharmaNo ratings yet
- Succinic Acid 3Document6 pagesSuccinic Acid 3mafechuNo ratings yet
- Clostridium Saccharobutylicum DSM 13864 Using Gelatinised Sago Starch As ADocument9 pagesClostridium Saccharobutylicum DSM 13864 Using Gelatinised Sago Starch As AputrianneNo ratings yet
- Full FactorialDocument7 pagesFull FactorialPetar ĐurđićNo ratings yet
- Acid Hydrolysis of Sugarcane Bagasse For Lactic Acid ProductionDocument8 pagesAcid Hydrolysis of Sugarcane Bagasse For Lactic Acid ProductionAndressaGonçalvesNo ratings yet
- Beet Sugar Bioethanol FermentationDocument12 pagesBeet Sugar Bioethanol FermentationDavidNo ratings yet
- Produccion de Acido Lactico A Partir de Suero de LDocument7 pagesProduccion de Acido Lactico A Partir de Suero de LJulieta AhumadaNo ratings yet
- Rhodosporidium Toruloides Y4 in Fed-Batch Culture: High-Density Cultivation of Oleaginous YeastDocument6 pagesRhodosporidium Toruloides Y4 in Fed-Batch Culture: High-Density Cultivation of Oleaginous YeastAnderlone SidabutarNo ratings yet
- Modeling of Growth and Laccase Production by Pycnoporus SanguineusDocument11 pagesModeling of Growth and Laccase Production by Pycnoporus Sanguineusvivek20072008No ratings yet
- Physiological and Microbiological Studies On Production of Alkaline Protease From Locally Isolated Bacillus SubtilisDocument11 pagesPhysiological and Microbiological Studies On Production of Alkaline Protease From Locally Isolated Bacillus SubtilisLaorenciaNo ratings yet
- Im 2009Document8 pagesIm 2009Jesus C. MendozaNo ratings yet
- Biocatalysis and Agricultural Biotechnology: SciencedirectDocument8 pagesBiocatalysis and Agricultural Biotechnology: SciencedirectAyush SinghNo ratings yet
- 13 67 Lipase DOtensionDocument7 pages13 67 Lipase DOtensionNena Och Exha Part IINo ratings yet
- Ajol File Journals - 82 - Articles - 77989 - Submission - Proof - 77989 973 181056 1 10 20120619Document10 pagesAjol File Journals - 82 - Articles - 77989 - Submission - Proof - 77989 973 181056 1 10 20120619rjeesNo ratings yet
- Acid Hydrolysis of Sugarcane Bagasse For Lactic Acid ProductionDocument8 pagesAcid Hydrolysis of Sugarcane Bagasse For Lactic Acid Productiondh2vuihocNo ratings yet
- Repeated PH-stat Fed-Batch Fermentation For RhamnolipidDocument9 pagesRepeated PH-stat Fed-Batch Fermentation For Rhamnolipidsidikmar1425No ratings yet
- A Novel Application of Solid State Culture Production of Lipases byDocument5 pagesA Novel Application of Solid State Culture Production of Lipases byasep muhamadNo ratings yet
- Lactic Acid Production Using Lactic Acid Bacteria Under Optimized ConditionsDocument6 pagesLactic Acid Production Using Lactic Acid Bacteria Under Optimized ConditionsHanan HusseiniNo ratings yet
- Study of Some Physicochemical and Functional Properties of Quinoa (Chenopodium Quinoa Willd) Protein IsolatesDocument6 pagesStudy of Some Physicochemical and Functional Properties of Quinoa (Chenopodium Quinoa Willd) Protein IsolatesHoracio GorosteguiNo ratings yet
- Bioresource Technology: Zhen Liu, Cuiqing Ma, Chao Gao, Ping XuDocument4 pagesBioresource Technology: Zhen Liu, Cuiqing Ma, Chao Gao, Ping XuAline HunoNo ratings yet
- Full TextDocument9 pagesFull Text5152251No ratings yet
- ViewFreeArticle PDFDocument5 pagesViewFreeArticle PDFMaria Alyssa EdañoNo ratings yet
- Repeated Fed-Batch Lactic Acid Production in A Packed Bed-Stirred Fermentor System Using A PH Feedback Feeding MethodDocument7 pagesRepeated Fed-Batch Lactic Acid Production in A Packed Bed-Stirred Fermentor System Using A PH Feedback Feeding MethodBeeviFathimaNo ratings yet
- Production of Lactic Acid From Starchy-Based Food SubstratesDocument9 pagesProduction of Lactic Acid From Starchy-Based Food SubstratesYoali HdezNo ratings yet
- Appl. Environ. Microbiol. 2008 Dumbrepatil 333 5Document3 pagesAppl. Environ. Microbiol. 2008 Dumbrepatil 333 5DHENADANo ratings yet
- Factors Regulating Production of Glucose Oxidase by Aspergillus NigerDocument5 pagesFactors Regulating Production of Glucose Oxidase by Aspergillus NigerI. Murali KrishnaNo ratings yet
- Deng Et Al.. 2003. Characteristics of A Bioflocculant Produced by Bacillus Mucilaginosus and Its Use in Starch Wastewater TreatmentDocument6 pagesDeng Et Al.. 2003. Characteristics of A Bioflocculant Produced by Bacillus Mucilaginosus and Its Use in Starch Wastewater TreatmentAzb 711No ratings yet
- Starter Cultures in Food ProductionFrom EverandStarter Cultures in Food ProductionBarbara SperanzaNo ratings yet
- Alan Bloggs BE: Personal ProfileDocument2 pagesAlan Bloggs BE: Personal ProfileMathilda PasaribuNo ratings yet
- Hydrophile-Lipophile Balance and Solubility Parameter of Cationic SurfactantsDocument6 pagesHydrophile-Lipophile Balance and Solubility Parameter of Cationic SurfactantsMathilda PasaribuNo ratings yet
- SNI - AC Dari JengkolDocument8 pagesSNI - AC Dari JengkolMathilda PasaribuNo ratings yet
- Human Resources ResumeDocument1 pageHuman Resources ResumeMathilda PasaribuNo ratings yet
- Polymer: Changgang Xu, Xuegang Luo, Xiaoyan Lin, Xiurong Zhuo, Lili LiangDocument8 pagesPolymer: Changgang Xu, Xuegang Luo, Xiaoyan Lin, Xiurong Zhuo, Lili LiangMathilda PasaribuNo ratings yet
- Givry 2007Document8 pagesGivry 2007Mathilda PasaribuNo ratings yet
- Design of Batch ProcessesDocument19 pagesDesign of Batch ProcessesMathilda PasaribuNo ratings yet
- Harga SorgumDocument16 pagesHarga SorgumMathilda PasaribuNo ratings yet
- World Class Professor WorkshopDocument2 pagesWorld Class Professor WorkshopMathilda PasaribuNo ratings yet
- 1575-Article Text-4100-1-10-20191202Document7 pages1575-Article Text-4100-1-10-20191202Mathilda PasaribuNo ratings yet
- Unilever Future Leaders' League 2020 - Wall's (Entry Round)Document6 pagesUnilever Future Leaders' League 2020 - Wall's (Entry Round)Mathilda PasaribuNo ratings yet
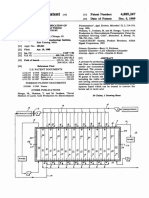
- US4885247 ElectrodialysisDocument8 pagesUS4885247 ElectrodialysisMathilda PasaribuNo ratings yet
- Critical Reviews in Environmental Science and TechnologyDocument40 pagesCritical Reviews in Environmental Science and TechnologyMathilda PasaribuNo ratings yet
- US20160280908A1Document20 pagesUS20160280908A1Mathilda PasaribuNo ratings yet
- Ding2006 - L. CaseiDocument4 pagesDing2006 - L. CaseiMathilda PasaribuNo ratings yet
- Reversible Kinetics and Thermodynamics of The Homopolymerization of - Lactide With 2-Ethylhexanoic Acid Tin (II) SaltDocument11 pagesReversible Kinetics and Thermodynamics of The Homopolymerization of - Lactide With 2-Ethylhexanoic Acid Tin (II) SaltMathilda PasaribuNo ratings yet
- Production of Lactic Acid On Liquid Distillery Stillage Proizvodnja Mlečne Kiseline Na Tečnoj Destilerijskoj DžibriDocument5 pagesProduction of Lactic Acid On Liquid Distillery Stillage Proizvodnja Mlečne Kiseline Na Tečnoj Destilerijskoj DžibriMathilda PasaribuNo ratings yet
- Biotechnological Production of Lactic Acid and ItsDocument11 pagesBiotechnological Production of Lactic Acid and ItsMathilda PasaribuNo ratings yet
- US6472559 Lactic Acid CargillDocument14 pagesUS6472559 Lactic Acid CargillMathilda PasaribuNo ratings yet
- Permanent Waving: Process of Chemically Re-Forming Straight Hair To Curly HairDocument5 pagesPermanent Waving: Process of Chemically Re-Forming Straight Hair To Curly HairKrista McBrideNo ratings yet
- Machined Seals: Product RangeDocument43 pagesMachined Seals: Product RangeAnonymous r3MoX2ZMTNo ratings yet
- Find Sino Lion 中狮化学 for Personal Care & Cosmetics Applications, Search Data Sheets, SDS and Request Samples - ProspectorDocument17 pagesFind Sino Lion 中狮化学 for Personal Care & Cosmetics Applications, Search Data Sheets, SDS and Request Samples - Prospectorkh.srm.ukNo ratings yet
- Unit 2 - Introduction To BiochemistryDocument8 pagesUnit 2 - Introduction To BiochemistryWinrich Louise M. MontanoNo ratings yet
- Catalogo IncreteDocument46 pagesCatalogo IncreteCITLALLI MACIAS (TALLER CMARQ)No ratings yet
- 1093 MB File 7beb6Document3 pages1093 MB File 7beb6Socorro EsparzaNo ratings yet
- Silicone & Gel LinersDocument2 pagesSilicone & Gel LinersBilalNo ratings yet
- REVIEWER Science Grade 10Document3 pagesREVIEWER Science Grade 10Athrun Kyle SisonNo ratings yet
- Ammonium Chloride: Product InformationDocument2 pagesAmmonium Chloride: Product InformationusamaNo ratings yet
- General Biology 1 Quarter 2 WEEK 1 Module 1aDocument14 pagesGeneral Biology 1 Quarter 2 WEEK 1 Module 1aJohn Brylle UrsuaNo ratings yet
- 2017foam Mat Drying Technology A ReviewDocument14 pages2017foam Mat Drying Technology A ReviewDimas DwisardiNo ratings yet
- Chelate EffectDocument6 pagesChelate EffectRAM KUMARNo ratings yet
- Wpt-2 AssingmentDocument21 pagesWpt-2 AssingmentNakib Ibna BasharNo ratings yet
- M3 BIO111 Assignment2Document5 pagesM3 BIO111 Assignment2Kyle DunnNo ratings yet
- Chemistry: Section - IDocument11 pagesChemistry: Section - ISailendra Narayan SahuNo ratings yet
- Unit 1 AnpcDocument56 pagesUnit 1 AnpcMayank TamboliNo ratings yet
- Cosmetic Hair Dyeing Agents: Yick-Vic Chemicals & Pharmaceuticals (HK) LTDDocument11 pagesCosmetic Hair Dyeing Agents: Yick-Vic Chemicals & Pharmaceuticals (HK) LTDolabi abdullahNo ratings yet
- Ethanoyl Chloride Propanoyl Chloride: Chapter 19: Carboxylic Acid Derivatives 19.5 Acyl Chloride 1. Iupac NamingDocument7 pagesEthanoyl Chloride Propanoyl Chloride: Chapter 19: Carboxylic Acid Derivatives 19.5 Acyl Chloride 1. Iupac NamingsumathiNo ratings yet
- Laboratory Worksheet 2 Buffers and Buffer CapacityDocument3 pagesLaboratory Worksheet 2 Buffers and Buffer CapacityRALPH EDELWEISS GAPASINNo ratings yet
- Tpa Production Spray Greener ProcessDocument13 pagesTpa Production Spray Greener ProcessLora Trismigo PNo ratings yet
- Mutation & Its TypesDocument52 pagesMutation & Its TypesSunita Sangwan100% (1)
- Amino Acids, Peptides, and ProteinsDocument100 pagesAmino Acids, Peptides, and ProteinsWest Kristian Paraiso100% (1)
- 2. 產品簡介20231107Document45 pages2. 產品簡介20231107ermsamchangNo ratings yet
- Semana1 P1 Alumno-2023-IDocument14 pagesSemana1 P1 Alumno-2023-IKeevin baldwin Valdez osorioNo ratings yet
- Early Developments in Petroleum Geochemistry: John M. Hunt, R. Paul Philp, Keith A. KvenvoldenDocument28 pagesEarly Developments in Petroleum Geochemistry: John M. Hunt, R. Paul Philp, Keith A. KvenvoldenBASSEY BASSEYNo ratings yet
- Science Class 10 Life Processes 1 NutritionDocument9 pagesScience Class 10 Life Processes 1 Nutritionparthyadav3012No ratings yet
- D2235-04 (2011) Standard Specification For Solvent Cement For Acrylonitrile-Butadiene-Styrene (ABS) Plastic Pipe and FittingsDocument5 pagesD2235-04 (2011) Standard Specification For Solvent Cement For Acrylonitrile-Butadiene-Styrene (ABS) Plastic Pipe and FittingsA MusaverNo ratings yet
- A Redox Reactions or Not) ANS Smyu53Document2 pagesA Redox Reactions or Not) ANS Smyu53ams13slaysNo ratings yet
- Laboratory WaxesDocument9 pagesLaboratory Waxeskuzzz45No ratings yet
- BP301 (T) Pharmaceutical Organic chemistry-II Unit-Iv: PolynuclearhydrocarbonsDocument27 pagesBP301 (T) Pharmaceutical Organic chemistry-II Unit-Iv: PolynuclearhydrocarbonsSUBHASISH DASHNo ratings yet










































































































Download as pdf or txt
You might also like
- Soriano Perez2011 PDFDocument5 pagesSoriano Perez2011 PDFtienmNo ratings yet
- Pilot-Scale Lactic Acid Production Via Batch Culturing of Lactobacillus Sp. RKY2 Using Corn Steep Liquor As A Nitrogen SourceDocument6 pagesPilot-Scale Lactic Acid Production Via Batch Culturing of Lactobacillus Sp. RKY2 Using Corn Steep Liquor As A Nitrogen SourcekopisusumantapNo ratings yet
- Omay 2012Document8 pagesOmay 201215041168No ratings yet
- Fermentation and Recovery of L-Glutamic - Acid - FromDocument8 pagesFermentation and Recovery of L-Glutamic - Acid - FromPrachi BhoirNo ratings yet
- Using Banana To Generate Lactic Acid Through Batch Process FermentationDocument6 pagesUsing Banana To Generate Lactic Acid Through Batch Process FermentationBarbara Catalina Gomez PerezNo ratings yet
- Acido LacticoDocument9 pagesAcido LacticoJuan Victor ChampeNo ratings yet
- Production of L (+) Lactic Acid Using Lactobacillus Casei From WheyDocument8 pagesProduction of L (+) Lactic Acid Using Lactobacillus Casei From WheyVicky MendozaNo ratings yet
- Hwa 2012Document3 pagesHwa 2012Claudia GarcíaNo ratings yet
- 1 1 17.1 PDFDocument4 pages1 1 17.1 PDFCamila CobosNo ratings yet
- A Fibrous Bed BioreactorDocument7 pagesA Fibrous Bed BioreactorYoel Alfonso AcostaNo ratings yet
- Fermentation ProcessDocument6 pagesFermentation ProcessNial HoerunNo ratings yet
- Pleissner 2016Document7 pagesPleissner 2016Gebby FebriliaNo ratings yet
- Artículo Ácido LacticoDocument7 pagesArtículo Ácido LacticoXavier Castro CentenoNo ratings yet
- Ding2006 - L. CaseiDocument4 pagesDing2006 - L. CaseiMathilda PasaribuNo ratings yet
- The PH Effect On Lactose Uptake Rate by Kefir Cells, During Whey FermentationDocument3 pagesThe PH Effect On Lactose Uptake Rate by Kefir Cells, During Whey FermentationIoannis KapageridisNo ratings yet
- Ha 2003Document7 pagesHa 2003Barbara Catalina Gomez PerezNo ratings yet
- Fermentación BatchDocument8 pagesFermentación BatchJennifer A. PatiñoNo ratings yet
- Kinetic Simple GoodDocument11 pagesKinetic Simple GoodReza MahoorNo ratings yet
- 95428-Article Text-246569-1-10-20131017Document7 pages95428-Article Text-246569-1-10-20131017احمد الدلالNo ratings yet
- Enhanced Lactic Acid Production From Carob Extract by Lactobacillus Casei Using Invertase Pretreatment PDFDocument12 pagesEnhanced Lactic Acid Production From Carob Extract by Lactobacillus Casei Using Invertase Pretreatment PDFRafael RubioNo ratings yet
- Liu 2015Document8 pagesLiu 2015Renata CamilaNo ratings yet
- Molasses 14Document11 pagesMolasses 14Tabish AliNo ratings yet
- Brazilian Journal of MicrobiologyDocument7 pagesBrazilian Journal of MicrobiologyHimaniNo ratings yet
- Biosynthesis of Protease From Lactobacillus Paracasei: Kinetic Analysis of Fermentation ParametersDocument5 pagesBiosynthesis of Protease From Lactobacillus Paracasei: Kinetic Analysis of Fermentation ParametersGovGovsNo ratings yet
- 10 1007@s002530051232 PDFDocument9 pages10 1007@s002530051232 PDFBarbara Catalina Gomez PerezNo ratings yet
- Production of Poly (3-Hydroxybutyrate) by Fed-Batch Culture of Recombinant Escherichia Coli With A Highly Concentrated Whey SolutionDocument4 pagesProduction of Poly (3-Hydroxybutyrate) by Fed-Batch Culture of Recombinant Escherichia Coli With A Highly Concentrated Whey Solutionapi-3743140No ratings yet
- ABAB 2006 SeparationDocument13 pagesABAB 2006 SeparationJulieth Cardona C.No ratings yet
- Solid and Liquid Pineapple Waste Utilization For Lactic Acid Fermentation USING Lactobacillus DelbrueckiiDocument3 pagesSolid and Liquid Pineapple Waste Utilization For Lactic Acid Fermentation USING Lactobacillus Delbrueckiipatrica_23velezNo ratings yet
- Integrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant GrassDocument8 pagesIntegrated Production of Second Generation Ethanol and Lactic Acid From Steam-Exploded Elephant Grassluana.rochaNo ratings yet
- The Use of Response Surface Methodology in Optimization of Lactic Acid Production: Focus On Medium Supplementation, Temperature and PH ControlDocument7 pagesThe Use of Response Surface Methodology in Optimization of Lactic Acid Production: Focus On Medium Supplementation, Temperature and PH ControlMarlon Bundalian CantalNo ratings yet
- Proponoic AcidDocument7 pagesProponoic AcidAnonymous SUbBZzNo ratings yet
- Temp-Lactic AcidDocument7 pagesTemp-Lactic AcidvishnukumarsharmaNo ratings yet
- Succinic Acid 3Document6 pagesSuccinic Acid 3mafechuNo ratings yet
- Clostridium Saccharobutylicum DSM 13864 Using Gelatinised Sago Starch As ADocument9 pagesClostridium Saccharobutylicum DSM 13864 Using Gelatinised Sago Starch As AputrianneNo ratings yet
- Full FactorialDocument7 pagesFull FactorialPetar ĐurđićNo ratings yet
- Acid Hydrolysis of Sugarcane Bagasse For Lactic Acid ProductionDocument8 pagesAcid Hydrolysis of Sugarcane Bagasse For Lactic Acid ProductionAndressaGonçalvesNo ratings yet
- Beet Sugar Bioethanol FermentationDocument12 pagesBeet Sugar Bioethanol FermentationDavidNo ratings yet
- Produccion de Acido Lactico A Partir de Suero de LDocument7 pagesProduccion de Acido Lactico A Partir de Suero de LJulieta AhumadaNo ratings yet
- Rhodosporidium Toruloides Y4 in Fed-Batch Culture: High-Density Cultivation of Oleaginous YeastDocument6 pagesRhodosporidium Toruloides Y4 in Fed-Batch Culture: High-Density Cultivation of Oleaginous YeastAnderlone SidabutarNo ratings yet
- Modeling of Growth and Laccase Production by Pycnoporus SanguineusDocument11 pagesModeling of Growth and Laccase Production by Pycnoporus Sanguineusvivek20072008No ratings yet
- Physiological and Microbiological Studies On Production of Alkaline Protease From Locally Isolated Bacillus SubtilisDocument11 pagesPhysiological and Microbiological Studies On Production of Alkaline Protease From Locally Isolated Bacillus SubtilisLaorenciaNo ratings yet
- Im 2009Document8 pagesIm 2009Jesus C. MendozaNo ratings yet
- Biocatalysis and Agricultural Biotechnology: SciencedirectDocument8 pagesBiocatalysis and Agricultural Biotechnology: SciencedirectAyush SinghNo ratings yet
- 13 67 Lipase DOtensionDocument7 pages13 67 Lipase DOtensionNena Och Exha Part IINo ratings yet
- Ajol File Journals - 82 - Articles - 77989 - Submission - Proof - 77989 973 181056 1 10 20120619Document10 pagesAjol File Journals - 82 - Articles - 77989 - Submission - Proof - 77989 973 181056 1 10 20120619rjeesNo ratings yet
- Acid Hydrolysis of Sugarcane Bagasse For Lactic Acid ProductionDocument8 pagesAcid Hydrolysis of Sugarcane Bagasse For Lactic Acid Productiondh2vuihocNo ratings yet
- Repeated PH-stat Fed-Batch Fermentation For RhamnolipidDocument9 pagesRepeated PH-stat Fed-Batch Fermentation For Rhamnolipidsidikmar1425No ratings yet
- A Novel Application of Solid State Culture Production of Lipases byDocument5 pagesA Novel Application of Solid State Culture Production of Lipases byasep muhamadNo ratings yet
- Lactic Acid Production Using Lactic Acid Bacteria Under Optimized ConditionsDocument6 pagesLactic Acid Production Using Lactic Acid Bacteria Under Optimized ConditionsHanan HusseiniNo ratings yet
- Study of Some Physicochemical and Functional Properties of Quinoa (Chenopodium Quinoa Willd) Protein IsolatesDocument6 pagesStudy of Some Physicochemical and Functional Properties of Quinoa (Chenopodium Quinoa Willd) Protein IsolatesHoracio GorosteguiNo ratings yet
- Bioresource Technology: Zhen Liu, Cuiqing Ma, Chao Gao, Ping XuDocument4 pagesBioresource Technology: Zhen Liu, Cuiqing Ma, Chao Gao, Ping XuAline HunoNo ratings yet
- Full TextDocument9 pagesFull Text5152251No ratings yet
- ViewFreeArticle PDFDocument5 pagesViewFreeArticle PDFMaria Alyssa EdañoNo ratings yet
- Repeated Fed-Batch Lactic Acid Production in A Packed Bed-Stirred Fermentor System Using A PH Feedback Feeding MethodDocument7 pagesRepeated Fed-Batch Lactic Acid Production in A Packed Bed-Stirred Fermentor System Using A PH Feedback Feeding MethodBeeviFathimaNo ratings yet
- Production of Lactic Acid From Starchy-Based Food SubstratesDocument9 pagesProduction of Lactic Acid From Starchy-Based Food SubstratesYoali HdezNo ratings yet
- Appl. Environ. Microbiol. 2008 Dumbrepatil 333 5Document3 pagesAppl. Environ. Microbiol. 2008 Dumbrepatil 333 5DHENADANo ratings yet
- Factors Regulating Production of Glucose Oxidase by Aspergillus NigerDocument5 pagesFactors Regulating Production of Glucose Oxidase by Aspergillus NigerI. Murali KrishnaNo ratings yet
- Deng Et Al.. 2003. Characteristics of A Bioflocculant Produced by Bacillus Mucilaginosus and Its Use in Starch Wastewater TreatmentDocument6 pagesDeng Et Al.. 2003. Characteristics of A Bioflocculant Produced by Bacillus Mucilaginosus and Its Use in Starch Wastewater TreatmentAzb 711No ratings yet
- Starter Cultures in Food ProductionFrom EverandStarter Cultures in Food ProductionBarbara SperanzaNo ratings yet
- Alan Bloggs BE: Personal ProfileDocument2 pagesAlan Bloggs BE: Personal ProfileMathilda PasaribuNo ratings yet
- Hydrophile-Lipophile Balance and Solubility Parameter of Cationic SurfactantsDocument6 pagesHydrophile-Lipophile Balance and Solubility Parameter of Cationic SurfactantsMathilda PasaribuNo ratings yet
- SNI - AC Dari JengkolDocument8 pagesSNI - AC Dari JengkolMathilda PasaribuNo ratings yet
- Human Resources ResumeDocument1 pageHuman Resources ResumeMathilda PasaribuNo ratings yet
- Polymer: Changgang Xu, Xuegang Luo, Xiaoyan Lin, Xiurong Zhuo, Lili LiangDocument8 pagesPolymer: Changgang Xu, Xuegang Luo, Xiaoyan Lin, Xiurong Zhuo, Lili LiangMathilda PasaribuNo ratings yet
- Givry 2007Document8 pagesGivry 2007Mathilda PasaribuNo ratings yet
- Design of Batch ProcessesDocument19 pagesDesign of Batch ProcessesMathilda PasaribuNo ratings yet
- Harga SorgumDocument16 pagesHarga SorgumMathilda PasaribuNo ratings yet
- World Class Professor WorkshopDocument2 pagesWorld Class Professor WorkshopMathilda PasaribuNo ratings yet
- 1575-Article Text-4100-1-10-20191202Document7 pages1575-Article Text-4100-1-10-20191202Mathilda PasaribuNo ratings yet
- Unilever Future Leaders' League 2020 - Wall's (Entry Round)Document6 pagesUnilever Future Leaders' League 2020 - Wall's (Entry Round)Mathilda PasaribuNo ratings yet
- US4885247 ElectrodialysisDocument8 pagesUS4885247 ElectrodialysisMathilda PasaribuNo ratings yet
- Critical Reviews in Environmental Science and TechnologyDocument40 pagesCritical Reviews in Environmental Science and TechnologyMathilda PasaribuNo ratings yet
- US20160280908A1Document20 pagesUS20160280908A1Mathilda PasaribuNo ratings yet
- Ding2006 - L. CaseiDocument4 pagesDing2006 - L. CaseiMathilda PasaribuNo ratings yet
- Reversible Kinetics and Thermodynamics of The Homopolymerization of - Lactide With 2-Ethylhexanoic Acid Tin (II) SaltDocument11 pagesReversible Kinetics and Thermodynamics of The Homopolymerization of - Lactide With 2-Ethylhexanoic Acid Tin (II) SaltMathilda PasaribuNo ratings yet
- Production of Lactic Acid On Liquid Distillery Stillage Proizvodnja Mlečne Kiseline Na Tečnoj Destilerijskoj DžibriDocument5 pagesProduction of Lactic Acid On Liquid Distillery Stillage Proizvodnja Mlečne Kiseline Na Tečnoj Destilerijskoj DžibriMathilda PasaribuNo ratings yet
- Biotechnological Production of Lactic Acid and ItsDocument11 pagesBiotechnological Production of Lactic Acid and ItsMathilda PasaribuNo ratings yet
- US6472559 Lactic Acid CargillDocument14 pagesUS6472559 Lactic Acid CargillMathilda PasaribuNo ratings yet
- Permanent Waving: Process of Chemically Re-Forming Straight Hair To Curly HairDocument5 pagesPermanent Waving: Process of Chemically Re-Forming Straight Hair To Curly HairKrista McBrideNo ratings yet
- Machined Seals: Product RangeDocument43 pagesMachined Seals: Product RangeAnonymous r3MoX2ZMTNo ratings yet
- Find Sino Lion 中狮化学 for Personal Care & Cosmetics Applications, Search Data Sheets, SDS and Request Samples - ProspectorDocument17 pagesFind Sino Lion 中狮化学 for Personal Care & Cosmetics Applications, Search Data Sheets, SDS and Request Samples - Prospectorkh.srm.ukNo ratings yet
- Unit 2 - Introduction To BiochemistryDocument8 pagesUnit 2 - Introduction To BiochemistryWinrich Louise M. MontanoNo ratings yet
- Catalogo IncreteDocument46 pagesCatalogo IncreteCITLALLI MACIAS (TALLER CMARQ)No ratings yet
- 1093 MB File 7beb6Document3 pages1093 MB File 7beb6Socorro EsparzaNo ratings yet
- Silicone & Gel LinersDocument2 pagesSilicone & Gel LinersBilalNo ratings yet
- REVIEWER Science Grade 10Document3 pagesREVIEWER Science Grade 10Athrun Kyle SisonNo ratings yet
- Ammonium Chloride: Product InformationDocument2 pagesAmmonium Chloride: Product InformationusamaNo ratings yet
- General Biology 1 Quarter 2 WEEK 1 Module 1aDocument14 pagesGeneral Biology 1 Quarter 2 WEEK 1 Module 1aJohn Brylle UrsuaNo ratings yet
- 2017foam Mat Drying Technology A ReviewDocument14 pages2017foam Mat Drying Technology A ReviewDimas DwisardiNo ratings yet
- Chelate EffectDocument6 pagesChelate EffectRAM KUMARNo ratings yet
- Wpt-2 AssingmentDocument21 pagesWpt-2 AssingmentNakib Ibna BasharNo ratings yet
- M3 BIO111 Assignment2Document5 pagesM3 BIO111 Assignment2Kyle DunnNo ratings yet
- Chemistry: Section - IDocument11 pagesChemistry: Section - ISailendra Narayan SahuNo ratings yet
- Unit 1 AnpcDocument56 pagesUnit 1 AnpcMayank TamboliNo ratings yet
- Cosmetic Hair Dyeing Agents: Yick-Vic Chemicals & Pharmaceuticals (HK) LTDDocument11 pagesCosmetic Hair Dyeing Agents: Yick-Vic Chemicals & Pharmaceuticals (HK) LTDolabi abdullahNo ratings yet
- Ethanoyl Chloride Propanoyl Chloride: Chapter 19: Carboxylic Acid Derivatives 19.5 Acyl Chloride 1. Iupac NamingDocument7 pagesEthanoyl Chloride Propanoyl Chloride: Chapter 19: Carboxylic Acid Derivatives 19.5 Acyl Chloride 1. Iupac NamingsumathiNo ratings yet
- Laboratory Worksheet 2 Buffers and Buffer CapacityDocument3 pagesLaboratory Worksheet 2 Buffers and Buffer CapacityRALPH EDELWEISS GAPASINNo ratings yet
- Tpa Production Spray Greener ProcessDocument13 pagesTpa Production Spray Greener ProcessLora Trismigo PNo ratings yet
- Mutation & Its TypesDocument52 pagesMutation & Its TypesSunita Sangwan100% (1)
- Amino Acids, Peptides, and ProteinsDocument100 pagesAmino Acids, Peptides, and ProteinsWest Kristian Paraiso100% (1)
- 2. 產品簡介20231107Document45 pages2. 產品簡介20231107ermsamchangNo ratings yet
- Semana1 P1 Alumno-2023-IDocument14 pagesSemana1 P1 Alumno-2023-IKeevin baldwin Valdez osorioNo ratings yet
- Early Developments in Petroleum Geochemistry: John M. Hunt, R. Paul Philp, Keith A. KvenvoldenDocument28 pagesEarly Developments in Petroleum Geochemistry: John M. Hunt, R. Paul Philp, Keith A. KvenvoldenBASSEY BASSEYNo ratings yet
- Science Class 10 Life Processes 1 NutritionDocument9 pagesScience Class 10 Life Processes 1 Nutritionparthyadav3012No ratings yet
- D2235-04 (2011) Standard Specification For Solvent Cement For Acrylonitrile-Butadiene-Styrene (ABS) Plastic Pipe and FittingsDocument5 pagesD2235-04 (2011) Standard Specification For Solvent Cement For Acrylonitrile-Butadiene-Styrene (ABS) Plastic Pipe and FittingsA MusaverNo ratings yet
- A Redox Reactions or Not) ANS Smyu53Document2 pagesA Redox Reactions or Not) ANS Smyu53ams13slaysNo ratings yet
- Laboratory WaxesDocument9 pagesLaboratory Waxeskuzzz45No ratings yet
- BP301 (T) Pharmaceutical Organic chemistry-II Unit-Iv: PolynuclearhydrocarbonsDocument27 pagesBP301 (T) Pharmaceutical Organic chemistry-II Unit-Iv: PolynuclearhydrocarbonsSUBHASISH DASHNo ratings yet