Download as pdf or txt
You might also like
- Fanuc G-Code List - Helman CNCDocument2 pagesFanuc G-Code List - Helman CNCkais kaskar100% (3)
- The Sanlam Brand: Connecting Hearts and Minds MeaningfullyDocument26 pagesThe Sanlam Brand: Connecting Hearts and Minds MeaningfullyXolani Radebe RadebeNo ratings yet
- Design and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050Document8 pagesDesign and Manufacturing of 8 Cylinder Hydraulic Fixture For Boring Yoke On VMC 1050The ash Designe GalaryNo ratings yet
- Unit Outline - EnS1154 Introduction To EngineeringDocument3 pagesUnit Outline - EnS1154 Introduction To EngineeringgainchaudharyNo ratings yet
- Fe Simulation of Cutting ProcessesDocument92 pagesFe Simulation of Cutting ProcessesGeorge MaliarisNo ratings yet
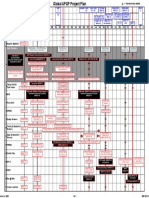
- GM 1927 01 Project PlanDocument1 pageGM 1927 01 Project Planmark100% (2)
- Examples of Positive Language PDFDocument2 pagesExamples of Positive Language PDFkalpesh100% (2)
- Sinumerik 808D Gcode Ref Guide F-SFSDocument4 pagesSinumerik 808D Gcode Ref Guide F-SFSPranit KarneNo ratings yet
- Grundfosliterature 1110312Document180 pagesGrundfosliterature 1110312Vân TrầnNo ratings yet
- Welding - Materials Catalog (Harris) .Document8 pagesWelding - Materials Catalog (Harris) .Aneesh KBNo ratings yet
- Emcomat 14DDocument8 pagesEmcomat 14Dnord2500No ratings yet
- Identification: Study Framework and GeometryDocument1 pageIdentification: Study Framework and Geometry88887368No ratings yet
- EMM ME 2253 Nov2010 PDFDocument2 pagesEMM ME 2253 Nov2010 PDFRamancoronaNo ratings yet
- 07a81803 SuperalloysDocument4 pages07a81803 SuperalloysSharanya ThirichinapalliNo ratings yet
- Model Question PaperDocument3 pagesModel Question PaperMohanraj KulandasamyNo ratings yet
- Engineering Metallurgy IAE III QP Question BankDocument2 pagesEngineering Metallurgy IAE III QP Question BankJawaharNo ratings yet
- AI 2 AgentDocument33 pagesAI 2 AgentrafiaNo ratings yet
- Engineering CatDocument44 pagesEngineering Catl7aniNo ratings yet
- AFDEXDocument5 pagesAFDEXSrashmiNo ratings yet
- Measurement of Tool WearDocument4 pagesMeasurement of Tool WearSourav KayalNo ratings yet
- SIN WF5 0913 enDocument140 pagesSIN WF5 0913 envozoscribdNo ratings yet
- Orthogonal and Oblique CuttingDocument59 pagesOrthogonal and Oblique Cuttingravi upadhyayNo ratings yet
- Cim Lab Exam Q SDocument17 pagesCim Lab Exam Q SMohammed ImranNo ratings yet
- Class Test Question Paper MMP I SCHEMEDocument4 pagesClass Test Question Paper MMP I SCHEMErajendra20No ratings yet
- Unit - 8: CNC ProgrammingDocument21 pagesUnit - 8: CNC ProgrammingVarshaNo ratings yet
- CNC Labsheet PMMDocument28 pagesCNC Labsheet PMMMax LuxNo ratings yet
- Welding Eng Lab Guides PDFDocument6 pagesWelding Eng Lab Guides PDFimran hafizNo ratings yet
- WS03 Machining CNC - Lathe - Process SheetDocument2 pagesWS03 Machining CNC - Lathe - Process Sheetsherif115040 BueNo ratings yet
- Improve CNC Productivity With Parametric ProgrammingDocument37 pagesImprove CNC Productivity With Parametric ProgrammingGiovani Bruce Caballero CruzNo ratings yet
- 3 Fundamentals of CNC Programming I (CNC Course CD)Document38 pages3 Fundamentals of CNC Programming I (CNC Course CD)Jimmy RodriguezNo ratings yet
- Cad CFD Lab Manual PDFDocument77 pagesCad CFD Lab Manual PDFsumanthNo ratings yet
- Mse21 MergedDocument16 pagesMse21 Mergedkuldeep thakorNo ratings yet
- Aspect 300: Emear EmearDocument20 pagesAspect 300: Emear EmearAnand DoraisingamNo ratings yet
- Cad/Cam ManualDocument83 pagesCad/Cam ManualPasupathi KumarNo ratings yet
- ME2135-2 Lab Manual (Flow Over An Airfoil)Document19 pagesME2135-2 Lab Manual (Flow Over An Airfoil)meowyNo ratings yet
- Me6403 Engineering Materials and Metallurgy: Unit 1.alloys and Phase Diagram Part ADocument6 pagesMe6403 Engineering Materials and Metallurgy: Unit 1.alloys and Phase Diagram Part Ajamunaa83No ratings yet
- Unit - 1 - Theory of Metal CuttingDocument82 pagesUnit - 1 - Theory of Metal Cuttingashish RautNo ratings yet
- 6 Orthogonal and Oblique CuttingDocument12 pages6 Orthogonal and Oblique CuttingPRASAD326100% (6)
- Engineering Materials & Metallurgy Question BankDocument7 pagesEngineering Materials & Metallurgy Question BankJOHN PAUL V67% (3)
- BSc. Mechanical Engineering FinalDocument290 pagesBSc. Mechanical Engineering FinalSam KOkeloNo ratings yet
- 9 Analytical and Experimental Determination of Cutting ForcesDocument14 pages9 Analytical and Experimental Determination of Cutting ForcesPRASAD326100% (1)
- MECH Lab ManualDocument64 pagesMECH Lab ManualDiksha PadiyarNo ratings yet
- Measuring Cutting Forces PDFDocument14 pagesMeasuring Cutting Forces PDFprof_panneerNo ratings yet
- CAM Lab Manual 2019 PDFDocument54 pagesCAM Lab Manual 2019 PDFJay JoshiNo ratings yet
- 5 PPDocument48 pages5 PPPatel NikhilNo ratings yet
- Unit 3 &4 Question BankDocument4 pagesUnit 3 &4 Question BankcprabhakaranNo ratings yet
- CNC ProgrammingDocument3 pagesCNC Programmingalbert changNo ratings yet
- WINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFDocument27 pagesWINSEM2018-19 - MEE2006 - ETH - MB110 - VL2018195002136 - Reference Material II - Theory of Metal Cutting Part-3 Machining ForcesMCD (Compatibility Mode) PDFRishabh ChoudharyNo ratings yet
- Emm Question BankDocument6 pagesEmm Question BankMurugesan JeevaNo ratings yet
- Ch-11 NC CNC DNC FMS Automation and RoboticsDocument191 pagesCh-11 NC CNC DNC FMS Automation and RoboticsPrateek BayalNo ratings yet
- Subject Metal Cutting and Tool Design de PDFDocument2 pagesSubject Metal Cutting and Tool Design de PDFBabuli KumarNo ratings yet
- Lec. 09 10 11 12 Fixed Cycles or Canned CyclesDocument11 pagesLec. 09 10 11 12 Fixed Cycles or Canned CyclesiammedhaofcNo ratings yet
- Unit-4 2 PDFDocument66 pagesUnit-4 2 PDFSathish ChanNo ratings yet
- Programe FanucDocument47 pagesPrograme Fanucbranet_adrianaNo ratings yet
- G Code Table PDFDocument38 pagesG Code Table PDFmanish_chaturvedi_6100% (2)
- G Code:-: CNC Lathe G & M CodesDocument3 pagesG Code:-: CNC Lathe G & M CodesCIPETNo ratings yet
- List of GCODES AND MCODESDocument3 pagesList of GCODES AND MCODESNoceja, Mark Allen L.No ratings yet
- (SN) G-C Codes PDFDocument24 pages(SN) G-C Codes PDFSebastianAndrade13No ratings yet
- Turning Centers Machine Code GlossaryDocument3 pagesTurning Centers Machine Code GlossaryLaura BNo ratings yet
- G CodesDocument1 pageG CodesEr Vinay SinghNo ratings yet
- MILLING CANNED CYCLES - SamplesDocument152 pagesMILLING CANNED CYCLES - Samplespranav sharmaNo ratings yet
- 8 Fixed Canned Cycles (CNC Course CD) PDFDocument24 pages8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuNo ratings yet
- G CodeDocument10 pagesG CodeJuan Carlos BurgosNo ratings yet
- Schema Refinement and Normal Forms: Database Management Systems, 3ed, R. Ramakrishnan and J. Gehrke 1Document19 pagesSchema Refinement and Normal Forms: Database Management Systems, 3ed, R. Ramakrishnan and J. Gehrke 1PRADNYA KASHIKARNo ratings yet
- Bovaird Loeffler 2016Document13 pagesBovaird Loeffler 2016coolchannel26No ratings yet
- The Five Pillars of Effective WritingDocument4 pagesThe Five Pillars of Effective WritingPrecy M AgatonNo ratings yet
- Types of Variables (In Statistical Studies) - Definitions and Easy ExamplesDocument9 pagesTypes of Variables (In Statistical Studies) - Definitions and Easy ExamplesAntonioNo ratings yet
- LAC REFLECTION Mam PinkyDocument3 pagesLAC REFLECTION Mam PinkyjeankayzelrodelasNo ratings yet
- UPNMG Press Statement-Unemployed Nurses and MidwivesDocument1 pageUPNMG Press Statement-Unemployed Nurses and MidwivesClavia NyaabaNo ratings yet
- TBG Catalog Vol 6Document64 pagesTBG Catalog Vol 6GeorgeNo ratings yet
- Teachers' Classroom Assessment PracticesDocument12 pagesTeachers' Classroom Assessment PracticesDaniel BarnesNo ratings yet
- Canada Oilfield EquipmentDocument8 pagesCanada Oilfield Equipmenteduardo.torresNo ratings yet
- The Cost EngineersDocument24 pagesThe Cost Engineersluis carlosNo ratings yet
- Colah Github Io Posts 2015 08 Understanding LSTMsDocument16 pagesColah Github Io Posts 2015 08 Understanding LSTMsMithun PantNo ratings yet
- Comparative and Superlative AdjectivesDocument5 pagesComparative and Superlative AdjectivesYoussef BrsNo ratings yet
- ISA75X75X8 X 765: Asset Development Plan 1 (ADP-1)Document1 pageISA75X75X8 X 765: Asset Development Plan 1 (ADP-1)Tamil Arasu SNo ratings yet
- C.S. Sharma and Kamlesh Purohit - Theory of Mechanisms and Machines-PHI Learning Private Limited (2006)Document723 pagesC.S. Sharma and Kamlesh Purohit - Theory of Mechanisms and Machines-PHI Learning Private Limited (2006)tp coephNo ratings yet
- Nursing School Study Checklist PDFDocument8 pagesNursing School Study Checklist PDFDeannaNo ratings yet
- Make Up TT23Document1 pageMake Up TT23ShreyasNo ratings yet
- 如何写一个简短的开场白Document6 pages如何写一个简短的开场白afmojdevnNo ratings yet
- TM-Editor 25.04.2016 Seite 1 050-Meteorology - LTMDocument308 pagesTM-Editor 25.04.2016 Seite 1 050-Meteorology - LTMIbrahim Med100% (1)
- DM Assignment 1Document5 pagesDM Assignment 1Mai Anh TrầnNo ratings yet
- Material-Handler HydraForce 2015Document10 pagesMaterial-Handler HydraForce 2015yonggilNo ratings yet
- ARM Instruction SetDocument3 pagesARM Instruction SetnhungdieubatchotNo ratings yet
- SS Disco Check Valve (Size 15-100)Document2 pagesSS Disco Check Valve (Size 15-100)rudirstNo ratings yet
- Rija PEEEL-TEEEL Paragraph Structure - Questions and Sentence StartersDocument1 pageRija PEEEL-TEEEL Paragraph Structure - Questions and Sentence Starterssaira sNo ratings yet
- Dokumen - Tips - Incalzire Cu Pompe de CalduraDocument34 pagesDokumen - Tips - Incalzire Cu Pompe de CalduraPitique De TarencriqueNo ratings yet
- ASX Announcement 2021 23 - CRU Conference PresentationDocument26 pagesASX Announcement 2021 23 - CRU Conference PresentationÂngelo PereiraNo ratings yet
- Procurement PlanDocument32 pagesProcurement Planario widjaksono100% (1)
- SeminarDocument29 pagesSeminarAkash shindeNo ratings yet