
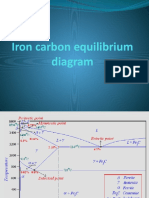
Iron - Cementite Phase Diagram
Iron - Cementite Phase Diagram
You might also like
- JDM A13 - Rev. 05-2015Document35 pagesJDM A13 - Rev. 05-2015Romulo Eduardo100% (1)
- Aws D10.7M - D10.7-2008Document44 pagesAws D10.7M - D10.7-2008Lalo PeraltaNo ratings yet
- Steels: Ii Beng (Hons) Mech Eng (Well Eng) Metallurgy & Manufacturing ScienceDocument39 pagesSteels: Ii Beng (Hons) Mech Eng (Well Eng) Metallurgy & Manufacturing ScienceKareem YasserNo ratings yet
- Iron Carbon DiagramDocument10 pagesIron Carbon DiagramsivakumarNo ratings yet
- Chapter 5, THE IRON-CARBON EQUILIBRIUM DIAGRAMDocument13 pagesChapter 5, THE IRON-CARBON EQUILIBRIUM DIAGRAMPAUL NDIRITUNo ratings yet
- University of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedDocument13 pagesUniversity of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedAris BulaongNo ratings yet
- 9 Engineering AlloysDocument17 pages9 Engineering AlloysdavidtomyNo ratings yet
- Phase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramDocument46 pagesPhase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramUsman FarooqNo ratings yet
- Iron Carbon DiagramDocument23 pagesIron Carbon DiagramdeepakNo ratings yet
- Constr Materials B PDFDocument72 pagesConstr Materials B PDFAgniva DuttaNo ratings yet
- The Iron-Carbon Equilibrium Diagram: AbstractDocument4 pagesThe Iron-Carbon Equilibrium Diagram: AbstractRama Krishna Reddy DonthireddyNo ratings yet
- The Iron-Carbon Equilibrium Diagram: AbstractDocument4 pagesThe Iron-Carbon Equilibrium Diagram: Abstractleodavid87No ratings yet
- Iron Carbon Note 1 2023Document23 pagesIron Carbon Note 1 2023gerrard samuelNo ratings yet
- 3 Iron Carbon DiaDocument21 pages3 Iron Carbon DiaChhavi SharmaNo ratings yet
- Cast Steel: The Iron-Carbon Equilibrium Diagram: AbstractDocument5 pagesCast Steel: The Iron-Carbon Equilibrium Diagram: Abstractchacha4500No ratings yet
- Iron Carbon Equilibrium DiagramDocument11 pagesIron Carbon Equilibrium Diagramganesh82No ratings yet
- MSM GTU Study Material E-Notes Unit-5 23112020052908AMDocument14 pagesMSM GTU Study Material E-Notes Unit-5 23112020052908AMVijayNo ratings yet
- Industrial Materials: Instructed By: Dr. Sajid ZaidiDocument13 pagesIndustrial Materials: Instructed By: Dr. Sajid ZaidiarulmuruguNo ratings yet
- Phase Diagram of Fe-Fe3CDocument25 pagesPhase Diagram of Fe-Fe3CIram MustaviNo ratings yet
- Ironiron CarbideequilibriumphasediagramDocument39 pagesIroniron CarbideequilibriumphasediagramSheikh UMARNo ratings yet
- Iron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronDocument5 pagesIron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronnareshNo ratings yet
- Iron Iron-Carbide Equilibrium SystemDocument26 pagesIron Iron-Carbide Equilibrium SystemHiral HiraniNo ratings yet
- EMM 2312 - Fe-CDocument53 pagesEMM 2312 - Fe-CCalebNo ratings yet
- CE 207 Materials Science I Lecture 4-5 Applications of Phase DiagramsDocument14 pagesCE 207 Materials Science I Lecture 4-5 Applications of Phase DiagramsVisal PiscelNo ratings yet
- Iron-Carbon Phase Diagram Explained BrieflyDocument4 pagesIron-Carbon Phase Diagram Explained BrieflyZicoNo ratings yet
- Ch-27.5 Iron Carbon Equilibrium DiagramDocument52 pagesCh-27.5 Iron Carbon Equilibrium DiagramManojNo ratings yet
- Phases in Iron-Fe3C Phase DaigramDocument5 pagesPhases in Iron-Fe3C Phase Daigramapurva karleNo ratings yet
- AceroDocument11 pagesAceroCristian FloresNo ratings yet
- Ch-27.3 Iron Carbon Equilibrium DiagramDocument58 pagesCh-27.3 Iron Carbon Equilibrium DiagramasjfgauojfgfNo ratings yet
- 06-Iron (Fe) - Iron Carbide (Fe3C) Phase DiagramDocument42 pages06-Iron (Fe) - Iron Carbide (Fe3C) Phase DiagramTalaat Ahmed Mohamed El-Benawy100% (2)
- Chapter-7: The Iron-Iron Carbide Equilibrium DiagramDocument9 pagesChapter-7: The Iron-Iron Carbide Equilibrium DiagramHeaven in Home StudentNo ratings yet
- Iron Carbon Phase DiagramDocument4 pagesIron Carbon Phase DiagramMizanur RahmanNo ratings yet
- Material Science Main 2021Document139 pagesMaterial Science Main 2021mohitNo ratings yet
- Iron Carbon Equilibrium DiagramDocument4 pagesIron Carbon Equilibrium DiagramParameshwari PrabakarNo ratings yet
- IIC DiagramDocument57 pagesIIC DiagramAbhishek ChavanNo ratings yet
- Iron Iron Carbide Phase DiagramDocument5 pagesIron Iron Carbide Phase DiagramilyasmbearyNo ratings yet
- Introduction-Iron Carbon Phase DiagramDocument31 pagesIntroduction-Iron Carbon Phase DiagramTHE BBEASTNo ratings yet
- Iron - Iron Carbide Iron Iron Carbide Phase Diagram: Today's TopicsDocument11 pagesIron - Iron Carbide Iron Iron Carbide Phase Diagram: Today's TopicsembargioNo ratings yet
- Iron-Carbide DiagramDocument6 pagesIron-Carbide DiagramAbhijit GhanwatNo ratings yet
- Iron-Iron Carbide (Fe-Fe3C) Phase Diagram: M. Tech. (FFT) Technology of Ferrous CastingDocument7 pagesIron-Iron Carbide (Fe-Fe3C) Phase Diagram: M. Tech. (FFT) Technology of Ferrous CastingRajulapati Sunil KumarNo ratings yet
- Metallury of SteelsDocument10 pagesMetallury of SteelsDalitso MwanzaNo ratings yet
- Weldability of Metals - NPTELDocument18 pagesWeldability of Metals - NPTELKaushal Gandhi0% (1)
- Composition of Plain Carbon Steel Carbon Steel or Plain-Carbon Steel, Is A Metal Alloy. It Is A Combination ofDocument14 pagesComposition of Plain Carbon Steel Carbon Steel or Plain-Carbon Steel, Is A Metal Alloy. It Is A Combination ofkayodeNo ratings yet
- Handout Chapter 5 Iron Carbon SystemDocument7 pagesHandout Chapter 5 Iron Carbon SystemBikram MuduliNo ratings yet
- Iron-Carbon Phase Diagram: By: Awad Elaraby ID:052022009Document33 pagesIron-Carbon Phase Diagram: By: Awad Elaraby ID:052022009Mahmoud RefaatNo ratings yet
- Chapter 2Document42 pagesChapter 2Gila SutarNo ratings yet
- Capili Jefferson 10Document5 pagesCapili Jefferson 10Christian Al EncarnacionNo ratings yet
- The Iron-Carbon Phase DiagramDocument16 pagesThe Iron-Carbon Phase DiagramMeena SivasubramanianNo ratings yet
- Unit 3Document113 pagesUnit 3Abhishek ChavanNo ratings yet
- Iron Carbon Equillibrium Diagram GandhidhamDocument22 pagesIron Carbon Equillibrium Diagram Gandhidhamcal2_uniNo ratings yet
- Section 2: The Microstructural Nature of Carbon SteelsDocument4 pagesSection 2: The Microstructural Nature of Carbon Steelsamitkharb111195No ratings yet
- Iron Iron-Carbon DiagramDocument40 pagesIron Iron-Carbon DiagramAnirudhNo ratings yet
- Iron-Carbon Phase Diagram: 1-Peritectic Reaction: Occur at Temperature 1493Document5 pagesIron-Carbon Phase Diagram: 1-Peritectic Reaction: Occur at Temperature 1493حسين كاظم ياسينNo ratings yet
- Iron-Iron Carbide DiagramDocument10 pagesIron-Iron Carbide DiagrammusabNo ratings yet
- Metallurgy of SteelDocument52 pagesMetallurgy of Steelprasanth bhadranNo ratings yet
- TDF - Assignment Week 3Document7 pagesTDF - Assignment Week 3Ayu Sekar TunjungNo ratings yet
- Foundations of Materials Science and Engineering 5th Edition Smith Solutions ManualDocument39 pagesFoundations of Materials Science and Engineering 5th Edition Smith Solutions Manualcacoonnymphaea6wgyct100% (16)
- Foundations of Materials Science and Engineering 5th Edition Smith Solutions ManualDocument79 pagesFoundations of Materials Science and Engineering 5th Edition Smith Solutions Manualdextrermachete4amgqgNo ratings yet
- Carbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsFrom EverandCarbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsWen LuNo ratings yet
- Iron Metabolism: From Molecular Mechanisms to Clinical ConsequencesFrom EverandIron Metabolism: From Molecular Mechanisms to Clinical ConsequencesRating: 5 out of 5 stars5/5 (1)
- Fundamentals of Electrocatalyst Materials and Interfacial Characterization: Energy Producing Devices and Environmental ProtectionFrom EverandFundamentals of Electrocatalyst Materials and Interfacial Characterization: Energy Producing Devices and Environmental ProtectionNo ratings yet
- Capil TG T 2017Document55 pagesCapil TG T 2017Reverse FlashNo ratings yet
- Heat TreatmentDocument18 pagesHeat TreatmentReverse Flash100% (1)
- 19.1 Attitude Determination and Control SystemsDocument33 pages19.1 Attitude Determination and Control SystemsReverse FlashNo ratings yet
- MarketsDocument10 pagesMarketsReverse FlashNo ratings yet
- Wrench Project: Beñat Alberdi Orbegozo Igor Elizburu Andola Erlantz Garmendia ZubeldiaDocument20 pagesWrench Project: Beñat Alberdi Orbegozo Igor Elizburu Andola Erlantz Garmendia ZubeldiaBeÑat Alberdi OrbegozoNo ratings yet
- API 610 Vertical Centrifugal PumpDocument7 pagesAPI 610 Vertical Centrifugal PumpNAHASALI11No ratings yet
- Honeycomb Presentation During RSU Op Con-1Document33 pagesHoneycomb Presentation During RSU Op Con-1Shallu NandwaniNo ratings yet
- Piping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)Document2 pagesPiping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)camiloayalaNo ratings yet
- Anabond 666t Max Gasket SealantDocument3 pagesAnabond 666t Max Gasket SealantDinesh SaravanaNo ratings yet
- Comparison of Epoxy Coated Rebar Vs CPCC Rebar Vs CRS RebarDocument5 pagesComparison of Epoxy Coated Rebar Vs CPCC Rebar Vs CRS RebarPritha Das100% (1)
- Ideal Money - John NashDocument9 pagesIdeal Money - John NashjustingoldbergNo ratings yet
- 08-71-00-Door-Hardware SAMPLE 4Document9 pages08-71-00-Door-Hardware SAMPLE 4AlexNo ratings yet
- Dokumen - Tips - Internship Reportjyoti CNC Automation PVT LTDDocument30 pagesDokumen - Tips - Internship Reportjyoti CNC Automation PVT LTDKishan NarigaraNo ratings yet
- Final SOW-HVOF Coating On Boiler ChannelDocument29 pagesFinal SOW-HVOF Coating On Boiler ChannelCorrosion FactoryNo ratings yet
- Daftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceDocument2 pagesDaftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceMochammad Fauzian RafsyanzaniNo ratings yet
- Section 4: PaintingDocument17 pagesSection 4: PaintingTee SweesiNo ratings yet
- Aws d1 1 15 Key Chgs 2015-08-12 PDFDocument1 pageAws d1 1 15 Key Chgs 2015-08-12 PDFJai JecobNo ratings yet
- E 7016 Spezial electrode-oerlikon-en-TN110089Document2 pagesE 7016 Spezial electrode-oerlikon-en-TN110089Khhg AgddsNo ratings yet
- Aluminized t1 TubingDocument4 pagesAluminized t1 TubingshankosiNo ratings yet
- MCMT Unit 1Document21 pagesMCMT Unit 1Venkat Reddy YanamiNo ratings yet
- Gauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Document10 pagesGauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Gonzalo MazaNo ratings yet
- SAES J 700 Control ValvesDocument37 pagesSAES J 700 Control ValvesAhamedulla KhanNo ratings yet
- Sikaflex®-11 FC+: Product Data SheetDocument5 pagesSikaflex®-11 FC+: Product Data SheetYousef HalasehNo ratings yet
- The Taig Peatol Lathe and Its AccessoriesDocument264 pagesThe Taig Peatol Lathe and Its Accessories史李飞No ratings yet
- Iec 60502-1 ApprovedDocument8 pagesIec 60502-1 ApprovedMarouan BouazizNo ratings yet
- Chemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Document20 pagesChemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Tran Thuy Anh B2005647No ratings yet
- Ansys Ls Dyna in Stamping ApplicationsDocument1 pageAnsys Ls Dyna in Stamping Applicationsทัช ชี่No ratings yet
- Detection of In-Service Wet H S Cracking at Reboiler Shell Weldment Using Phased Array Ultrasonic Testing (PAUT)Document5 pagesDetection of In-Service Wet H S Cracking at Reboiler Shell Weldment Using Phased Array Ultrasonic Testing (PAUT)Lamiae SenhajiNo ratings yet
- Valve Solutions For Drilling BRDocument8 pagesValve Solutions For Drilling BRshamekhalmaamariNo ratings yet
- Daftar Pustaka Pengaruh Inhibitor Anodik NaNO3 Dan Na2CrO4 Terhadap Korosi Dan Fatik Korosi Pada Aluminium Paduan AA 7050 Di Lingkungan 3.5% NaClDocument4 pagesDaftar Pustaka Pengaruh Inhibitor Anodik NaNO3 Dan Na2CrO4 Terhadap Korosi Dan Fatik Korosi Pada Aluminium Paduan AA 7050 Di Lingkungan 3.5% NaClPramesti Ayu Dwi WulandariNo ratings yet
- STJLR 60 5020 A960Document3 pagesSTJLR 60 5020 A960Oleh NevynnyiNo ratings yet
- Tata Steel - WikipediaDocument5 pagesTata Steel - WikipediaPrabhakar GawaiNo ratings yet


























































































Download as pdf or txt
You might also like
- JDM A13 - Rev. 05-2015Document35 pagesJDM A13 - Rev. 05-2015Romulo Eduardo100% (1)
- Aws D10.7M - D10.7-2008Document44 pagesAws D10.7M - D10.7-2008Lalo PeraltaNo ratings yet
- Steels: Ii Beng (Hons) Mech Eng (Well Eng) Metallurgy & Manufacturing ScienceDocument39 pagesSteels: Ii Beng (Hons) Mech Eng (Well Eng) Metallurgy & Manufacturing ScienceKareem YasserNo ratings yet
- Iron Carbon DiagramDocument10 pagesIron Carbon DiagramsivakumarNo ratings yet
- Chapter 5, THE IRON-CARBON EQUILIBRIUM DIAGRAMDocument13 pagesChapter 5, THE IRON-CARBON EQUILIBRIUM DIAGRAMPAUL NDIRITUNo ratings yet
- University of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedDocument13 pagesUniversity of Babylon, College of Engineering, Engineering Metallurgy, Maithem H-RasheedAris BulaongNo ratings yet
- 9 Engineering AlloysDocument17 pages9 Engineering AlloysdavidtomyNo ratings yet
- Phase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramDocument46 pagesPhase Diagrams:: The Iron-Iron Carbide (Fe-Fe3C) Diagram or Iron-Carbon (Fe-C) Equilibrium DiagramUsman FarooqNo ratings yet
- Iron Carbon DiagramDocument23 pagesIron Carbon DiagramdeepakNo ratings yet
- Constr Materials B PDFDocument72 pagesConstr Materials B PDFAgniva DuttaNo ratings yet
- The Iron-Carbon Equilibrium Diagram: AbstractDocument4 pagesThe Iron-Carbon Equilibrium Diagram: AbstractRama Krishna Reddy DonthireddyNo ratings yet
- The Iron-Carbon Equilibrium Diagram: AbstractDocument4 pagesThe Iron-Carbon Equilibrium Diagram: Abstractleodavid87No ratings yet
- Iron Carbon Note 1 2023Document23 pagesIron Carbon Note 1 2023gerrard samuelNo ratings yet
- 3 Iron Carbon DiaDocument21 pages3 Iron Carbon DiaChhavi SharmaNo ratings yet
- Cast Steel: The Iron-Carbon Equilibrium Diagram: AbstractDocument5 pagesCast Steel: The Iron-Carbon Equilibrium Diagram: Abstractchacha4500No ratings yet
- Iron Carbon Equilibrium DiagramDocument11 pagesIron Carbon Equilibrium Diagramganesh82No ratings yet
- MSM GTU Study Material E-Notes Unit-5 23112020052908AMDocument14 pagesMSM GTU Study Material E-Notes Unit-5 23112020052908AMVijayNo ratings yet
- Industrial Materials: Instructed By: Dr. Sajid ZaidiDocument13 pagesIndustrial Materials: Instructed By: Dr. Sajid ZaidiarulmuruguNo ratings yet
- Phase Diagram of Fe-Fe3CDocument25 pagesPhase Diagram of Fe-Fe3CIram MustaviNo ratings yet
- Ironiron CarbideequilibriumphasediagramDocument39 pagesIroniron CarbideequilibriumphasediagramSheikh UMARNo ratings yet
- Iron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronDocument5 pagesIron-Iron Carbide Phase Diagram: Effect of Pressure On Allotropy of IronnareshNo ratings yet
- Iron Iron-Carbide Equilibrium SystemDocument26 pagesIron Iron-Carbide Equilibrium SystemHiral HiraniNo ratings yet
- EMM 2312 - Fe-CDocument53 pagesEMM 2312 - Fe-CCalebNo ratings yet
- CE 207 Materials Science I Lecture 4-5 Applications of Phase DiagramsDocument14 pagesCE 207 Materials Science I Lecture 4-5 Applications of Phase DiagramsVisal PiscelNo ratings yet
- Iron-Carbon Phase Diagram Explained BrieflyDocument4 pagesIron-Carbon Phase Diagram Explained BrieflyZicoNo ratings yet
- Ch-27.5 Iron Carbon Equilibrium DiagramDocument52 pagesCh-27.5 Iron Carbon Equilibrium DiagramManojNo ratings yet
- Phases in Iron-Fe3C Phase DaigramDocument5 pagesPhases in Iron-Fe3C Phase Daigramapurva karleNo ratings yet
- AceroDocument11 pagesAceroCristian FloresNo ratings yet
- Ch-27.3 Iron Carbon Equilibrium DiagramDocument58 pagesCh-27.3 Iron Carbon Equilibrium DiagramasjfgauojfgfNo ratings yet
- 06-Iron (Fe) - Iron Carbide (Fe3C) Phase DiagramDocument42 pages06-Iron (Fe) - Iron Carbide (Fe3C) Phase DiagramTalaat Ahmed Mohamed El-Benawy100% (2)
- Chapter-7: The Iron-Iron Carbide Equilibrium DiagramDocument9 pagesChapter-7: The Iron-Iron Carbide Equilibrium DiagramHeaven in Home StudentNo ratings yet
- Iron Carbon Phase DiagramDocument4 pagesIron Carbon Phase DiagramMizanur RahmanNo ratings yet
- Material Science Main 2021Document139 pagesMaterial Science Main 2021mohitNo ratings yet
- Iron Carbon Equilibrium DiagramDocument4 pagesIron Carbon Equilibrium DiagramParameshwari PrabakarNo ratings yet
- IIC DiagramDocument57 pagesIIC DiagramAbhishek ChavanNo ratings yet
- Iron Iron Carbide Phase DiagramDocument5 pagesIron Iron Carbide Phase DiagramilyasmbearyNo ratings yet
- Introduction-Iron Carbon Phase DiagramDocument31 pagesIntroduction-Iron Carbon Phase DiagramTHE BBEASTNo ratings yet
- Iron - Iron Carbide Iron Iron Carbide Phase Diagram: Today's TopicsDocument11 pagesIron - Iron Carbide Iron Iron Carbide Phase Diagram: Today's TopicsembargioNo ratings yet
- Iron-Carbide DiagramDocument6 pagesIron-Carbide DiagramAbhijit GhanwatNo ratings yet
- Iron-Iron Carbide (Fe-Fe3C) Phase Diagram: M. Tech. (FFT) Technology of Ferrous CastingDocument7 pagesIron-Iron Carbide (Fe-Fe3C) Phase Diagram: M. Tech. (FFT) Technology of Ferrous CastingRajulapati Sunil KumarNo ratings yet
- Metallury of SteelsDocument10 pagesMetallury of SteelsDalitso MwanzaNo ratings yet
- Weldability of Metals - NPTELDocument18 pagesWeldability of Metals - NPTELKaushal Gandhi0% (1)
- Composition of Plain Carbon Steel Carbon Steel or Plain-Carbon Steel, Is A Metal Alloy. It Is A Combination ofDocument14 pagesComposition of Plain Carbon Steel Carbon Steel or Plain-Carbon Steel, Is A Metal Alloy. It Is A Combination ofkayodeNo ratings yet
- Handout Chapter 5 Iron Carbon SystemDocument7 pagesHandout Chapter 5 Iron Carbon SystemBikram MuduliNo ratings yet
- Iron-Carbon Phase Diagram: By: Awad Elaraby ID:052022009Document33 pagesIron-Carbon Phase Diagram: By: Awad Elaraby ID:052022009Mahmoud RefaatNo ratings yet
- Chapter 2Document42 pagesChapter 2Gila SutarNo ratings yet
- Capili Jefferson 10Document5 pagesCapili Jefferson 10Christian Al EncarnacionNo ratings yet
- The Iron-Carbon Phase DiagramDocument16 pagesThe Iron-Carbon Phase DiagramMeena SivasubramanianNo ratings yet
- Unit 3Document113 pagesUnit 3Abhishek ChavanNo ratings yet
- Iron Carbon Equillibrium Diagram GandhidhamDocument22 pagesIron Carbon Equillibrium Diagram Gandhidhamcal2_uniNo ratings yet
- Section 2: The Microstructural Nature of Carbon SteelsDocument4 pagesSection 2: The Microstructural Nature of Carbon Steelsamitkharb111195No ratings yet
- Iron Iron-Carbon DiagramDocument40 pagesIron Iron-Carbon DiagramAnirudhNo ratings yet
- Iron-Carbon Phase Diagram: 1-Peritectic Reaction: Occur at Temperature 1493Document5 pagesIron-Carbon Phase Diagram: 1-Peritectic Reaction: Occur at Temperature 1493حسين كاظم ياسينNo ratings yet
- Iron-Iron Carbide DiagramDocument10 pagesIron-Iron Carbide DiagrammusabNo ratings yet
- Metallurgy of SteelDocument52 pagesMetallurgy of Steelprasanth bhadranNo ratings yet
- TDF - Assignment Week 3Document7 pagesTDF - Assignment Week 3Ayu Sekar TunjungNo ratings yet
- Foundations of Materials Science and Engineering 5th Edition Smith Solutions ManualDocument39 pagesFoundations of Materials Science and Engineering 5th Edition Smith Solutions Manualcacoonnymphaea6wgyct100% (16)
- Foundations of Materials Science and Engineering 5th Edition Smith Solutions ManualDocument79 pagesFoundations of Materials Science and Engineering 5th Edition Smith Solutions Manualdextrermachete4amgqgNo ratings yet
- Carbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsFrom EverandCarbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsWen LuNo ratings yet
- Iron Metabolism: From Molecular Mechanisms to Clinical ConsequencesFrom EverandIron Metabolism: From Molecular Mechanisms to Clinical ConsequencesRating: 5 out of 5 stars5/5 (1)
- Fundamentals of Electrocatalyst Materials and Interfacial Characterization: Energy Producing Devices and Environmental ProtectionFrom EverandFundamentals of Electrocatalyst Materials and Interfacial Characterization: Energy Producing Devices and Environmental ProtectionNo ratings yet
- Capil TG T 2017Document55 pagesCapil TG T 2017Reverse FlashNo ratings yet
- Heat TreatmentDocument18 pagesHeat TreatmentReverse Flash100% (1)
- 19.1 Attitude Determination and Control SystemsDocument33 pages19.1 Attitude Determination and Control SystemsReverse FlashNo ratings yet
- MarketsDocument10 pagesMarketsReverse FlashNo ratings yet
- Wrench Project: Beñat Alberdi Orbegozo Igor Elizburu Andola Erlantz Garmendia ZubeldiaDocument20 pagesWrench Project: Beñat Alberdi Orbegozo Igor Elizburu Andola Erlantz Garmendia ZubeldiaBeÑat Alberdi OrbegozoNo ratings yet
- API 610 Vertical Centrifugal PumpDocument7 pagesAPI 610 Vertical Centrifugal PumpNAHASALI11No ratings yet
- Honeycomb Presentation During RSU Op Con-1Document33 pagesHoneycomb Presentation During RSU Op Con-1Shallu NandwaniNo ratings yet
- Piping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)Document2 pagesPiping Class Sistemas de Protección Contra Incendio (Agua Y Espuma)camiloayalaNo ratings yet
- Anabond 666t Max Gasket SealantDocument3 pagesAnabond 666t Max Gasket SealantDinesh SaravanaNo ratings yet
- Comparison of Epoxy Coated Rebar Vs CPCC Rebar Vs CRS RebarDocument5 pagesComparison of Epoxy Coated Rebar Vs CPCC Rebar Vs CRS RebarPritha Das100% (1)
- Ideal Money - John NashDocument9 pagesIdeal Money - John NashjustingoldbergNo ratings yet
- 08-71-00-Door-Hardware SAMPLE 4Document9 pages08-71-00-Door-Hardware SAMPLE 4AlexNo ratings yet
- Dokumen - Tips - Internship Reportjyoti CNC Automation PVT LTDDocument30 pagesDokumen - Tips - Internship Reportjyoti CNC Automation PVT LTDKishan NarigaraNo ratings yet
- Final SOW-HVOF Coating On Boiler ChannelDocument29 pagesFinal SOW-HVOF Coating On Boiler ChannelCorrosion FactoryNo ratings yet
- Daftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceDocument2 pagesDaftar Isian 3 Number Plate, Danger Plate, Anti Climbing DeviceMochammad Fauzian RafsyanzaniNo ratings yet
- Section 4: PaintingDocument17 pagesSection 4: PaintingTee SweesiNo ratings yet
- Aws d1 1 15 Key Chgs 2015-08-12 PDFDocument1 pageAws d1 1 15 Key Chgs 2015-08-12 PDFJai JecobNo ratings yet
- E 7016 Spezial electrode-oerlikon-en-TN110089Document2 pagesE 7016 Spezial electrode-oerlikon-en-TN110089Khhg AgddsNo ratings yet
- Aluminized t1 TubingDocument4 pagesAluminized t1 TubingshankosiNo ratings yet
- MCMT Unit 1Document21 pagesMCMT Unit 1Venkat Reddy YanamiNo ratings yet
- Gauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Document10 pagesGauge Sizes Chart: EN 10253 4 Structural Dimensions of Fittings ISO 5251 ISO 3419Gonzalo MazaNo ratings yet
- SAES J 700 Control ValvesDocument37 pagesSAES J 700 Control ValvesAhamedulla KhanNo ratings yet
- Sikaflex®-11 FC+: Product Data SheetDocument5 pagesSikaflex®-11 FC+: Product Data SheetYousef HalasehNo ratings yet
- The Taig Peatol Lathe and Its AccessoriesDocument264 pagesThe Taig Peatol Lathe and Its Accessories史李飞No ratings yet
- Iec 60502-1 ApprovedDocument8 pagesIec 60502-1 ApprovedMarouan BouazizNo ratings yet
- Chemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Document20 pagesChemical Equipment Design: Selection of Construction Material For An Ammonia Synthesis Tower (Reactor)Tran Thuy Anh B2005647No ratings yet
- Ansys Ls Dyna in Stamping ApplicationsDocument1 pageAnsys Ls Dyna in Stamping Applicationsทัช ชี่No ratings yet
- Detection of In-Service Wet H S Cracking at Reboiler Shell Weldment Using Phased Array Ultrasonic Testing (PAUT)Document5 pagesDetection of In-Service Wet H S Cracking at Reboiler Shell Weldment Using Phased Array Ultrasonic Testing (PAUT)Lamiae SenhajiNo ratings yet
- Valve Solutions For Drilling BRDocument8 pagesValve Solutions For Drilling BRshamekhalmaamariNo ratings yet
- Daftar Pustaka Pengaruh Inhibitor Anodik NaNO3 Dan Na2CrO4 Terhadap Korosi Dan Fatik Korosi Pada Aluminium Paduan AA 7050 Di Lingkungan 3.5% NaClDocument4 pagesDaftar Pustaka Pengaruh Inhibitor Anodik NaNO3 Dan Na2CrO4 Terhadap Korosi Dan Fatik Korosi Pada Aluminium Paduan AA 7050 Di Lingkungan 3.5% NaClPramesti Ayu Dwi WulandariNo ratings yet
- STJLR 60 5020 A960Document3 pagesSTJLR 60 5020 A960Oleh NevynnyiNo ratings yet
- Tata Steel - WikipediaDocument5 pagesTata Steel - WikipediaPrabhakar GawaiNo ratings yet