Download as pdf or txt
You might also like
- LEAP 1A Level 1 All ATA'sDocument38 pagesLEAP 1A Level 1 All ATA'sHENIGUEDRINo ratings yet
- Datasheet lm500 PDFDocument2 pagesDatasheet lm500 PDFvcharlesNo ratings yet
- Chapter - 4-Simple Vapour Compression Refrigeration SystemDocument141 pagesChapter - 4-Simple Vapour Compression Refrigeration SystemMohamed Al-Odat0% (1)
- Development of A Diesel Engine Thermal Overload Monitoring System With Applications and Test ResultsDocument14 pagesDevelopment of A Diesel Engine Thermal Overload Monitoring System With Applications and Test ResultsAnis NurariesyaNo ratings yet
- Enhancing The Performance of Automotive Radiators Using Nano UidsDocument27 pagesEnhancing The Performance of Automotive Radiators Using Nano UidsPrathmesh SardeshmukhNo ratings yet
- Performance Optimization of A Multistage Centrifugal Pump For Heavy End Recovery Using Desirability Function ApproachDocument14 pagesPerformance Optimization of A Multistage Centrifugal Pump For Heavy End Recovery Using Desirability Function ApproachHAMID REZA JamaliNo ratings yet
- Failure and Mitigation Study of Packer in The Deepwater HTHP Gas Well Considering The Temperature-Pressure Effect During Well Completion TestDocument14 pagesFailure and Mitigation Study of Packer in The Deepwater HTHP Gas Well Considering The Temperature-Pressure Effect During Well Completion TestTiannan DengNo ratings yet
- Development of Strand Burner For Solid Propellant Burning Rate StudiesDocument10 pagesDevelopment of Strand Burner For Solid Propellant Burning Rate StudiesAliNo ratings yet
- InjectionratemodelDocument66 pagesInjectionratemodelSai KiranNo ratings yet
- Combustion and Heat Release Characteristics of An OPFCDocument18 pagesCombustion and Heat Release Characteristics of An OPFCMohammad AbazeedNo ratings yet
- Sanet - CD 9811006954Document286 pagesSanet - CD 9811006954بلال بن عميرهNo ratings yet
- Mahmud 2017 IOP Conf. Ser. Mater. Sci. Eng. 217 012022Document15 pagesMahmud 2017 IOP Conf. Ser. Mater. Sci. Eng. 217 012022Ayleen QuezadaNo ratings yet
- SAE Technical Paper: SAE International Journal of Engines September 2018Document16 pagesSAE Technical Paper: SAE International Journal of Engines September 2018Vipul PatilNo ratings yet
- Sharif 2019 IOP Conf. Ser. Mater. Sci. E PDFDocument12 pagesSharif 2019 IOP Conf. Ser. Mater. Sci. E PDFkebede badejiNo ratings yet
- Optimization of Vane Demister Based On Neural Netw PDFDocument12 pagesOptimization of Vane Demister Based On Neural Netw PDFMarco Antono DomingosNo ratings yet
- Investigate A Gas Well Performance Using Nodal AnalysisDocument15 pagesInvestigate A Gas Well Performance Using Nodal Analysisrafiullah353No ratings yet
- Variable Thickness Scroll Compressor Performance Analysis - Part I: Geometric and Thermodynamic ModelingDocument9 pagesVariable Thickness Scroll Compressor Performance Analysis - Part I: Geometric and Thermodynamic ModelingkrishnenduNo ratings yet
- Ethylene Fueled Scramjet Combustion ExperimentsDocument10 pagesEthylene Fueled Scramjet Combustion ExperimentsManu KaminNo ratings yet
- Thermal Profileofa Marine Vessel Engine Room NEWTONfinalDocument22 pagesThermal Profileofa Marine Vessel Engine Room NEWTONfinal00024918No ratings yet
- 2017 Biodiesel Processes Energy Improvement Based On Pinch PRES2017Document7 pages2017 Biodiesel Processes Energy Improvement Based On Pinch PRES2017covenant IDONGESITNo ratings yet
- Thermal Cracking of Petroleum Residue Oil Using THDocument9 pagesThermal Cracking of Petroleum Residue Oil Using THhorlonsalynNo ratings yet
- Investigation of The Droplet Characteristics and S PDFDocument16 pagesInvestigation of The Droplet Characteristics and S PDFRashed KaiserNo ratings yet
- Entropy 24 01625 v2Document12 pagesEntropy 24 01625 v2Anas ElbarghthiNo ratings yet
- Entropy 24 01625Document12 pagesEntropy 24 01625Anas ElbarghthiNo ratings yet
- Emisiones EstudioDocument18 pagesEmisiones Estudionubercard6111No ratings yet
- Injection Rate ModelDocument66 pagesInjection Rate ModelaravindNo ratings yet
- Experimental Research On Internal Working Process of Rotary Vane Expander in CO2 Refrigeration SystemDocument10 pagesExperimental Research On Internal Working Process of Rotary Vane Expander in CO2 Refrigeration SystemkennethNo ratings yet
- Joy2020 Article NumericalInvestigationOfNOxEmiDocument17 pagesJoy2020 Article NumericalInvestigationOfNOxEmibhanu.chaganti47No ratings yet
- Spe 178283 MSDocument14 pagesSpe 178283 MSDr-Adel SalemNo ratings yet
- A CFD Approach To Show The Performance of Solar Air Heaters With Corrugated Absorber PlateDocument21 pagesA CFD Approach To Show The Performance of Solar Air Heaters With Corrugated Absorber PlateiaetsdiaetsdNo ratings yet
- Hydrogen Enriched Compressed Natural Gas HCNG A FuDocument11 pagesHydrogen Enriched Compressed Natural Gas HCNG A FuKulvinder SoniNo ratings yet
- Development of Strand Burner For Solid Propellant Burning Rate StudiesDocument9 pagesDevelopment of Strand Burner For Solid Propellant Burning Rate StudiesBojan TanaskovskiNo ratings yet
- Effect of Direct Water Injection at Different CranDocument10 pagesEffect of Direct Water Injection at Different CranJavier Conesa OutedaNo ratings yet
- Effect of Ignition Timing Advance On Performance of A Small Producer Gas EngineDocument9 pagesEffect of Ignition Timing Advance On Performance of A Small Producer Gas EnginecmuruganNo ratings yet
- Water Injection For Higher Engine Performance andDocument16 pagesWater Injection For Higher Engine Performance and2051130167No ratings yet
- Mohd Zafri Bin Mazri - 12694 - Chemical Engineering - Cold Energy Utilization From LNG Regasification PDFDocument75 pagesMohd Zafri Bin Mazri - 12694 - Chemical Engineering - Cold Energy Utilization From LNG Regasification PDFThanh Phong NguyễnNo ratings yet
- GPPF-2017-22: A Three-Dimensional Fluid-Structure-Thermal Simulation of Bump-Type Foil Thrust BearingsDocument10 pagesGPPF-2017-22: A Three-Dimensional Fluid-Structure-Thermal Simulation of Bump-Type Foil Thrust BearingsramNo ratings yet
- Xie 2017Document8 pagesXie 2017LOGA NATHAN KNo ratings yet
- Steady-State Optimization Operation of The West-East Gas PipelineDocument15 pagesSteady-State Optimization Operation of The West-East Gas PipelinesamandondonNo ratings yet
- PHD KUDocument117 pagesPHD KUAzra BudalicaNo ratings yet
- Fig - He - 14 - A Novel Process For Small-Scale Pipeline Natural Gas LiquefactionDocument8 pagesFig - He - 14 - A Novel Process For Small-Scale Pipeline Natural Gas LiquefactionRohit Kumar PandeyNo ratings yet
- Performance Evaluation and Experiment System For Waste Heat Recovery of Diesel EngineDocument11 pagesPerformance Evaluation and Experiment System For Waste Heat Recovery of Diesel EnginePedro ferreiraNo ratings yet
- Energy Conversion and Management: Baowei Fan, Jianfeng Pan, Wenming Yang, Yangxian Liu, Stephen Bani, Wei ChenDocument13 pagesEnergy Conversion and Management: Baowei Fan, Jianfeng Pan, Wenming Yang, Yangxian Liu, Stephen Bani, Wei ChenÖmer Faruk AkçilNo ratings yet
- 04 AbdalisousanDocument26 pages04 AbdalisousanJosé Vinicius Santos de AraújoNo ratings yet
- Development and Simulation of Natural Gas Refining Mechanism Based On Exergy StudyDocument11 pagesDevelopment and Simulation of Natural Gas Refining Mechanism Based On Exergy StudyIJRASETPublicationsNo ratings yet
- Fan EjectorDocument10 pagesFan EjectorJezneel Jiju AbrahamNo ratings yet
- Wes 2022 12Document32 pagesWes 2022 12Sahdat BataiNo ratings yet
- IJETMASDocument7 pagesIJETMASBrandon GohNo ratings yet
- Study of KJ-66 Micro Gas Turbine Compressor: Steady and Unsteady Reynolds-Averaged Navier-Stokes ApproachDocument15 pagesStudy of KJ-66 Micro Gas Turbine Compressor: Steady and Unsteady Reynolds-Averaged Navier-Stokes ApproachRatheesh SRCNo ratings yet
- Pulse Detonation EngineDocument34 pagesPulse Detonation EnginePrashant JainNo ratings yet
- Journal of Energy Storage: Zhiqi Wang, Meimei Han, Zhengfei Zhu, Yu Jiang, Lin JiangDocument9 pagesJournal of Energy Storage: Zhiqi Wang, Meimei Han, Zhengfei Zhu, Yu Jiang, Lin Jianga.poushandNo ratings yet
- Aspen Plus® Simulation of A Coal Gasification Process (Geometric Analysis)Document5 pagesAspen Plus® Simulation of A Coal Gasification Process (Geometric Analysis)Hotib PerwiraNo ratings yet
- Taha 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012057 PDFDocument21 pagesTaha 2017 IOP Conf. Ser. Mater. Sci. Eng. 257 012057 PDFShameem KNo ratings yet
- Shevchenko 2017 J. Phys. Conf. Ser. 891 012255Document7 pagesShevchenko 2017 J. Phys. Conf. Ser. 891 012255senthilNo ratings yet
- Analysis Flow InletDocument15 pagesAnalysis Flow Inletnubercard6111No ratings yet
- 1 s2.0 S036031991934114X MainDocument11 pages1 s2.0 S036031991934114X Mainsanthosh kumarNo ratings yet
- Energy Sources, Part A: Recovery, Utilization, and Environmental EffectsDocument15 pagesEnergy Sources, Part A: Recovery, Utilization, and Environmental EffectsMarisol Alzate FontalvoNo ratings yet
- Sage LaTeX GuidelinesDocument14 pagesSage LaTeX GuidelinesPalmNo ratings yet
- Preheater Cyclone1Document55 pagesPreheater Cyclone1manohar1005No ratings yet
- Analysis of Emissions in Four Stroke VCR Diesel Engine: June 2016Document9 pagesAnalysis of Emissions in Four Stroke VCR Diesel Engine: June 2016Dawn Hawk GaneshNo ratings yet
- 11 X October 2023Document11 pages11 X October 2023sadananddubey1987No ratings yet
- Al Dosari Finalthesis 2019Document37 pagesAl Dosari Finalthesis 2019Kavi PradhapNo ratings yet
- Proceedings of the 41st International Conference on Advanced Ceramics and CompositesFrom EverandProceedings of the 41st International Conference on Advanced Ceramics and CompositesWaltraud M. KrivenNo ratings yet
- Esteem Industries PVT Ltd-Pissrulem PLANT & MACHINERY DETAILS - As On 21st September, 2018 SR - No Description CapacityDocument9 pagesEsteem Industries PVT Ltd-Pissrulem PLANT & MACHINERY DETAILS - As On 21st September, 2018 SR - No Description Capacitysenvy coutinhoNo ratings yet
- Qa/Qc Mechanical Monthly Progress Report For June 2015: Area/System Description Status RemarksDocument1 pageQa/Qc Mechanical Monthly Progress Report For June 2015: Area/System Description Status RemarksRen SalazarNo ratings yet
- Automatic Boiler BlowdownDocument2 pagesAutomatic Boiler Blowdownarjmandquest50% (2)
- Ec210b-09 PDFDocument6 pagesEc210b-09 PDFJoniNo ratings yet
- Heat Exchangers, Strainers and SeperatorsDocument12 pagesHeat Exchangers, Strainers and SeperatorsJaveed A. Khan100% (1)
- Boom DB 800: DX/DX - RDocument24 pagesBoom DB 800: DX/DX - RcristianNo ratings yet
- HARSH3Document6 pagesHARSH3Warrior InsideNo ratings yet
- 13496Document6 pages13496Ajmal KhanNo ratings yet
- Weamco Truncated Cone BP112 PDFDocument2 pagesWeamco Truncated Cone BP112 PDFRajNo ratings yet
- Engineering Details Reliance 5E TRSCSSVDocument4 pagesEngineering Details Reliance 5E TRSCSSVAmbroise RICHARDNo ratings yet
- Aftercooler Coolant Temperature Is High (KENR9744)Document3 pagesAftercooler Coolant Temperature Is High (KENR9744)PramodNo ratings yet
- Piping IsoDocument1 pagePiping Isoஹரிஹரசுதன்100% (1)
- Saskatoon Product ListDocument6 pagesSaskatoon Product ListRahman EfendiNo ratings yet
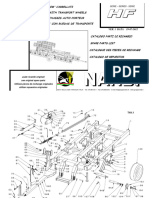
- Catalog Disc NARDIDocument26 pagesCatalog Disc NARDIDarie DanutNo ratings yet
- As 0201 en Gauge Valves and Pressure Gauge AccessoriesDocument36 pagesAs 0201 en Gauge Valves and Pressure Gauge AccessoriesTache MihaiNo ratings yet
- Effect of Number of Buckets On Flow Characteristics in Pelton TurbineDocument4 pagesEffect of Number of Buckets On Flow Characteristics in Pelton TurbineMartromuel RosariaNo ratings yet
- 2020 Medical Gas System-InspitalDocument60 pages2020 Medical Gas System-Inspitalanaseid977No ratings yet
- Week No. 3 Construction and Operating Principles of The Different Types of Gas TurbineDocument2 pagesWeek No. 3 Construction and Operating Principles of The Different Types of Gas TurbineBeah monique FaustinoNo ratings yet
- Summer 2020 Dr. Hidir Maral Department of Mechanical EngineeringDocument36 pagesSummer 2020 Dr. Hidir Maral Department of Mechanical EngineeringRıza ÜnalNo ratings yet
- Bomba Sumergible Grundfos 1100S PDFDocument4 pagesBomba Sumergible Grundfos 1100S PDFCarlos Roberto TamarizNo ratings yet
- Hydrotest Test Pressure StandardsDocument2 pagesHydrotest Test Pressure StandardsaliNo ratings yet
- Series R: 3 Piece Ball Valves With Integrated Handle DN8 - DN50 Butt Weld, Threaded, Socket Weld and Flanged VersionDocument2 pagesSeries R: 3 Piece Ball Valves With Integrated Handle DN8 - DN50 Butt Weld, Threaded, Socket Weld and Flanged VersionАртем КосовNo ratings yet
- Control Valves 412-1412 - En.08.02.01-05.183Document34 pagesControl Valves 412-1412 - En.08.02.01-05.183Billy MecanizadoNo ratings yet
- Interview Question and Answers For Fire Pump ForemanDocument10 pagesInterview Question and Answers For Fire Pump ForemanMuhammad AhmadNo ratings yet
- Consolidated Commerical Form 1Document71 pagesConsolidated Commerical Form 1Mathias OnosemuodeNo ratings yet
- Assignment 2 Problems For Momentum TransferDocument2 pagesAssignment 2 Problems For Momentum TransferZiyad Al Abasie0% (1)
- Fisher Big Joe Type 630 321 ManualDocument11 pagesFisher Big Joe Type 630 321 ManualAbigail Lupe Aguilar YapuraNo ratings yet