
No.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure Vessels
No.: HURL-G-ED-C00-STA-SPC-000-D102 Engineering Specification For Pressure Vessels
You might also like
- 202517C-0000-JSD-1300-008-B - Piping Stres CalculationDocument32 pages202517C-0000-JSD-1300-008-B - Piping Stres CalculationHasan arif KısaalioğluNo ratings yet
- Data Sheet Air Foam ChamberDocument1 pageData Sheet Air Foam ChamberPinjala AnoopNo ratings yet
- DHU-NOCL - JOB EXECUTION PLAN - SupersededDocument37 pagesDHU-NOCL - JOB EXECUTION PLAN - SupersededTaofiqNo ratings yet
- 4LH ST PDFDocument101 pages4LH ST PDFAshley CampbellNo ratings yet
- Electrical CabnetDocument19 pagesElectrical Cabnetranjith_007100% (1)
- Index - Amendment To TBPDocument4 pagesIndex - Amendment To TBPVineet 01No ratings yet
- TQ - Air Fin Cooler (CS) - ModificationDocument6 pagesTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaNo ratings yet
- 03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantDocument40 pages03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantmahmoudNo ratings yet
- Epcm Services For Installation of "Indresid " Demonstration Plant at PanipatDocument19 pagesEpcm Services For Installation of "Indresid " Demonstration Plant at Panipatrutuja100% (2)
- TPP-ABE-PP-1001-0001, Piping Material Take-Off - IDC - 15-Feb-2016Document10 pagesTPP-ABE-PP-1001-0001, Piping Material Take-Off - IDC - 15-Feb-2016OlusayoNo ratings yet
- 18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Document5 pages18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Avinash ShuklaNo ratings yet
- Pages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Document4 pagesPages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Vinay YadavNo ratings yet
- TE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.BDocument12 pagesTE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.Brizwan.zamanNo ratings yet
- 08572-Trht-Ms-Ppfm003-A06-001 - D General Arrangement Drawing Fire Water Storage TankDocument3 pages08572-Trht-Ms-Ppfm003-A06-001 - D General Arrangement Drawing Fire Water Storage TankSamer ArousNo ratings yet
- Data Sheet For Absorber Reflux Drum (GTPT-V-250-003)Document4 pagesData Sheet For Absorber Reflux Drum (GTPT-V-250-003)Mohamed hamza souissiNo ratings yet
- Annexure 2 - Requisition For Pipe 4inch & AboveDocument11 pagesAnnexure 2 - Requisition For Pipe 4inch & Abovefrankz89No ratings yet
- MD1-0-T-030-05-00070 - 3 ITP For Field Erected TankDocument14 pagesMD1-0-T-030-05-00070 - 3 ITP For Field Erected TankTran Khuynh100% (1)
- ZADCO-Mechanical Equipment SpecificationDocument83 pagesZADCO-Mechanical Equipment SpecificationNAMONo ratings yet
- Engineering Group: Kuwait Oil Company (K.S.C.)Document14 pagesEngineering Group: Kuwait Oil Company (K.S.C.)Aravindan Ganesh KumarNo ratings yet
- BS-VI Projects For Panipat Refineriy of IOCL: Column/ Tower Carbon Stee L, CladDocument301 pagesBS-VI Projects For Panipat Refineriy of IOCL: Column/ Tower Carbon Stee L, CladPradip ShindeNo ratings yet
- Ongc 2004a Rev 7Document78 pagesOngc 2004a Rev 7dzardoniNo ratings yet
- 6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFDocument20 pages6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFsumit kumarNo ratings yet
- 645295-P56790A-0154 - 01 Acoustic Insulation PDFDocument18 pages645295-P56790A-0154 - 01 Acoustic Insulation PDFAnsar AliNo ratings yet
- 26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Document121 pages26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Ade FaruroziNo ratings yet
- Mechanical Tender CNG PDFDocument161 pagesMechanical Tender CNG PDFAWANI SRIVASTAVANo ratings yet
- Pump CalcDocument5 pagesPump CalcpavanNo ratings yet
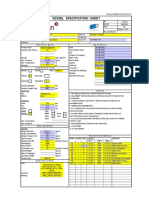
- Vessel Specification SheetDocument2 pagesVessel Specification Sheetangel gabriel perez valdezNo ratings yet
- 16 B 06 HDocument20 pages16 B 06 HVaibhav Bhoir0% (1)
- Technical Notes and Specifications Part CDocument29 pagesTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- LPG Amine Cooler-SummaryDocument15 pagesLPG Amine Cooler-SummaryJEEVITHANo ratings yet
- Bài Tập Kỹ Thuật Điện TửDocument13 pagesBài Tập Kỹ Thuật Điện TửNguyenCanhBaoNo ratings yet
- Dhamra LNG Terminal Pvt. Ltd. (DLTPL)Document11 pagesDhamra LNG Terminal Pvt. Ltd. (DLTPL)balajikrishnanNo ratings yet
- Epcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitDocument7 pagesEpcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitKunalNo ratings yet
- Mucg06m1tw - List of DocumentsDocument62 pagesMucg06m1tw - List of DocumentsKalai SelvanNo ratings yet
- Mechanical Data Sheet - Air Filter (031-GN-002AB)Document5 pagesMechanical Data Sheet - Air Filter (031-GN-002AB)Gaurav PandeyNo ratings yet
- 5ST0307 - 017-T1-Me-Das-259 - 1 PDFDocument5 pages5ST0307 - 017-T1-Me-Das-259 - 1 PDFRishabh Verma100% (1)
- Proc Eng P&I DDocument60 pagesProc Eng P&I DGiang T LeNo ratings yet
- Material Requisition For Expansion Joint - Rev1Document4 pagesMaterial Requisition For Expansion Joint - Rev1altipatlar100% (1)
- Study PDFDocument50 pagesStudy PDFAtty AttyNo ratings yet
- ELT-01-EP-TS-0007 - Specification For Insulation - R0Document52 pagesELT-01-EP-TS-0007 - Specification For Insulation - R0jorgekarlosprNo ratings yet
- Pig Launchers Recievers PDFDocument9 pagesPig Launchers Recievers PDFgalih santosoNo ratings yet
- 12 Chaturvedi EIL PresentationDocument12 pages12 Chaturvedi EIL Presentationget2anushNo ratings yet
- 0012DI3630 2719 T-SV 1100.001 (En) - Derrick & Risers-Utility PipingDocument9 pages0012DI3630 2719 T-SV 1100.001 (En) - Derrick & Risers-Utility PipingAkhtar AnsariNo ratings yet
- VD 1233 330 DPH 001 0Document11 pagesVD 1233 330 DPH 001 0Reza AranNo ratings yet
- 94-QC20-J-414 - Curb Angle Check On L100X100X15Document92 pages94-QC20-J-414 - Curb Angle Check On L100X100X15Hgagselim SelimNo ratings yet
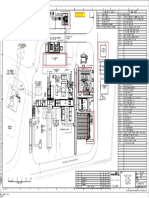
- Plot Plan PDFDocument1 pagePlot Plan PDFBadredine Farah100% (1)
- Tank Fabrication & ErectionDocument72 pagesTank Fabrication & ErectionPramod GrNo ratings yet
- Specification For Piping Erection and TestingDocument44 pagesSpecification For Piping Erection and TestingSanjay SenNo ratings yet
- NL-WI-236-04 Nozzle Loads EquipmentDocument3 pagesNL-WI-236-04 Nozzle Loads EquipmentChirag ShahNo ratings yet
- Requisition of PumpDocument8 pagesRequisition of PumpGunturMudaAliAkbarNo ratings yet
- Tbe For Osbl (SBS)Document5 pagesTbe For Osbl (SBS)benidbb100% (3)
- Tank Datasheet - CS-8000KL - RADocument1 pageTank Datasheet - CS-8000KL - RASumantrra ChattopadhyayNo ratings yet
- V1121 FLPC MS Ga 6024017 PDFDocument219 pagesV1121 FLPC MS Ga 6024017 PDFDarshan PanchalNo ratings yet
- B1ADocument7 pagesB1ASumantrra Chattopadhyay0% (1)
- LPG Blending Facilities - List of Documents For TenderDocument235 pagesLPG Blending Facilities - List of Documents For TenderManish MehtaNo ratings yet
- Rev 1 CCR P&id CommentsDocument2 pagesRev 1 CCR P&id Commentsxentrer100% (1)
- A545-6-44-0016 - Rev-3 NDT NEW SPECDocument20 pagesA545-6-44-0016 - Rev-3 NDT NEW SPECSaheb YadavNo ratings yet
- HD Tanque ATM PDFDocument1 pageHD Tanque ATM PDFAtomic JNo ratings yet
- Material Requisition For Expansion Joint - Rev7Document5 pagesMaterial Requisition For Expansion Joint - Rev7altipatlarNo ratings yet
- Coil Spring For Fiat BogieDocument99 pagesCoil Spring For Fiat BogieBhabasankar SamantaNo ratings yet
- 18-1039 Draft Report (Nuberg Engg.) Complete PDFDocument73 pages18-1039 Draft Report (Nuberg Engg.) Complete PDFYatendra TyagiNo ratings yet
- Transportation - Bearing LoadDocument3 pagesTransportation - Bearing LoadDarshan PanchalNo ratings yet
- Vdu Lift Stair Tower 302 - Site Bolt List-IfcDocument270 pagesVdu Lift Stair Tower 302 - Site Bolt List-IfcDarshan PanchalNo ratings yet
- Sr. No. Type Material of Construction Item Description: Pressure KG/CM G Temperature °C MOCDocument3 pagesSr. No. Type Material of Construction Item Description: Pressure KG/CM G Temperature °C MOCDarshan PanchalNo ratings yet
- Pressure KG/CM G Temperature °C MOC: Sr. No. Type Material of Construction Item DescriptionDocument3 pagesPressure KG/CM G Temperature °C MOC: Sr. No. Type Material of Construction Item DescriptionDarshan PanchalNo ratings yet
- Design Notes and AssumptionsDocument19 pagesDesign Notes and AssumptionsDarshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-SR38-0830 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-SR38-0830 - Rev 0Darshan PanchalNo ratings yet
- Vdu Lift Stair Tower 302 - Structure - Part List - IfcDocument130 pagesVdu Lift Stair Tower 302 - Structure - Part List - IfcDarshan PanchalNo ratings yet
- Vdu Lift Stair Tower 302 - Complete Bolt List-IfcDocument4 pagesVdu Lift Stair Tower 302 - Complete Bolt List-IfcDarshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-SR36-0828 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-SR36-0828 - Rev 0Darshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-FR2-0601 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-FR2-0601 - Rev 0Darshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-SR25-0817 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-SR25-0817 - Rev 0Darshan PanchalNo ratings yet
- Gaskets App 2Document6 pagesGaskets App 2Darshan PanchalNo ratings yet
- Champion Jointing SheetDocument5 pagesChampion Jointing SheetDarshan PanchalNo ratings yet
- Spec. Number Suffixes: US Based On US Codes and Standards, ON Applicable For Onshore Projects, M&U Units UsedDocument28 pagesSpec. Number Suffixes: US Based On US Codes and Standards, ON Applicable For Onshore Projects, M&U Units UsedDarshan PanchalNo ratings yet
- Design Philosophy - StaticDocument61 pagesDesign Philosophy - StaticDarshan PanchalNo ratings yet
- Process Equipment Design: Machine A PDF Writer That Produces Quality PDF Files With Ease!Document1 pageProcess Equipment Design: Machine A PDF Writer That Produces Quality PDF Files With Ease!Darshan PanchalNo ratings yet
- Pumping Unit T75 Manual 107072Document32 pagesPumping Unit T75 Manual 107072reinaldopf2012No ratings yet
- Valve StandardsDocument20 pagesValve StandardsCosimoNo ratings yet
- Detailed Design of Ethylene FractionatorDocument93 pagesDetailed Design of Ethylene FractionatorYusuf Iskandar100% (1)
- RC 11001Document9 pagesRC 11001Mark Darrel AranasNo ratings yet
- Taylor Gauge Catalog 7.14Document40 pagesTaylor Gauge Catalog 7.14Marco CastilloNo ratings yet
- P PT Industrial Stainless Steel Filter HousingsDocument4 pagesP PT Industrial Stainless Steel Filter Housingsliceth.emilio30mpNo ratings yet
- PEL-PIP-SPC-002 Piping-Specification Piping Material ClasDocument29 pagesPEL-PIP-SPC-002 Piping-Specification Piping Material ClasIndra HarapanNo ratings yet
- Piping Interview QuestionsDocument6 pagesPiping Interview QuestionsCalvin Hobbes100% (1)
- Polycon 1Document20 pagesPolycon 1Mohamd LabeabNo ratings yet
- Fdocuments - in Flowirl 87002Document77 pagesFdocuments - in Flowirl 87002johnNo ratings yet
- GGL LucknowDocument525 pagesGGL LucknowPraveen KumarNo ratings yet
- SSP 665 Audi A8 Type 4N New Air Conditioning Features and Introduction of Refrigerant R744Document36 pagesSSP 665 Audi A8 Type 4N New Air Conditioning Features and Introduction of Refrigerant R744ylk1No ratings yet
- Procedimiento para Reparar La Bomba de AguaDocument4 pagesProcedimiento para Reparar La Bomba de AguaJose A. Basanta H.No ratings yet
- Air Fin CoolersDocument43 pagesAir Fin Coolersbharatbellad100% (2)
- Documents ListttDocument3 pagesDocuments ListttAli Sadeghi0% (1)
- PressureDocument22 pagesPressureSilene SalazarNo ratings yet
- Complete Engine - Overview PDFDocument3 pagesComplete Engine - Overview PDFjhoelsbNo ratings yet
- Insulating The High Voltage ConnectionsDocument6 pagesInsulating The High Voltage ConnectionsKo Phyo Wai100% (1)
- Engine Oil DripDocument3 pagesEngine Oil Dripما لك شغل100% (1)
- Dink50 SH10BADocument85 pagesDink50 SH10BAKlara PataiNo ratings yet
- DIN EN 13555 - Test Method Explanation - TECHNICAL BULLETIN++ PDFDocument3 pagesDIN EN 13555 - Test Method Explanation - TECHNICAL BULLETIN++ PDFAli AlizadehNo ratings yet
- Cummins 6BT5.9-G2 SO11649 Parts CatalogueDocument10 pagesCummins 6BT5.9-G2 SO11649 Parts CatalogueAnbarasanNo ratings yet
- Duct/Immersion Thermistor Temperature Sensor (4 Inch) : Installation SheetDocument4 pagesDuct/Immersion Thermistor Temperature Sensor (4 Inch) : Installation Sheetadriano.caputiNo ratings yet
- Method Statement For Installation of Hume PipeDocument22 pagesMethod Statement For Installation of Hume PipeĐặng Quang Huy89% (9)
- Dabur AmlaDocument4 pagesDabur AmlaMD Abu Bakar SiddiqueNo ratings yet
- Service Manual: ForewordDocument1,790 pagesService Manual: ForewordMarcin MarszałekNo ratings yet
- FOX 3F Water Combination Air Valve 11.2021Document4 pagesFOX 3F Water Combination Air Valve 11.2021bre brilianNo ratings yet
- 1500 2014 5.7LDocument285 pages1500 2014 5.7LLuis Ramon Arguello RealNo ratings yet
- 17 FlameguardDocument2 pages17 FlameguardNikita KadamNo ratings yet




































































































Download as pdf or txt
You might also like
- 202517C-0000-JSD-1300-008-B - Piping Stres CalculationDocument32 pages202517C-0000-JSD-1300-008-B - Piping Stres CalculationHasan arif KısaalioğluNo ratings yet
- Data Sheet Air Foam ChamberDocument1 pageData Sheet Air Foam ChamberPinjala AnoopNo ratings yet
- DHU-NOCL - JOB EXECUTION PLAN - SupersededDocument37 pagesDHU-NOCL - JOB EXECUTION PLAN - SupersededTaofiqNo ratings yet
- 4LH ST PDFDocument101 pages4LH ST PDFAshley CampbellNo ratings yet
- Electrical CabnetDocument19 pagesElectrical Cabnetranjith_007100% (1)
- Index - Amendment To TBPDocument4 pagesIndex - Amendment To TBPVineet 01No ratings yet
- TQ - Air Fin Cooler (CS) - ModificationDocument6 pagesTQ - Air Fin Cooler (CS) - ModificationAvinash ShuklaNo ratings yet
- 03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantDocument40 pages03-M-U-300819 Installation Instruction For Cold Box of Air Separation PlantmahmoudNo ratings yet
- Epcm Services For Installation of "Indresid " Demonstration Plant at PanipatDocument19 pagesEpcm Services For Installation of "Indresid " Demonstration Plant at Panipatrutuja100% (2)
- TPP-ABE-PP-1001-0001, Piping Material Take-Off - IDC - 15-Feb-2016Document10 pagesTPP-ABE-PP-1001-0001, Piping Material Take-Off - IDC - 15-Feb-2016OlusayoNo ratings yet
- 18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Document5 pages18105-Abg-01-Me-das-033 Rev-A Mechanical Data Sheet O2 Stripper Condense...Avinash ShuklaNo ratings yet
- Pages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Document4 pagesPages From g446 0828 2810 Itp 0100 0046 Rev 05 Final Approved 2Vinay YadavNo ratings yet
- TE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.BDocument12 pagesTE-419891-001 - 862-U-2301 - BIOCIDE DOSING PACKAGE - Rev.Brizwan.zamanNo ratings yet
- 08572-Trht-Ms-Ppfm003-A06-001 - D General Arrangement Drawing Fire Water Storage TankDocument3 pages08572-Trht-Ms-Ppfm003-A06-001 - D General Arrangement Drawing Fire Water Storage TankSamer ArousNo ratings yet
- Data Sheet For Absorber Reflux Drum (GTPT-V-250-003)Document4 pagesData Sheet For Absorber Reflux Drum (GTPT-V-250-003)Mohamed hamza souissiNo ratings yet
- Annexure 2 - Requisition For Pipe 4inch & AboveDocument11 pagesAnnexure 2 - Requisition For Pipe 4inch & Abovefrankz89No ratings yet
- MD1-0-T-030-05-00070 - 3 ITP For Field Erected TankDocument14 pagesMD1-0-T-030-05-00070 - 3 ITP For Field Erected TankTran Khuynh100% (1)
- ZADCO-Mechanical Equipment SpecificationDocument83 pagesZADCO-Mechanical Equipment SpecificationNAMONo ratings yet
- Engineering Group: Kuwait Oil Company (K.S.C.)Document14 pagesEngineering Group: Kuwait Oil Company (K.S.C.)Aravindan Ganesh KumarNo ratings yet
- BS-VI Projects For Panipat Refineriy of IOCL: Column/ Tower Carbon Stee L, CladDocument301 pagesBS-VI Projects For Panipat Refineriy of IOCL: Column/ Tower Carbon Stee L, CladPradip ShindeNo ratings yet
- Ongc 2004a Rev 7Document78 pagesOngc 2004a Rev 7dzardoniNo ratings yet
- 6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFDocument20 pages6-15-0001 Rev 2 Gen Spec For Heat Exchanger PDFsumit kumarNo ratings yet
- 645295-P56790A-0154 - 01 Acoustic Insulation PDFDocument18 pages645295-P56790A-0154 - 01 Acoustic Insulation PDFAnsar AliNo ratings yet
- 26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Document121 pages26071-100-M0-M000-00100-002 Standard Drawing For Mechanical Stationary Equipment (Amendment)Ade FaruroziNo ratings yet
- Mechanical Tender CNG PDFDocument161 pagesMechanical Tender CNG PDFAWANI SRIVASTAVANo ratings yet
- Pump CalcDocument5 pagesPump CalcpavanNo ratings yet
- Vessel Specification SheetDocument2 pagesVessel Specification Sheetangel gabriel perez valdezNo ratings yet
- 16 B 06 HDocument20 pages16 B 06 HVaibhav Bhoir0% (1)
- Technical Notes and Specifications Part CDocument29 pagesTechnical Notes and Specifications Part Cهيمنت بيلوديا100% (1)
- LPG Amine Cooler-SummaryDocument15 pagesLPG Amine Cooler-SummaryJEEVITHANo ratings yet
- Bài Tập Kỹ Thuật Điện TửDocument13 pagesBài Tập Kỹ Thuật Điện TửNguyenCanhBaoNo ratings yet
- Dhamra LNG Terminal Pvt. Ltd. (DLTPL)Document11 pagesDhamra LNG Terminal Pvt. Ltd. (DLTPL)balajikrishnanNo ratings yet
- Epcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitDocument7 pagesEpcc-04 Package - Delayed Coker Unit (Dcu) With Unsaturated LPG Treating UnitKunalNo ratings yet
- Mucg06m1tw - List of DocumentsDocument62 pagesMucg06m1tw - List of DocumentsKalai SelvanNo ratings yet
- Mechanical Data Sheet - Air Filter (031-GN-002AB)Document5 pagesMechanical Data Sheet - Air Filter (031-GN-002AB)Gaurav PandeyNo ratings yet
- 5ST0307 - 017-T1-Me-Das-259 - 1 PDFDocument5 pages5ST0307 - 017-T1-Me-Das-259 - 1 PDFRishabh Verma100% (1)
- Proc Eng P&I DDocument60 pagesProc Eng P&I DGiang T LeNo ratings yet
- Material Requisition For Expansion Joint - Rev1Document4 pagesMaterial Requisition For Expansion Joint - Rev1altipatlar100% (1)
- Study PDFDocument50 pagesStudy PDFAtty AttyNo ratings yet
- ELT-01-EP-TS-0007 - Specification For Insulation - R0Document52 pagesELT-01-EP-TS-0007 - Specification For Insulation - R0jorgekarlosprNo ratings yet
- Pig Launchers Recievers PDFDocument9 pagesPig Launchers Recievers PDFgalih santosoNo ratings yet
- 12 Chaturvedi EIL PresentationDocument12 pages12 Chaturvedi EIL Presentationget2anushNo ratings yet
- 0012DI3630 2719 T-SV 1100.001 (En) - Derrick & Risers-Utility PipingDocument9 pages0012DI3630 2719 T-SV 1100.001 (En) - Derrick & Risers-Utility PipingAkhtar AnsariNo ratings yet
- VD 1233 330 DPH 001 0Document11 pagesVD 1233 330 DPH 001 0Reza AranNo ratings yet
- 94-QC20-J-414 - Curb Angle Check On L100X100X15Document92 pages94-QC20-J-414 - Curb Angle Check On L100X100X15Hgagselim SelimNo ratings yet
- Plot Plan PDFDocument1 pagePlot Plan PDFBadredine Farah100% (1)
- Tank Fabrication & ErectionDocument72 pagesTank Fabrication & ErectionPramod GrNo ratings yet
- Specification For Piping Erection and TestingDocument44 pagesSpecification For Piping Erection and TestingSanjay SenNo ratings yet
- NL-WI-236-04 Nozzle Loads EquipmentDocument3 pagesNL-WI-236-04 Nozzle Loads EquipmentChirag ShahNo ratings yet
- Requisition of PumpDocument8 pagesRequisition of PumpGunturMudaAliAkbarNo ratings yet
- Tbe For Osbl (SBS)Document5 pagesTbe For Osbl (SBS)benidbb100% (3)
- Tank Datasheet - CS-8000KL - RADocument1 pageTank Datasheet - CS-8000KL - RASumantrra ChattopadhyayNo ratings yet
- V1121 FLPC MS Ga 6024017 PDFDocument219 pagesV1121 FLPC MS Ga 6024017 PDFDarshan PanchalNo ratings yet
- B1ADocument7 pagesB1ASumantrra Chattopadhyay0% (1)
- LPG Blending Facilities - List of Documents For TenderDocument235 pagesLPG Blending Facilities - List of Documents For TenderManish MehtaNo ratings yet
- Rev 1 CCR P&id CommentsDocument2 pagesRev 1 CCR P&id Commentsxentrer100% (1)
- A545-6-44-0016 - Rev-3 NDT NEW SPECDocument20 pagesA545-6-44-0016 - Rev-3 NDT NEW SPECSaheb YadavNo ratings yet
- HD Tanque ATM PDFDocument1 pageHD Tanque ATM PDFAtomic JNo ratings yet
- Material Requisition For Expansion Joint - Rev7Document5 pagesMaterial Requisition For Expansion Joint - Rev7altipatlarNo ratings yet
- Coil Spring For Fiat BogieDocument99 pagesCoil Spring For Fiat BogieBhabasankar SamantaNo ratings yet
- 18-1039 Draft Report (Nuberg Engg.) Complete PDFDocument73 pages18-1039 Draft Report (Nuberg Engg.) Complete PDFYatendra TyagiNo ratings yet
- Transportation - Bearing LoadDocument3 pagesTransportation - Bearing LoadDarshan PanchalNo ratings yet
- Vdu Lift Stair Tower 302 - Site Bolt List-IfcDocument270 pagesVdu Lift Stair Tower 302 - Site Bolt List-IfcDarshan PanchalNo ratings yet
- Sr. No. Type Material of Construction Item Description: Pressure KG/CM G Temperature °C MOCDocument3 pagesSr. No. Type Material of Construction Item Description: Pressure KG/CM G Temperature °C MOCDarshan PanchalNo ratings yet
- Pressure KG/CM G Temperature °C MOC: Sr. No. Type Material of Construction Item DescriptionDocument3 pagesPressure KG/CM G Temperature °C MOC: Sr. No. Type Material of Construction Item DescriptionDarshan PanchalNo ratings yet
- Design Notes and AssumptionsDocument19 pagesDesign Notes and AssumptionsDarshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-SR38-0830 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-SR38-0830 - Rev 0Darshan PanchalNo ratings yet
- Vdu Lift Stair Tower 302 - Structure - Part List - IfcDocument130 pagesVdu Lift Stair Tower 302 - Structure - Part List - IfcDarshan PanchalNo ratings yet
- Vdu Lift Stair Tower 302 - Complete Bolt List-IfcDocument4 pagesVdu Lift Stair Tower 302 - Complete Bolt List-IfcDarshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-SR36-0828 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-SR36-0828 - Rev 0Darshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-FR2-0601 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-FR2-0601 - Rev 0Darshan PanchalNo ratings yet
- B224-CDU-TPL-101-CV-FD-LZ302-SR25-0817 - Rev 0Document1 pageB224-CDU-TPL-101-CV-FD-LZ302-SR25-0817 - Rev 0Darshan PanchalNo ratings yet
- Gaskets App 2Document6 pagesGaskets App 2Darshan PanchalNo ratings yet
- Champion Jointing SheetDocument5 pagesChampion Jointing SheetDarshan PanchalNo ratings yet
- Spec. Number Suffixes: US Based On US Codes and Standards, ON Applicable For Onshore Projects, M&U Units UsedDocument28 pagesSpec. Number Suffixes: US Based On US Codes and Standards, ON Applicable For Onshore Projects, M&U Units UsedDarshan PanchalNo ratings yet
- Design Philosophy - StaticDocument61 pagesDesign Philosophy - StaticDarshan PanchalNo ratings yet
- Process Equipment Design: Machine A PDF Writer That Produces Quality PDF Files With Ease!Document1 pageProcess Equipment Design: Machine A PDF Writer That Produces Quality PDF Files With Ease!Darshan PanchalNo ratings yet
- Pumping Unit T75 Manual 107072Document32 pagesPumping Unit T75 Manual 107072reinaldopf2012No ratings yet
- Valve StandardsDocument20 pagesValve StandardsCosimoNo ratings yet
- Detailed Design of Ethylene FractionatorDocument93 pagesDetailed Design of Ethylene FractionatorYusuf Iskandar100% (1)
- RC 11001Document9 pagesRC 11001Mark Darrel AranasNo ratings yet
- Taylor Gauge Catalog 7.14Document40 pagesTaylor Gauge Catalog 7.14Marco CastilloNo ratings yet
- P PT Industrial Stainless Steel Filter HousingsDocument4 pagesP PT Industrial Stainless Steel Filter Housingsliceth.emilio30mpNo ratings yet
- PEL-PIP-SPC-002 Piping-Specification Piping Material ClasDocument29 pagesPEL-PIP-SPC-002 Piping-Specification Piping Material ClasIndra HarapanNo ratings yet
- Piping Interview QuestionsDocument6 pagesPiping Interview QuestionsCalvin Hobbes100% (1)
- Polycon 1Document20 pagesPolycon 1Mohamd LabeabNo ratings yet
- Fdocuments - in Flowirl 87002Document77 pagesFdocuments - in Flowirl 87002johnNo ratings yet
- GGL LucknowDocument525 pagesGGL LucknowPraveen KumarNo ratings yet
- SSP 665 Audi A8 Type 4N New Air Conditioning Features and Introduction of Refrigerant R744Document36 pagesSSP 665 Audi A8 Type 4N New Air Conditioning Features and Introduction of Refrigerant R744ylk1No ratings yet
- Procedimiento para Reparar La Bomba de AguaDocument4 pagesProcedimiento para Reparar La Bomba de AguaJose A. Basanta H.No ratings yet
- Air Fin CoolersDocument43 pagesAir Fin Coolersbharatbellad100% (2)
- Documents ListttDocument3 pagesDocuments ListttAli Sadeghi0% (1)
- PressureDocument22 pagesPressureSilene SalazarNo ratings yet
- Complete Engine - Overview PDFDocument3 pagesComplete Engine - Overview PDFjhoelsbNo ratings yet
- Insulating The High Voltage ConnectionsDocument6 pagesInsulating The High Voltage ConnectionsKo Phyo Wai100% (1)
- Engine Oil DripDocument3 pagesEngine Oil Dripما لك شغل100% (1)
- Dink50 SH10BADocument85 pagesDink50 SH10BAKlara PataiNo ratings yet
- DIN EN 13555 - Test Method Explanation - TECHNICAL BULLETIN++ PDFDocument3 pagesDIN EN 13555 - Test Method Explanation - TECHNICAL BULLETIN++ PDFAli AlizadehNo ratings yet
- Cummins 6BT5.9-G2 SO11649 Parts CatalogueDocument10 pagesCummins 6BT5.9-G2 SO11649 Parts CatalogueAnbarasanNo ratings yet
- Duct/Immersion Thermistor Temperature Sensor (4 Inch) : Installation SheetDocument4 pagesDuct/Immersion Thermistor Temperature Sensor (4 Inch) : Installation Sheetadriano.caputiNo ratings yet
- Method Statement For Installation of Hume PipeDocument22 pagesMethod Statement For Installation of Hume PipeĐặng Quang Huy89% (9)
- Dabur AmlaDocument4 pagesDabur AmlaMD Abu Bakar SiddiqueNo ratings yet
- Service Manual: ForewordDocument1,790 pagesService Manual: ForewordMarcin MarszałekNo ratings yet
- FOX 3F Water Combination Air Valve 11.2021Document4 pagesFOX 3F Water Combination Air Valve 11.2021bre brilianNo ratings yet
- 1500 2014 5.7LDocument285 pages1500 2014 5.7LLuis Ramon Arguello RealNo ratings yet
- 17 FlameguardDocument2 pages17 FlameguardNikita KadamNo ratings yet