
Modified LOPA Procedure
Modified LOPA Procedure
You might also like
- Safety Critical Element IdentificationDocument14 pagesSafety Critical Element IdentificationNikolas Eiffel Newcastle50% (2)
- Risk Assessment in The Oil and Gas Energy IndustryDocument5 pagesRisk Assessment in The Oil and Gas Energy IndustryJaeman ParkNo ratings yet
- BIA and RADocument8 pagesBIA and RAGajendra.KanseNo ratings yet
- Proposal Furnihome SDN BHD FSGDocument10 pagesProposal Furnihome SDN BHD FSGAmirul AdhamNo ratings yet
- Procurement Plan TemplateDocument17 pagesProcurement Plan TemplateCivil Kittie100% (1)
- RMP QnaDocument8 pagesRMP QnamakeencvNo ratings yet
- Loss Prevention: An Insurance Term Where The Loss Represents TheDocument13 pagesLoss Prevention: An Insurance Term Where The Loss Represents TheKhadeejaNo ratings yet
- API 580 - RBI 580 Definitions - 54 TermsDocument6 pagesAPI 580 - RBI 580 Definitions - 54 TermsSERFORTEC CIA. LTDA.No ratings yet
- Human Error - in The LoopDocument3 pagesHuman Error - in The Loopsl1828No ratings yet
- Appendix g.3 Qra Modelling r2Document10 pagesAppendix g.3 Qra Modelling r2ext.diego.paulinoNo ratings yet
- 899 Howto LOPADocument5 pages899 Howto LOPAkumar_chemical100% (1)
- NMISHRAG AppendicesDocument48 pagesNMISHRAG Appendicesapi-3733731No ratings yet
- Formal Safety Assessment: Basic Glossary of TermsDocument7 pagesFormal Safety Assessment: Basic Glossary of TermsReuben LanfrancoNo ratings yet
- Risk Analysis Techniques PDFDocument7 pagesRisk Analysis Techniques PDFingenierosunidosNo ratings yet
- Risk Analysis TechniquesDocument7 pagesRisk Analysis TechniquesingenierosunidosNo ratings yet
- Hazard Identification & Risk Assessment (Hira)Document23 pagesHazard Identification & Risk Assessment (Hira)Ked KubenNo ratings yet
- Wellcontrol dwc01Document13 pagesWellcontrol dwc01daburto2No ratings yet
- Sis Training Course 1Document8 pagesSis Training Course 1santoshjshinde100% (1)
- Prepared By: Amiya Ray Sandeep SidhuDocument29 pagesPrepared By: Amiya Ray Sandeep SidhuHarpreet Sutdhar89% (18)
- Study Notes Video 3 580 Terms Rev 1Document6 pagesStudy Notes Video 3 580 Terms Rev 1majidNo ratings yet
- An Overview of Emergency Relief System Design Practice: HaroldDocument12 pagesAn Overview of Emergency Relief System Design Practice: HaroldAzar DeenNo ratings yet
- A Framework For Risk ManagementDocument16 pagesA Framework For Risk ManagementAnonymous wMppXCM0100% (1)
- QRA Life Cycle and Methodoloy PaperDocument8 pagesQRA Life Cycle and Methodoloy PaperFurqan ShahidNo ratings yet
- PCSM Lecture Intro of SafetyDocument21 pagesPCSM Lecture Intro of SafetyDHRUV SONAGARANo ratings yet
- Risk Assessment at Sea Training CourseDocument32 pagesRisk Assessment at Sea Training CourseNikkolai Kirril Gementiza UguisNo ratings yet
- Layer of Protection AnalysisDocument6 pagesLayer of Protection Analysishmatora72_905124701No ratings yet
- INDEX 1 Risk ManagementDocument13 pagesINDEX 1 Risk ManagementAhmed Adel El-NweryNo ratings yet
- SHM - Practical 12 - Risk Assessment MethodsDocument8 pagesSHM - Practical 12 - Risk Assessment MethodsBhaliya AadityaNo ratings yet
- Addressing Enablers in LOPADocument14 pagesAddressing Enablers in LOPAluneallanNo ratings yet
- Iec 61508Document14 pagesIec 61508Pandhu DewantoNo ratings yet
- Formal Safety Assessment: Basic Glossary of TermsDocument7 pagesFormal Safety Assessment: Basic Glossary of Termshafidhrahadiyan2No ratings yet
- Unit 7 - VideoClipRef - 2021Document6 pagesUnit 7 - VideoClipRef - 2021Nella NellaNo ratings yet
- 21 Determine SIS and SIL Using HazOpsDocument11 pages21 Determine SIS and SIL Using HazOpsMarco Antonio Cruz MéndezNo ratings yet
- Adl Hazop Analysis-MinDocument4 pagesAdl Hazop Analysis-MinJosué Chávez CastellanosNo ratings yet
- Hazard Identification and Risk AssesmentDocument22 pagesHazard Identification and Risk AssesmentBalamurali KirankumarNo ratings yet
- Preliminary Hazard Analysis (PHA)Document8 pagesPreliminary Hazard Analysis (PHA)dNo ratings yet
- Determinacion de SIS and SILDocument10 pagesDeterminacion de SIS and SILAlejandro GorostietaNo ratings yet
- Fundamentals of Process Safety and Risk ManagementDocument45 pagesFundamentals of Process Safety and Risk Managementwidayu rahmidha100% (1)
- Study Notes Video 4 580 Scope Basic Risk Assessment ConceptsDocument6 pagesStudy Notes Video 4 580 Scope Basic Risk Assessment ConceptsmajidNo ratings yet
- FSA Glossary pdf437 PDFDocument7 pagesFSA Glossary pdf437 PDFsudeepNo ratings yet
- Sil VerificationDocument29 pagesSil Verification薛永圭No ratings yet
- Making The Most of Alarms As A Safety Layer of ProtectionDocument16 pagesMaking The Most of Alarms As A Safety Layer of ProtectionAli AbbasovNo ratings yet
- Oil Gas Offshore Safety Case (Risk Assessment) : August 2016Document44 pagesOil Gas Offshore Safety Case (Risk Assessment) : August 2016Andi SuntoroNo ratings yet
- Hazard, Hazid, Hazan and Hazop - Part of Safety and Risk Management - IspatGuru PDFDocument9 pagesHazard, Hazid, Hazan and Hazop - Part of Safety and Risk Management - IspatGuru PDFnaren_013100% (1)
- Fundamentals of LOPADocument20 pagesFundamentals of LOPATanNo ratings yet
- Risk Assessment ManualDocument29 pagesRisk Assessment Manualandi astri ainunNo ratings yet
- Chemical Process Safety NotesDocument59 pagesChemical Process Safety NotesRishikesh AwaleNo ratings yet
- Aviation Risk Management Strategies Case Study 2015 IEEEDocument7 pagesAviation Risk Management Strategies Case Study 2015 IEEESp Anda0% (1)
- Risk Management in Military AviationDocument16 pagesRisk Management in Military AviationSp AndaNo ratings yet
- Oil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaDocument43 pagesOil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaUlviyye ElesgerovaNo ratings yet
- Oil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaDocument43 pagesOil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaUlviyye ElesgerovaNo ratings yet
- Determine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Document11 pagesDetermine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Badrun Ahamd100% (1)
- Risk-Based Maintenance (RBM) A Quantitative Approach ForDocument13 pagesRisk-Based Maintenance (RBM) A Quantitative Approach ForJuan Carlos RiveraNo ratings yet
- Prelim - Week 3Document30 pagesPrelim - Week 3Adrienne CoNo ratings yet
- Safety SystemDocument81 pagesSafety SystemNguyễnQuíTrọngNo ratings yet
- Safety System - Emergency Shutdown System P1Document41 pagesSafety System - Emergency Shutdown System P1عزت عبد المنعم100% (2)
- Thesis On Process SafetyDocument8 pagesThesis On Process Safetykimstephenswashington100% (2)
- 3 Risk Assessment Definitions: 1 Hazards or Threats 3 ControlsDocument40 pages3 Risk Assessment Definitions: 1 Hazards or Threats 3 ControlsarkeiosNo ratings yet
- Business Continuity Strategies: Protecting Against Unplanned DisastersFrom EverandBusiness Continuity Strategies: Protecting Against Unplanned DisastersNo ratings yet
- How to Survive a Terrorist Attack – Become Prepared for a Bomb Threat or Active Shooter Assault: Save Yourself and the Lives of Others - Learn How to Act Instantly, The Strategies and Procedures After the Incident, How to Help the Injured & Be Able to Provide First AidFrom EverandHow to Survive a Terrorist Attack – Become Prepared for a Bomb Threat or Active Shooter Assault: Save Yourself and the Lives of Others - Learn How to Act Instantly, The Strategies and Procedures After the Incident, How to Help the Injured & Be Able to Provide First AidNo ratings yet
- Construction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsFrom EverandConstruction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsNo ratings yet
- Aviation Risk and Safety Management: Methods and Applications in Aviation OrganizationsFrom EverandAviation Risk and Safety Management: Methods and Applications in Aviation OrganizationsNo ratings yet
- Business Continuity Management: Building an Effective Incident Management PlanFrom EverandBusiness Continuity Management: Building an Effective Incident Management PlanNo ratings yet
- Proposal For SIMOPS VerificationDocument1 pageProposal For SIMOPS VerificationborrowmanaNo ratings yet
- HAZOP and HAZID RecordDocument2 pagesHAZOP and HAZID RecordborrowmanaNo ratings yet
- Hazardous Area Classification: Basic ConceptsDocument23 pagesHazardous Area Classification: Basic ConceptsborrowmanaNo ratings yet
- Environmental Consultant Scope of Work - FinalDocument10 pagesEnvironmental Consultant Scope of Work - FinalborrowmanaNo ratings yet
- LOPA ProcedureDocument1 pageLOPA ProcedureborrowmanaNo ratings yet
- Hazop Study Action Response SheetDocument5 pagesHazop Study Action Response SheetborrowmanaNo ratings yet
- Appendix II - Scope of ServicesDocument3 pagesAppendix II - Scope of ServicesborrowmanaNo ratings yet
- Hazardous Area Classification: Codes of Practice and StandardsDocument13 pagesHazardous Area Classification: Codes of Practice and StandardsborrowmanaNo ratings yet
- SLR CONSULTING LIMITED Sub-Consultant's Agreement V3.1Document20 pagesSLR CONSULTING LIMITED Sub-Consultant's Agreement V3.1borrowmanaNo ratings yet
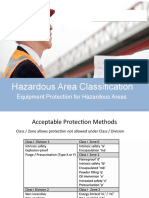
- Hazardous Area Classification: Equipment Protection For Hazardous AreasDocument22 pagesHazardous Area Classification: Equipment Protection For Hazardous AreasborrowmanaNo ratings yet
- Hazardous Area Classification: Codes of Practice and StandardsDocument13 pagesHazardous Area Classification: Codes of Practice and StandardsborrowmanaNo ratings yet
- PSE Module 5.2 - ReliabilityDocument17 pagesPSE Module 5.2 - ReliabilityborrowmanaNo ratings yet
- Area ClassificationDocument28 pagesArea ClassificationborrowmanaNo ratings yet
- PSE Module 5.3 - Human FactorsDocument33 pagesPSE Module 5.3 - Human FactorsborrowmanaNo ratings yet
- Video Hazardous Locations and The IECDocument2 pagesVideo Hazardous Locations and The IECborrowmanaNo ratings yet
- Hazardous Area Classification: Dusts and MistsDocument15 pagesHazardous Area Classification: Dusts and MistsborrowmanaNo ratings yet
- ATEX NotesDocument9 pagesATEX NotesborrowmanaNo ratings yet
- Technical Bulletin For Norit GL50 in Flue Gas CleaningDocument8 pagesTechnical Bulletin For Norit GL50 in Flue Gas CleaningborrowmanaNo ratings yet
- Technical Bulletin For Norit GL50 in Flue Gas CleaningDocument8 pagesTechnical Bulletin For Norit GL50 in Flue Gas CleaningborrowmanaNo ratings yet
- Number 4: Pneumatic Conveying of Powders: Potential Fire and Explosion ConsequencesDocument2 pagesNumber 4: Pneumatic Conveying of Powders: Potential Fire and Explosion ConsequencesborrowmanaNo ratings yet
- A Mehanical Trading System Tom Joseph PDFDocument83 pagesA Mehanical Trading System Tom Joseph PDFDejan Jankuloski100% (1)
- Accident Precursor ManagementDocument221 pagesAccident Precursor ManagementCFNo ratings yet
- Introduction To Prescriptive AI: A Primer For Decision Intelligence Solutioning With PythonDocument205 pagesIntroduction To Prescriptive AI: A Primer For Decision Intelligence Solutioning With Pythonalote1146No ratings yet
- IMS-F MR MASTER LIST OF DOCUMENTS & RECORDS Revised 07-11-2023Document9 pagesIMS-F MR MASTER LIST OF DOCUMENTS & RECORDS Revised 07-11-2023Sandeep Mazumdar100% (3)
- Risk Management Module 5Document5 pagesRisk Management Module 5Eloisa MonatoNo ratings yet
- Vitor Renan Vitor Gama - Dissertação (Ppgeq) 2021Document65 pagesVitor Renan Vitor Gama - Dissertação (Ppgeq) 2021JatousNo ratings yet
- Effective Internal Controls System As Antidote For Distress in The Banking Industry in NigeriaDocument15 pagesEffective Internal Controls System As Antidote For Distress in The Banking Industry in NigeriaHoang QuanNo ratings yet
- International Outsourcing of Services: A Partnership Model: Ben L. Kedia, Somnath LahiriDocument16 pagesInternational Outsourcing of Services: A Partnership Model: Ben L. Kedia, Somnath Lahiriskavi_2702No ratings yet
- Vivendi Investor Presentation 2012Document47 pagesVivendi Investor Presentation 2012London MitchellNo ratings yet
- Mutual Funds For Individual Investors in IndiaDocument73 pagesMutual Funds For Individual Investors in IndiaRajesh SuraseNo ratings yet
- Pert Master Weather ModelingDocument13 pagesPert Master Weather ModelingKhaled AbdelbakiNo ratings yet
- Final Feasibility Study Group 5Document18 pagesFinal Feasibility Study Group 5Germa Candela0% (1)
- 03 Self-Esteem and ResilienceDocument10 pages03 Self-Esteem and Resilienceogirala74No ratings yet
- Smaw NC IiDocument60 pagesSmaw NC IiDaraga Copier Sales and Rental Service100% (1)
- Bajaj AllianzDocument57 pagesBajaj AllianzDIpesh Joshi93% (30)
- Pavlovic International Bank - Presentation For Investor 2017g - 30 09 2017 ENGDocument18 pagesPavlovic International Bank - Presentation For Investor 2017g - 30 09 2017 ENGAleksa Pavlović-TorimaNo ratings yet
- Coffee Shops in The "New Normal": January 2021Document18 pagesCoffee Shops in The "New Normal": January 2021Abel Antonio Calderon HernandezNo ratings yet
- New Ethical Review Submission FormDocument9 pagesNew Ethical Review Submission FormKeshya Maleeza WeerakkodyNo ratings yet
- Board Risk Oversight Survey COSO Protiviti 000Document24 pagesBoard Risk Oversight Survey COSO Protiviti 000Tran AnhNo ratings yet
- Airline Reservation SystemDocument53 pagesAirline Reservation SystemAqsa MuzammalNo ratings yet
- Risk Management PlanDocument12 pagesRisk Management PlanRamahNo ratings yet
- NotesDocument13 pagesNotesSourabhPawadeNo ratings yet
- Bukti Review IjiDocument24 pagesBukti Review IjiGhani Fadhil RabbaniNo ratings yet
- Out of The Box ThinkingDocument8 pagesOut of The Box ThinkingMarch Martinez BatoonNo ratings yet
- EntrepreneurshipDocument14 pagesEntrepreneurshipJonalyn100% (2)
- 02-Gender Differences in Hong Kong Adolescent CONS GREEN PURCHS BEHAVIORDocument15 pages02-Gender Differences in Hong Kong Adolescent CONS GREEN PURCHS BEHAVIORkhoiruman muhammadNo ratings yet
- Risk Management: Presented by You ExecDocument10 pagesRisk Management: Presented by You Exectoties66No ratings yet









































































































Download as docx, pdf, or txt
You might also like
- Safety Critical Element IdentificationDocument14 pagesSafety Critical Element IdentificationNikolas Eiffel Newcastle50% (2)
- Risk Assessment in The Oil and Gas Energy IndustryDocument5 pagesRisk Assessment in The Oil and Gas Energy IndustryJaeman ParkNo ratings yet
- BIA and RADocument8 pagesBIA and RAGajendra.KanseNo ratings yet
- Proposal Furnihome SDN BHD FSGDocument10 pagesProposal Furnihome SDN BHD FSGAmirul AdhamNo ratings yet
- Procurement Plan TemplateDocument17 pagesProcurement Plan TemplateCivil Kittie100% (1)
- RMP QnaDocument8 pagesRMP QnamakeencvNo ratings yet
- Loss Prevention: An Insurance Term Where The Loss Represents TheDocument13 pagesLoss Prevention: An Insurance Term Where The Loss Represents TheKhadeejaNo ratings yet
- API 580 - RBI 580 Definitions - 54 TermsDocument6 pagesAPI 580 - RBI 580 Definitions - 54 TermsSERFORTEC CIA. LTDA.No ratings yet
- Human Error - in The LoopDocument3 pagesHuman Error - in The Loopsl1828No ratings yet
- Appendix g.3 Qra Modelling r2Document10 pagesAppendix g.3 Qra Modelling r2ext.diego.paulinoNo ratings yet
- 899 Howto LOPADocument5 pages899 Howto LOPAkumar_chemical100% (1)
- NMISHRAG AppendicesDocument48 pagesNMISHRAG Appendicesapi-3733731No ratings yet
- Formal Safety Assessment: Basic Glossary of TermsDocument7 pagesFormal Safety Assessment: Basic Glossary of TermsReuben LanfrancoNo ratings yet
- Risk Analysis Techniques PDFDocument7 pagesRisk Analysis Techniques PDFingenierosunidosNo ratings yet
- Risk Analysis TechniquesDocument7 pagesRisk Analysis TechniquesingenierosunidosNo ratings yet
- Hazard Identification & Risk Assessment (Hira)Document23 pagesHazard Identification & Risk Assessment (Hira)Ked KubenNo ratings yet
- Wellcontrol dwc01Document13 pagesWellcontrol dwc01daburto2No ratings yet
- Sis Training Course 1Document8 pagesSis Training Course 1santoshjshinde100% (1)
- Prepared By: Amiya Ray Sandeep SidhuDocument29 pagesPrepared By: Amiya Ray Sandeep SidhuHarpreet Sutdhar89% (18)
- Study Notes Video 3 580 Terms Rev 1Document6 pagesStudy Notes Video 3 580 Terms Rev 1majidNo ratings yet
- An Overview of Emergency Relief System Design Practice: HaroldDocument12 pagesAn Overview of Emergency Relief System Design Practice: HaroldAzar DeenNo ratings yet
- A Framework For Risk ManagementDocument16 pagesA Framework For Risk ManagementAnonymous wMppXCM0100% (1)
- QRA Life Cycle and Methodoloy PaperDocument8 pagesQRA Life Cycle and Methodoloy PaperFurqan ShahidNo ratings yet
- PCSM Lecture Intro of SafetyDocument21 pagesPCSM Lecture Intro of SafetyDHRUV SONAGARANo ratings yet
- Risk Assessment at Sea Training CourseDocument32 pagesRisk Assessment at Sea Training CourseNikkolai Kirril Gementiza UguisNo ratings yet
- Layer of Protection AnalysisDocument6 pagesLayer of Protection Analysishmatora72_905124701No ratings yet
- INDEX 1 Risk ManagementDocument13 pagesINDEX 1 Risk ManagementAhmed Adel El-NweryNo ratings yet
- SHM - Practical 12 - Risk Assessment MethodsDocument8 pagesSHM - Practical 12 - Risk Assessment MethodsBhaliya AadityaNo ratings yet
- Addressing Enablers in LOPADocument14 pagesAddressing Enablers in LOPAluneallanNo ratings yet
- Iec 61508Document14 pagesIec 61508Pandhu DewantoNo ratings yet
- Formal Safety Assessment: Basic Glossary of TermsDocument7 pagesFormal Safety Assessment: Basic Glossary of Termshafidhrahadiyan2No ratings yet
- Unit 7 - VideoClipRef - 2021Document6 pagesUnit 7 - VideoClipRef - 2021Nella NellaNo ratings yet
- 21 Determine SIS and SIL Using HazOpsDocument11 pages21 Determine SIS and SIL Using HazOpsMarco Antonio Cruz MéndezNo ratings yet
- Adl Hazop Analysis-MinDocument4 pagesAdl Hazop Analysis-MinJosué Chávez CastellanosNo ratings yet
- Hazard Identification and Risk AssesmentDocument22 pagesHazard Identification and Risk AssesmentBalamurali KirankumarNo ratings yet
- Preliminary Hazard Analysis (PHA)Document8 pagesPreliminary Hazard Analysis (PHA)dNo ratings yet
- Determinacion de SIS and SILDocument10 pagesDeterminacion de SIS and SILAlejandro GorostietaNo ratings yet
- Fundamentals of Process Safety and Risk ManagementDocument45 pagesFundamentals of Process Safety and Risk Managementwidayu rahmidha100% (1)
- Study Notes Video 4 580 Scope Basic Risk Assessment ConceptsDocument6 pagesStudy Notes Video 4 580 Scope Basic Risk Assessment ConceptsmajidNo ratings yet
- FSA Glossary pdf437 PDFDocument7 pagesFSA Glossary pdf437 PDFsudeepNo ratings yet
- Sil VerificationDocument29 pagesSil Verification薛永圭No ratings yet
- Making The Most of Alarms As A Safety Layer of ProtectionDocument16 pagesMaking The Most of Alarms As A Safety Layer of ProtectionAli AbbasovNo ratings yet
- Oil Gas Offshore Safety Case (Risk Assessment) : August 2016Document44 pagesOil Gas Offshore Safety Case (Risk Assessment) : August 2016Andi SuntoroNo ratings yet
- Hazard, Hazid, Hazan and Hazop - Part of Safety and Risk Management - IspatGuru PDFDocument9 pagesHazard, Hazid, Hazan and Hazop - Part of Safety and Risk Management - IspatGuru PDFnaren_013100% (1)
- Fundamentals of LOPADocument20 pagesFundamentals of LOPATanNo ratings yet
- Risk Assessment ManualDocument29 pagesRisk Assessment Manualandi astri ainunNo ratings yet
- Chemical Process Safety NotesDocument59 pagesChemical Process Safety NotesRishikesh AwaleNo ratings yet
- Aviation Risk Management Strategies Case Study 2015 IEEEDocument7 pagesAviation Risk Management Strategies Case Study 2015 IEEESp Anda0% (1)
- Risk Management in Military AviationDocument16 pagesRisk Management in Military AviationSp AndaNo ratings yet
- Oil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaDocument43 pagesOil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaUlviyye ElesgerovaNo ratings yet
- Oil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaDocument43 pagesOil Gas Offshore Safety Case (Risk Assessment) : Pbt750@mun - CaUlviyye ElesgerovaNo ratings yet
- Determine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Document11 pagesDetermine Sis and SIL Using HAZOPS: Process Safety Progress March 2010Badrun Ahamd100% (1)
- Risk-Based Maintenance (RBM) A Quantitative Approach ForDocument13 pagesRisk-Based Maintenance (RBM) A Quantitative Approach ForJuan Carlos RiveraNo ratings yet
- Prelim - Week 3Document30 pagesPrelim - Week 3Adrienne CoNo ratings yet
- Safety SystemDocument81 pagesSafety SystemNguyễnQuíTrọngNo ratings yet
- Safety System - Emergency Shutdown System P1Document41 pagesSafety System - Emergency Shutdown System P1عزت عبد المنعم100% (2)
- Thesis On Process SafetyDocument8 pagesThesis On Process Safetykimstephenswashington100% (2)
- 3 Risk Assessment Definitions: 1 Hazards or Threats 3 ControlsDocument40 pages3 Risk Assessment Definitions: 1 Hazards or Threats 3 ControlsarkeiosNo ratings yet
- Business Continuity Strategies: Protecting Against Unplanned DisastersFrom EverandBusiness Continuity Strategies: Protecting Against Unplanned DisastersNo ratings yet
- How to Survive a Terrorist Attack – Become Prepared for a Bomb Threat or Active Shooter Assault: Save Yourself and the Lives of Others - Learn How to Act Instantly, The Strategies and Procedures After the Incident, How to Help the Injured & Be Able to Provide First AidFrom EverandHow to Survive a Terrorist Attack – Become Prepared for a Bomb Threat or Active Shooter Assault: Save Yourself and the Lives of Others - Learn How to Act Instantly, The Strategies and Procedures After the Incident, How to Help the Injured & Be Able to Provide First AidNo ratings yet
- Construction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsFrom EverandConstruction Risk in Operational Hospitals: Processes to Ensure Occupant Wellbeing and Minimise DisruptionsNo ratings yet
- Aviation Risk and Safety Management: Methods and Applications in Aviation OrganizationsFrom EverandAviation Risk and Safety Management: Methods and Applications in Aviation OrganizationsNo ratings yet
- Business Continuity Management: Building an Effective Incident Management PlanFrom EverandBusiness Continuity Management: Building an Effective Incident Management PlanNo ratings yet
- Proposal For SIMOPS VerificationDocument1 pageProposal For SIMOPS VerificationborrowmanaNo ratings yet
- HAZOP and HAZID RecordDocument2 pagesHAZOP and HAZID RecordborrowmanaNo ratings yet
- Hazardous Area Classification: Basic ConceptsDocument23 pagesHazardous Area Classification: Basic ConceptsborrowmanaNo ratings yet
- Environmental Consultant Scope of Work - FinalDocument10 pagesEnvironmental Consultant Scope of Work - FinalborrowmanaNo ratings yet
- LOPA ProcedureDocument1 pageLOPA ProcedureborrowmanaNo ratings yet
- Hazop Study Action Response SheetDocument5 pagesHazop Study Action Response SheetborrowmanaNo ratings yet
- Appendix II - Scope of ServicesDocument3 pagesAppendix II - Scope of ServicesborrowmanaNo ratings yet
- Hazardous Area Classification: Codes of Practice and StandardsDocument13 pagesHazardous Area Classification: Codes of Practice and StandardsborrowmanaNo ratings yet
- SLR CONSULTING LIMITED Sub-Consultant's Agreement V3.1Document20 pagesSLR CONSULTING LIMITED Sub-Consultant's Agreement V3.1borrowmanaNo ratings yet
- Hazardous Area Classification: Equipment Protection For Hazardous AreasDocument22 pagesHazardous Area Classification: Equipment Protection For Hazardous AreasborrowmanaNo ratings yet
- Hazardous Area Classification: Codes of Practice and StandardsDocument13 pagesHazardous Area Classification: Codes of Practice and StandardsborrowmanaNo ratings yet
- PSE Module 5.2 - ReliabilityDocument17 pagesPSE Module 5.2 - ReliabilityborrowmanaNo ratings yet
- Area ClassificationDocument28 pagesArea ClassificationborrowmanaNo ratings yet
- PSE Module 5.3 - Human FactorsDocument33 pagesPSE Module 5.3 - Human FactorsborrowmanaNo ratings yet
- Video Hazardous Locations and The IECDocument2 pagesVideo Hazardous Locations and The IECborrowmanaNo ratings yet
- Hazardous Area Classification: Dusts and MistsDocument15 pagesHazardous Area Classification: Dusts and MistsborrowmanaNo ratings yet
- ATEX NotesDocument9 pagesATEX NotesborrowmanaNo ratings yet
- Technical Bulletin For Norit GL50 in Flue Gas CleaningDocument8 pagesTechnical Bulletin For Norit GL50 in Flue Gas CleaningborrowmanaNo ratings yet
- Technical Bulletin For Norit GL50 in Flue Gas CleaningDocument8 pagesTechnical Bulletin For Norit GL50 in Flue Gas CleaningborrowmanaNo ratings yet
- Number 4: Pneumatic Conveying of Powders: Potential Fire and Explosion ConsequencesDocument2 pagesNumber 4: Pneumatic Conveying of Powders: Potential Fire and Explosion ConsequencesborrowmanaNo ratings yet
- A Mehanical Trading System Tom Joseph PDFDocument83 pagesA Mehanical Trading System Tom Joseph PDFDejan Jankuloski100% (1)
- Accident Precursor ManagementDocument221 pagesAccident Precursor ManagementCFNo ratings yet
- Introduction To Prescriptive AI: A Primer For Decision Intelligence Solutioning With PythonDocument205 pagesIntroduction To Prescriptive AI: A Primer For Decision Intelligence Solutioning With Pythonalote1146No ratings yet
- IMS-F MR MASTER LIST OF DOCUMENTS & RECORDS Revised 07-11-2023Document9 pagesIMS-F MR MASTER LIST OF DOCUMENTS & RECORDS Revised 07-11-2023Sandeep Mazumdar100% (3)
- Risk Management Module 5Document5 pagesRisk Management Module 5Eloisa MonatoNo ratings yet
- Vitor Renan Vitor Gama - Dissertação (Ppgeq) 2021Document65 pagesVitor Renan Vitor Gama - Dissertação (Ppgeq) 2021JatousNo ratings yet
- Effective Internal Controls System As Antidote For Distress in The Banking Industry in NigeriaDocument15 pagesEffective Internal Controls System As Antidote For Distress in The Banking Industry in NigeriaHoang QuanNo ratings yet
- International Outsourcing of Services: A Partnership Model: Ben L. Kedia, Somnath LahiriDocument16 pagesInternational Outsourcing of Services: A Partnership Model: Ben L. Kedia, Somnath Lahiriskavi_2702No ratings yet
- Vivendi Investor Presentation 2012Document47 pagesVivendi Investor Presentation 2012London MitchellNo ratings yet
- Mutual Funds For Individual Investors in IndiaDocument73 pagesMutual Funds For Individual Investors in IndiaRajesh SuraseNo ratings yet
- Pert Master Weather ModelingDocument13 pagesPert Master Weather ModelingKhaled AbdelbakiNo ratings yet
- Final Feasibility Study Group 5Document18 pagesFinal Feasibility Study Group 5Germa Candela0% (1)
- 03 Self-Esteem and ResilienceDocument10 pages03 Self-Esteem and Resilienceogirala74No ratings yet
- Smaw NC IiDocument60 pagesSmaw NC IiDaraga Copier Sales and Rental Service100% (1)
- Bajaj AllianzDocument57 pagesBajaj AllianzDIpesh Joshi93% (30)
- Pavlovic International Bank - Presentation For Investor 2017g - 30 09 2017 ENGDocument18 pagesPavlovic International Bank - Presentation For Investor 2017g - 30 09 2017 ENGAleksa Pavlović-TorimaNo ratings yet
- Coffee Shops in The "New Normal": January 2021Document18 pagesCoffee Shops in The "New Normal": January 2021Abel Antonio Calderon HernandezNo ratings yet
- New Ethical Review Submission FormDocument9 pagesNew Ethical Review Submission FormKeshya Maleeza WeerakkodyNo ratings yet
- Board Risk Oversight Survey COSO Protiviti 000Document24 pagesBoard Risk Oversight Survey COSO Protiviti 000Tran AnhNo ratings yet
- Airline Reservation SystemDocument53 pagesAirline Reservation SystemAqsa MuzammalNo ratings yet
- Risk Management PlanDocument12 pagesRisk Management PlanRamahNo ratings yet
- NotesDocument13 pagesNotesSourabhPawadeNo ratings yet
- Bukti Review IjiDocument24 pagesBukti Review IjiGhani Fadhil RabbaniNo ratings yet
- Out of The Box ThinkingDocument8 pagesOut of The Box ThinkingMarch Martinez BatoonNo ratings yet
- EntrepreneurshipDocument14 pagesEntrepreneurshipJonalyn100% (2)
- 02-Gender Differences in Hong Kong Adolescent CONS GREEN PURCHS BEHAVIORDocument15 pages02-Gender Differences in Hong Kong Adolescent CONS GREEN PURCHS BEHAVIORkhoiruman muhammadNo ratings yet
- Risk Management: Presented by You ExecDocument10 pagesRisk Management: Presented by You Exectoties66No ratings yet