Download as pdf or txt
You might also like
- Caterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix 3YW) Service Repair Manual (3YW00001 and Up) PDFDocument26 pagesCaterpillar Cat 301.8 Mini Hydraulic Excavator (Prefix 3YW) Service Repair Manual (3YW00001 and Up) PDFfkdmma25% (4)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- RCA - Mechanical - Seal - 1684971197 2Document20 pagesRCA - Mechanical - Seal - 1684971197 2HungphamphiNo ratings yet
- Automotive Sensor Testing and Waveform AnalysisFrom EverandAutomotive Sensor Testing and Waveform AnalysisRating: 4.5 out of 5 stars4.5/5 (13)
- Damage of FO High Pressure PipeDocument4 pagesDamage of FO High Pressure PipeSrivatsanNo ratings yet
- Operator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowFrom EverandOperator’S Guide to Centrifugal Pumps, Volume 2: What Every Reliability-Minded Operator Needs to KnowNo ratings yet
- ATS 2010 GE MS6001B Sample Borescope Inspection ReportDocument47 pagesATS 2010 GE MS6001B Sample Borescope Inspection ReportHeryanto Syam100% (7)
- COUPP - 60 Hydraulic Hose Failure AnalysisDocument26 pagesCOUPP - 60 Hydraulic Hose Failure AnalysisRomulus Situ MorankNo ratings yet
- CaldeCast StrongLite TDSDocument1 pageCaldeCast StrongLite TDSVishwa MehtaNo ratings yet
- ASP - Process Design CalculationDocument21 pagesASP - Process Design Calculationvishu100% (1)
- Major Ammonia Leak From HP Ammonia Feed Pump4Document3 pagesMajor Ammonia Leak From HP Ammonia Feed Pump4Rana ImtiazNo ratings yet
- Root Cause Analysis: Maintenance Standard ReportDocument4 pagesRoot Cause Analysis: Maintenance Standard ReportShahNo ratings yet
- Adaptation of The Lycoming O-290 Ground Cart Engine For Use On Aircraft Conforming To CAR Part 8 (Edit)Document16 pagesAdaptation of The Lycoming O-290 Ground Cart Engine For Use On Aircraft Conforming To CAR Part 8 (Edit)Charles KussNo ratings yet
- Loosening and Drop Off of Main Engine Cam Shaft Coupling BoltsDocument2 pagesLoosening and Drop Off of Main Engine Cam Shaft Coupling BoltsTunaNo ratings yet
- Confirmation of Diagnosis: Excess of Clearance Between Piston and LinerDocument2 pagesConfirmation of Diagnosis: Excess of Clearance Between Piston and Linerakamalapuri388No ratings yet
- ARGUS ReportDocument22 pagesARGUS ReportNguyễn Tường MinhNo ratings yet
- FIORDA Urea Case Study 2: Leak in Nozzle in Urea Reactor BottomDocument10 pagesFIORDA Urea Case Study 2: Leak in Nozzle in Urea Reactor BottomTalal MehfoozNo ratings yet
- Loosening and Drop Off of Main Engine Cam Shaft Coupling BoltsDocument2 pagesLoosening and Drop Off of Main Engine Cam Shaft Coupling BoltsKišić SpasojeNo ratings yet
- Illustration and Analysis of Seal Face Damage PatternsDocument12 pagesIllustration and Analysis of Seal Face Damage PatternsЭдуардс КеистерсNo ratings yet
- Ford Ranger Mazda BT50 Pre-Oil Filter Fitting InstructionsDocument1 pageFord Ranger Mazda BT50 Pre-Oil Filter Fitting InstructionsMaster XeotoNo ratings yet
- GÜNTHER Hot Runner TechnologyDocument35 pagesGÜNTHER Hot Runner TechnologyjazNo ratings yet
- Radial Shaft Seals - Troubleshooting 2016Document46 pagesRadial Shaft Seals - Troubleshooting 2016Chia PeterNo ratings yet
- PRD Doc Epr 7106-00001 Sen Ain V3Document5 pagesPRD Doc Epr 7106-00001 Sen Ain V3gabrieldarochaaNo ratings yet
- Preventive Maintenance of A Fire PumpDocument22 pagesPreventive Maintenance of A Fire PumpScribdTranslationsNo ratings yet
- Fault Report: Subject: Customer Site Ref No. Customer Ref Nos. Date RevDocument6 pagesFault Report: Subject: Customer Site Ref No. Customer Ref Nos. Date RevMohamed Bin IerousNo ratings yet
- Sect 08 Plug CatchersDocument14 pagesSect 08 Plug CatcherspaimanNo ratings yet
- ID Fan Low Flow Problem and Repeated Shaft Failures of Semi-Lean PumpDocument10 pagesID Fan Low Flow Problem and Repeated Shaft Failures of Semi-Lean PumpDodi SuhendraNo ratings yet
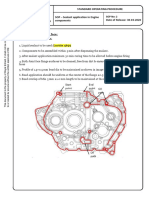
- SOP 2 - SOP For Sealant Application-1Document3 pagesSOP 2 - SOP For Sealant Application-1ꯗꯤꯛꯕꯤꯖꯣꯏ ꯂꯨꯋꯥꯡ ꯁꯣꯔꯥꯝNo ratings yet
- Drum Inspection ReporDocument2 pagesDrum Inspection ReporRas Tanura 2021No ratings yet
- 019-RCFA Disposal Pump-14520a 1'' Inlet Line Repair On 4th November 2016Document3 pages019-RCFA Disposal Pump-14520a 1'' Inlet Line Repair On 4th November 2016Jinlong SuNo ratings yet
- Oil Contains Fuel: Shutdown SISDocument3 pagesOil Contains Fuel: Shutdown SISOecox Cah DjadoelNo ratings yet
- 5-Year Maintenance On Hydra RackerDocument2 pages5-Year Maintenance On Hydra Rackermohamed hamedNo ratings yet
- 2006 TitanDocument10 pages2006 TitanScottNo ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- Cam & Groove Couplings: Standard Federal Mil A-A-59326ADocument42 pagesCam & Groove Couplings: Standard Federal Mil A-A-59326ADar FallNo ratings yet
- 2021 - Kolkata MMDDocument39 pages2021 - Kolkata MMDsenthilkumar rNo ratings yet
- Emd-Mi927 IntercoolerDocument8 pagesEmd-Mi927 IntercoolerVictor Raul Tobosque MuñozNo ratings yet
- Special Maintenance Instructions (Smi'S) For Contact Wire in Oor OheDocument8 pagesSpecial Maintenance Instructions (Smi'S) For Contact Wire in Oor OheHimalaya ChoureNo ratings yet
- Weekly Maintenance On Hydra RackerDocument4 pagesWeekly Maintenance On Hydra Rackermohamed hamedNo ratings yet
- Hyundai Engine HMC l4kb9 Shop ManualDocument10 pagesHyundai Engine HMC l4kb9 Shop ManualAmelia100% (59)
- Cal Vault Pump ReportDocument4 pagesCal Vault Pump ReportRuchi Ragvendra BistNo ratings yet
- Fume Hood: MRC LTDDocument35 pagesFume Hood: MRC LTDAndres GonzalesNo ratings yet
- Downcoiler Surface Fault Prediction For A Hot Strip Steel MillDocument16 pagesDowncoiler Surface Fault Prediction For A Hot Strip Steel MillruggeroNo ratings yet
- 1Nz-Fe Engine Mechanical - Engine: IG-9 IG-10Document12 pages1Nz-Fe Engine Mechanical - Engine: IG-9 IG-10Sebastian ColomaNo ratings yet
- Elflow Inspection Procedure.2018Document28 pagesElflow Inspection Procedure.2018Yayan RuslanNo ratings yet
- Jsa Fan Coil Unites MaintenanceDocument5 pagesJsa Fan Coil Unites MaintenanceASLAM MULANINo ratings yet
- Bombas DataDocument34 pagesBombas DataNorbert HernandezNo ratings yet
- 2019 - Rib - Battery - Alignment (10) (1) 2Document6 pages2019 - Rib - Battery - Alignment (10) (1) 24h7y8c9yyxNo ratings yet
- Ingolf S Insight Part 2 PDFDocument2 pagesIngolf S Insight Part 2 PDFpushkar rawaleNo ratings yet
- Injen Admision Directa1Document4 pagesInjen Admision Directa1fenixjanNo ratings yet
- 104-EMP-01 Rev 0 - Drilling Hook Level III Inspection-USA OnlyDocument10 pages104-EMP-01 Rev 0 - Drilling Hook Level III Inspection-USA OnlyJuan LorenzoNo ratings yet
- Failure Pump ShaftDocument7 pagesFailure Pump Shaftahmedabdelaziz851647100% (1)
- Lyman Filament Extruder V4.1 Manual PDFDocument41 pagesLyman Filament Extruder V4.1 Manual PDFAngel Abenza NicolasNo ratings yet
- Assembly PDFDocument17 pagesAssembly PDFAgostinho SilvaNo ratings yet
- Clutch Pressure Solenoid Valve (A, B & C) Screen Replacement For 5-Speed Transmissions (2002-2004 Odyssey's)Document23 pagesClutch Pressure Solenoid Valve (A, B & C) Screen Replacement For 5-Speed Transmissions (2002-2004 Odyssey's)gregmasNo ratings yet
- Urea StripperDocument15 pagesUrea Strippermujahidali500100% (1)
- 3 Month Maintenance On Hydra RackerDocument2 pages3 Month Maintenance On Hydra Rackermohamed hamedNo ratings yet
- Case 5Document3 pagesCase 5同道文档中心No ratings yet
- GRUNDFOS - Mechanical Shaft SealsDocument106 pagesGRUNDFOS - Mechanical Shaft Sealsrdavid@hotmail.it100% (2)
- Limites Condenatorios Aceite en MeritorDocument4 pagesLimites Condenatorios Aceite en MeritorJavier H Durán ValeroNo ratings yet
- Saigao Group Bw650 Mud Pump Operational ManualDocument10 pagesSaigao Group Bw650 Mud Pump Operational ManualBrite EngineeringNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Pages From Adash-DDS-software-manua2lDocument5 pagesPages From Adash-DDS-software-manua2lRana ImtiazNo ratings yet
- Pages From Adash-DDS-software-manua3lDocument5 pagesPages From Adash-DDS-software-manua3lRana ImtiazNo ratings yet
- Pages From Adash-DDS-software-manua1lDocument5 pagesPages From Adash-DDS-software-manua1lRana ImtiazNo ratings yet
- Major Ammonia Leak From HP Ammonia Feed Pump4Document3 pagesMajor Ammonia Leak From HP Ammonia Feed Pump4Rana ImtiazNo ratings yet
- Compatibility of Metallic Materials With Hydrogen - Review of The Present KnowledgeDocument19 pagesCompatibility of Metallic Materials With Hydrogen - Review of The Present KnowledgeRana ImtiazNo ratings yet
- Major Ammonia Leak From HP Ammonia Feed Pump1Document2 pagesMajor Ammonia Leak From HP Ammonia Feed Pump1Rana ImtiazNo ratings yet
- Major Ammonia Leak From HP Ammonia Feed Pump2Document3 pagesMajor Ammonia Leak From HP Ammonia Feed Pump2Rana ImtiazNo ratings yet
- Purpose:: For Manual and Powered Chain Hoists A36 or A572/A992 SteelDocument3 pagesPurpose:: For Manual and Powered Chain Hoists A36 or A572/A992 SteelRana ImtiazNo ratings yet
- Compatibility of Metallic Materials With Hydrogen - Review of The Present KnowledgeDocument19 pagesCompatibility of Metallic Materials With Hydrogen - Review of The Present KnowledgeRana ImtiazNo ratings yet
- Material Schedule FormatDocument104 pagesMaterial Schedule FormatRana ImtiazNo ratings yet
- Scope of Work For Cranes: Utility & Power HouseDocument2 pagesScope of Work For Cranes: Utility & Power HouseRana ImtiazNo ratings yet
- CS-OHS-32 - Maintenance and Testing of Entity Works, Electrical Installations and Equipment (07 15) - CS Energy RegisteredDocument15 pagesCS-OHS-32 - Maintenance and Testing of Entity Works, Electrical Installations and Equipment (07 15) - CS Energy RegisteredRana ImtiazNo ratings yet
- PM Prods For NG EnginesDocument4 pagesPM Prods For NG EnginesRana ImtiazNo ratings yet
- Operating Instructions: K S G 40/60-2 K S G 50/80-2Document38 pagesOperating Instructions: K S G 40/60-2 K S G 50/80-2Vlady Lopez CastroNo ratings yet
- PHA Training - Day 1Document50 pagesPHA Training - Day 1ahmad jamalNo ratings yet
- EIC B 1018 0 HPV Double Vane Pump RTR Tyytry RD T Rdtyrt DHGFHJGF Jtyhutr Hrdfty RGD Htrghyrdftyrgd Rtyudr Rtyudr Ur Rty Esetyrdy Yetyrtyyr Etyr5sdey Et Esytyrtdgyhrtd Styr RTSSTDGHR RytuhtrsDocument17 pagesEIC B 1018 0 HPV Double Vane Pump RTR Tyytry RD T Rdtyrt DHGFHJGF Jtyhutr Hrdfty RGD Htrghyrdftyrgd Rtyudr Rtyudr Ur Rty Esetyrdy Yetyrtyyr Etyr5sdey Et Esytyrtdgyhrtd Styr RTSSTDGHR RytuhtrsPravinPMKoolNo ratings yet
- Sewage Pumps (1.0 HP To 3.0 HP) : SpecificationDocument2 pagesSewage Pumps (1.0 HP To 3.0 HP) : Specificationgayaprasad vashishthNo ratings yet
- Actuators: Version 2 EE IIT, Kharagpur 1Document30 pagesActuators: Version 2 EE IIT, Kharagpur 1Khaled MahranNo ratings yet
- Annex A: Borehole Drilling Technical Specifications and GuidelinesDocument11 pagesAnnex A: Borehole Drilling Technical Specifications and GuidelinesRam AravindNo ratings yet
- Caesar II TutorialDocument35 pagesCaesar II TutorialClamentNo ratings yet
- TD KSB Know How Planning Information For Pressure Booster Systems en 181205Document56 pagesTD KSB Know How Planning Information For Pressure Booster Systems en 181205InácioMendalaNo ratings yet
- CCW All-In-One Fountain User GuideDocument7 pagesCCW All-In-One Fountain User GuidemindyNo ratings yet
- 14-P-220 Mud Pump & Parts SouthwestDocument8 pages14-P-220 Mud Pump & Parts SouthwestLuis Manuel Montoya RiveraNo ratings yet
- Berkeley LTH/LTM Series: Self-Priming Centrifugal PumpsDocument8 pagesBerkeley LTH/LTM Series: Self-Priming Centrifugal PumpsNikolasCarsaNo ratings yet
- Srujan Internship ReviewDocument21 pagesSrujan Internship Reviewsrujan rNo ratings yet
- Service Manual 03 2016 PDFDocument270 pagesService Manual 03 2016 PDFAbd AL MahdawiNo ratings yet
- Applying Open Gear LubricantsDocument13 pagesApplying Open Gear LubricantsHesham MahdyNo ratings yet
- AE Technical Presentation 2018 L16-24Document139 pagesAE Technical Presentation 2018 L16-24Anatoliy VinogradovNo ratings yet
- SOLIT Engineering Guidance Annex3Document28 pagesSOLIT Engineering Guidance Annex3mukeshsinghtomarNo ratings yet
- A18VODocument24 pagesA18VOsudharsanNo ratings yet
- Kl6&Dv6 Engine Spareparts Catlog Kl6.600.06.0.00 ADocument41 pagesKl6&Dv6 Engine Spareparts Catlog Kl6.600.06.0.00 AMECHO STORENo ratings yet
- Studies On Inclined Water Wheel Spiral Pump Project Reference No.: 38S1382Document5 pagesStudies On Inclined Water Wheel Spiral Pump Project Reference No.: 38S1382JAERC IQQONo ratings yet
- Fb199-CA Flygt Sub Brochure Sm2Document36 pagesFb199-CA Flygt Sub Brochure Sm2MarcsLeungNo ratings yet
- Doseuro CatologueDocument16 pagesDoseuro CatologueGb vinhhungNo ratings yet
- MEK Marine PresentationDocument15 pagesMEK Marine PresentationMEK MarineNo ratings yet
- Seal Oil SystemDocument40 pagesSeal Oil Systemsameer betalNo ratings yet
- BQDVPADocument7 pagesBQDVPAmephir666No ratings yet
- Urban Drainage Design Manual: Hydraulic Engineering Circular No. 22, Third EditionDocument478 pagesUrban Drainage Design Manual: Hydraulic Engineering Circular No. 22, Third Editiondisgusting4allNo ratings yet
- Patent eDocument5 pagesPatent eDaniel OliveiraNo ratings yet
- Crawler Excavator Specifications: Service Weight 57.9 - 63.6 T Engine Output BucketsDocument14 pagesCrawler Excavator Specifications: Service Weight 57.9 - 63.6 T Engine Output Bucketsdamqn filipovNo ratings yet
- 10 - NG L Zce PDFDocument43 pages10 - NG L Zce PDFEmre ALPASLANNo ratings yet