Download as pdf or txt
You might also like
- Bisleri WaterDocument55 pagesBisleri WaterRaa Lok0% (1)
- D244 PDFDocument13 pagesD244 PDFgrats_singco0% (1)
- Foam Glass Processing Using A Polishing Glass Powder ResidueDocument9 pagesFoam Glass Processing Using A Polishing Glass Powder ResidueAlejandro Vargas CalderonNo ratings yet
- US5034207Document9 pagesUS5034207danuwillianNo ratings yet
- Process For Forming and Cooling Thermoplastic Resin Pellets Filed June 11. 1965 2 Shee'ts-Sheet LDocument6 pagesProcess For Forming and Cooling Thermoplastic Resin Pellets Filed June 11. 1965 2 Shee'ts-Sheet LVinod Kumar KonagantiNo ratings yet
- (1975) Grain Refinement of Copper Alloys by Phosphide InoculationDocument7 pages(1975) Grain Refinement of Copper Alloys by Phosphide InoculationFELIPENo ratings yet
- United States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Document10 pagesUnited States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Vy PhanNo ratings yet
- Design - and - Fabrication - of - Ice - Pattern - For - Casting - Process RevisedDocument5 pagesDesign - and - Fabrication - of - Ice - Pattern - For - Casting - Process Revisedsarathkumar sebastinNo ratings yet
- USP Solvent Based CADocument6 pagesUSP Solvent Based CAMohammadJavad FotrosNo ratings yet
- 1 s2.0 S0272884222041153 MainDocument11 pages1 s2.0 S0272884222041153 MainhalimaelbouamiNo ratings yet
- Materials Letters: H.C. Li, D.G. Wang, J.H. Hu, C.Z. ChenDocument4 pagesMaterials Letters: H.C. Li, D.G. Wang, J.H. Hu, C.Z. ChenMarioNo ratings yet
- Porcelainwasteglassslip IJAC2009Document7 pagesPorcelainwasteglassslip IJAC2009Billvaraj GopalNo ratings yet
- Us5075057 PDFDocument6 pagesUs5075057 PDFPiryaNo ratings yet
- Delioarmanlı Et Al. 2016Document11 pagesDelioarmanlı Et Al. 2016Delal KarakuşNo ratings yet
- July 28, 1964 B, Rosen 3,142,598: Method of Making Resin-Empregnated Glass Fiber Automobile Leaf SpringsDocument4 pagesJuly 28, 1964 B, Rosen 3,142,598: Method of Making Resin-Empregnated Glass Fiber Automobile Leaf SpringsffontanaNo ratings yet
- United States Patent (19) : Gupta Et Al. 11 Patent NumberDocument10 pagesUnited States Patent (19) : Gupta Et Al. 11 Patent NumberAghyad ZbaidiNo ratings yet
- PP 157-160 Development of Pd-Doped SnO2 Thick Film Paste For Gas Sensor JitendraDocument4 pagesPP 157-160 Development of Pd-Doped SnO2 Thick Film Paste For Gas Sensor JitendraEditorijset IjsetNo ratings yet
- Heat Capacity of Oxide Glasses at High Temperature Region Inaba 2003Document9 pagesHeat Capacity of Oxide Glasses at High Temperature Region Inaba 2003b meryemNo ratings yet
- International Journal of Modern EngineerDocument4 pagesInternational Journal of Modern Engineersooperstar330No ratings yet
- United States Patent (19) : Cruff Et AlDocument4 pagesUnited States Patent (19) : Cruff Et AlVy PhanNo ratings yet
- 1374 Ic-03Document5 pages1374 Ic-03Muruga DasNo ratings yet
- Siavashi 12 PHDDocument231 pagesSiavashi 12 PHDVikash SinghNo ratings yet
- Production of The Modified Liquid Glass in The Pro PDFDocument7 pagesProduction of The Modified Liquid Glass in The Pro PDFBan ZanganaNo ratings yet
- Phase-Separation StructureDocument7 pagesPhase-Separation Structurejsteven0211No ratings yet
- US2019618 Sodium Aluminate FirebrickDocument6 pagesUS2019618 Sodium Aluminate FirebrickonixexenNo ratings yet
- Effect of Soaking On Phase Composition and Topography and Surface MicrostructureDocument9 pagesEffect of Soaking On Phase Composition and Topography and Surface MicrostructureRafaelNo ratings yet
- US5102977 - Internally Catalyzed Sulfonate Bearing Hydroxyl Terminated Powder Coating Polyesters - Ruco Polymer Corp.Document13 pagesUS5102977 - Internally Catalyzed Sulfonate Bearing Hydroxyl Terminated Powder Coating Polyesters - Ruco Polymer Corp.SUBRAMANIAN SNo ratings yet
- Non Explosive AgentDocument7 pagesNon Explosive AgentrajewaNo ratings yet
- Introduction To Biomaterials Laboratory Report: 45S5 Bioglass and Al2O3-Zro2 Ceramic Production and CharacterizationDocument17 pagesIntroduction To Biomaterials Laboratory Report: 45S5 Bioglass and Al2O3-Zro2 Ceramic Production and CharacterizationErtuğrul SakallıNo ratings yet
- 2005 PDFDocument14 pages2005 PDFBattuka BatjargalNo ratings yet
- SynthDocument3 pagesSynthSudharsan RamalingamNo ratings yet
- Materials and Design: Jung-Ting Tsai, Li-Kai Lin, Shun-Tian Lin, Lia Stanciu, Martin Byung-Guk JunDocument12 pagesMaterials and Design: Jung-Ting Tsai, Li-Kai Lin, Shun-Tian Lin, Lia Stanciu, Martin Byung-Guk JunAlya WorkerNo ratings yet
- July 19, 1960: ObjectDocument3 pagesJuly 19, 1960: ObjectVansala GanesanNo ratings yet
- A Review Paper On Manufacturing CeramicsDocument10 pagesA Review Paper On Manufacturing CeramicsShashank PhansikarNo ratings yet
- Effect of Amorphous Silica Fume As Active Filler For Rapid Densification of The Geopolymer Products Formed by Warm PressingDocument8 pagesEffect of Amorphous Silica Fume As Active Filler For Rapid Densification of The Geopolymer Products Formed by Warm Pressingwen9188.oswNo ratings yet
- J Ceramint 2013 05 096Document32 pagesJ Ceramint 2013 05 096Lais SoaresNo ratings yet
- Study of Ceramic Slurries For Investment Casting With Ice PatternsDocument10 pagesStudy of Ceramic Slurries For Investment Casting With Ice PatternsNarasimha Murthy InampudiNo ratings yet
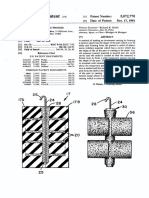
- Us5072770 PDFDocument7 pagesUs5072770 PDFJiří HorenskýNo ratings yet
- Fiber MaterialsDocument27 pagesFiber MaterialsAnindita BoraNo ratings yet
- The Science and Engineering of Materials, 4 EdDocument60 pagesThe Science and Engineering of Materials, 4 EdsamuelNo ratings yet
- United States Patent (19) : VezirianDocument5 pagesUnited States Patent (19) : VezirianJiří HorenskýNo ratings yet
- Slip Casting MethodDocument17 pagesSlip Casting MethodmazaherramazaniNo ratings yet
- Objectives of Chapter 14Document59 pagesObjectives of Chapter 14RaulNo ratings yet
- Preventing De-Skulling Problems in A Tundish - Measurement and Modelling ExperienceDocument5 pagesPreventing De-Skulling Problems in A Tundish - Measurement and Modelling Experienceakanksha kumariNo ratings yet
- United States Patent: (10) Patent N0.: (45) Date of PatentDocument9 pagesUnited States Patent: (10) Patent N0.: (45) Date of Patentravi242No ratings yet
- Crystallization Behaviour of Fluorphlogopite Glass Ceramics: Received February 7, 2000 Accepted February 20, 2001Document8 pagesCrystallization Behaviour of Fluorphlogopite Glass Ceramics: Received February 7, 2000 Accepted February 20, 2001Ali AddieNo ratings yet
- AttachmentDocument7 pagesAttachmentdwi rahmi HakimNo ratings yet
- Ceramic Materials InstrDocument13 pagesCeramic Materials InstrAditya Ardana100% (1)
- A Revew On The Use of Waste Glasses in The Production of Cement and ConcreteDocument14 pagesA Revew On The Use of Waste Glasses in The Production of Cement and ConcreteA. ELIZABETH VELASCONo ratings yet
- Studies On Modifications of PLA Films With Nanographene Clay and Silane Treated Hydrous ClayDocument8 pagesStudies On Modifications of PLA Films With Nanographene Clay and Silane Treated Hydrous ClayIJRASETPublicationsNo ratings yet
- Enhancing The Permeability and PropertieDocument9 pagesEnhancing The Permeability and PropertieAjeeth KumarNo ratings yet
- Construction and Building Materials: Dilan Polat, Mustafa GüdenDocument13 pagesConstruction and Building Materials: Dilan Polat, Mustafa GüdenSeçkin MartinNo ratings yet
- Askeland ChapterDocument60 pagesAskeland ChapterjuegyiNo ratings yet
- 2002 01 015 PDFDocument9 pages2002 01 015 PDFAli AddieNo ratings yet
- Cao, 2016Document16 pagesCao, 2016Iury MoraesNo ratings yet
- Iiihihiiihiiii: United States PatentDocument8 pagesIiihihiiihiiii: United States PatentGuillermoNo ratings yet
- Irjet V6i2220Document4 pagesIrjet V6i2220sonuNo ratings yet
- Thermal and Chemical Properties of Diopside-Wollastonite Glass Ceramics in The SiO2-CaO-MgO System From Raw MaterialsDocument5 pagesThermal and Chemical Properties of Diopside-Wollastonite Glass Ceramics in The SiO2-CaO-MgO System From Raw MaterialsBintang IndrantoNo ratings yet
- US4340519Document18 pagesUS4340519SUBRAMANIAN SNo ratings yet
- The Methods of Preparing Extremely Pure Optical Glasses AreDocument19 pagesThe Methods of Preparing Extremely Pure Optical Glasses AreAsyraf Arshat0% (1)
- Cellular Ceramics: Structure, Manufacturing, Properties and ApplicationsFrom EverandCellular Ceramics: Structure, Manufacturing, Properties and ApplicationsNo ratings yet
- Colloidal Ceramic Processing of Nano-, Micro-, and Macro-Particulate SystemsFrom EverandColloidal Ceramic Processing of Nano-, Micro-, and Macro-Particulate SystemsWei-Heng ShihNo ratings yet
- Importance of PlumbingDocument1 pageImportance of PlumbingNethajiNo ratings yet
- CH 3 Problems SolutionsDocument13 pagesCH 3 Problems SolutionsdwiyogasariNo ratings yet
- 08 05 Lake EcosystemDocument9 pages08 05 Lake EcosystemBharath KumarNo ratings yet
- Sedimentary Facies and EnvironmentDocument7 pagesSedimentary Facies and EnvironmentTHEODOSIO ALISTAIRNo ratings yet
- BAC Torre de Enfriamiento Series 3000 IOMDocument44 pagesBAC Torre de Enfriamiento Series 3000 IOMi l gfNo ratings yet
- A Production Chain: THE Link INDocument199 pagesA Production Chain: THE Link INThania LimacheNo ratings yet
- Notes of Soil Microbiology PDFDocument3 pagesNotes of Soil Microbiology PDFSethupathi SivaprakasamNo ratings yet
- LWT - Food Science and Technology: CL Audia Leites Luchese, Poliana Deyse Gurak, Ligia Damasceno Ferreira MarczakDocument9 pagesLWT - Food Science and Technology: CL Audia Leites Luchese, Poliana Deyse Gurak, Ligia Damasceno Ferreira MarczakAsri WidyasantiNo ratings yet
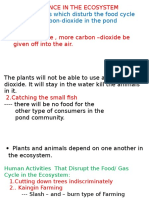
- Activities That Disrupt The Cycle in An Ecosystem and Importance of ForstDocument33 pagesActivities That Disrupt The Cycle in An Ecosystem and Importance of ForstMyschool Lag-asan100% (1)
- DNVPS Fuel Testing Procedures Part 1Document23 pagesDNVPS Fuel Testing Procedures Part 1KaiNo ratings yet
- ARCH 4162 Lecture VII-water in The Landscape BY NAHOM TESFAYEDocument40 pagesARCH 4162 Lecture VII-water in The Landscape BY NAHOM TESFAYENahom TesfayeNo ratings yet
- Building Commissioning ProfessionalDocument98 pagesBuilding Commissioning ProfessionalDaniel Andrés GutiérrezNo ratings yet
- Human Influences On The Environment 4 QPDocument7 pagesHuman Influences On The Environment 4 QPAtulya BharadwajNo ratings yet
- SATIP-S-030-01, Rev 8 Storm Water Drainage System G FinalDocument3 pagesSATIP-S-030-01, Rev 8 Storm Water Drainage System G Finalmomin0% (1)
- ReportDocument21 pagesReportPawan BhakuniNo ratings yet
- 2.1 Mixtures, Solutions and Solvents: Solvent It DissolvesDocument6 pages2.1 Mixtures, Solutions and Solvents: Solvent It Dissolvesapi-282526559No ratings yet
- Surface Preparation Methods For Common Substrate Materials: AppendixDocument24 pagesSurface Preparation Methods For Common Substrate Materials: AppendixMartin BonillaNo ratings yet
- Flashflood Incident: in Makilala, North CotabatoDocument12 pagesFlashflood Incident: in Makilala, North CotabatoHindiko Kayo KaylanganNo ratings yet
- StormWater and AssetManagement ToolDocument9 pagesStormWater and AssetManagement ToolIsaac OtiNo ratings yet
- Detalles Spot TestDocument7 pagesDetalles Spot TestJuan Carlos Chique PerezNo ratings yet
- In Vitro Anticoccidial Antioxidant Activities and Cytotoxicity of Psidium Guajava Extracts PDFDocument11 pagesIn Vitro Anticoccidial Antioxidant Activities and Cytotoxicity of Psidium Guajava Extracts PDFBakhti GulNo ratings yet
- Shell and Tube Heat Exchangers Using Cooling WaterDocument20 pagesShell and Tube Heat Exchangers Using Cooling Waterjdgh1986No ratings yet
- Use of Grade 25 Concrete in Design of Water Retaining Structures Based On Bs 8007 RecommendationsDocument8 pagesUse of Grade 25 Concrete in Design of Water Retaining Structures Based On Bs 8007 RecommendationsEngr Ishfaque TunioNo ratings yet
- 2.5 Measurement of Precipitation B. Snowfall: Snow StakesDocument4 pages2.5 Measurement of Precipitation B. Snowfall: Snow StakesMarifher Kate Dela CruzNo ratings yet
- WildAgain Wildlife Formula Calculator - XLDocument10 pagesWildAgain Wildlife Formula Calculator - XLEgberto Carvalho MonteiroNo ratings yet
- Septic Tank DetailDocument1 pageSeptic Tank DetailJonniel De Guzman100% (3)
- VITA SPA DX SERIES OWNERS ManualDocument12 pagesVITA SPA DX SERIES OWNERS ManualJackNo ratings yet
- Restoration of Polluted Lakes - 29-12-2016.Ppt (Autosaved)Document145 pagesRestoration of Polluted Lakes - 29-12-2016.Ppt (Autosaved)Sugumar BalasubramaniamNo ratings yet