Download as pdf or txt
You might also like
- The RMBC MethodDocument128 pagesThe RMBC MethodFaizan Ahmed100% (2)
- What Is FashionDocument6 pagesWhat Is FashionArim Arim100% (3)
- García-Martínez2020 Article FailureAnalysisOfASteelElbowPiDocument11 pagesGarcía-Martínez2020 Article FailureAnalysisOfASteelElbowPiGuilherme FerrariNo ratings yet
- Engineering Failure Analysis: Fei-Jun Chen, Cheng Yao, Zhen-Guo YangDocument13 pagesEngineering Failure Analysis: Fei-Jun Chen, Cheng Yao, Zhen-Guo Yang233701No ratings yet
- 1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantDocument12 pages1) - Failure Analysis of Stainless Steel Heat Exhanger Tube in A Petrochemical PlantHerry Eci MuhammadNo ratings yet
- Corrosion Science: Jongjin Kim, Seung Hyun Kim, Kyung Joon Choi, Chi Bum Bahn, Il Soon Hwang, Ji Hyun KimDocument9 pagesCorrosion Science: Jongjin Kim, Seung Hyun Kim, Kyung Joon Choi, Chi Bum Bahn, Il Soon Hwang, Ji Hyun KimOscarCastilloNavaNo ratings yet
- Monitorización de Las Condiciones de Los Aisladores en Líneas de TransmisiónDocument5 pagesMonitorización de Las Condiciones de Los Aisladores en Líneas de TransmisiónCESAR BARRERANo ratings yet
- Managing Stress Corrosion Cracking at Bekapai Mature FacilityDocument10 pagesManaging Stress Corrosion Cracking at Bekapai Mature FacilityHerry SuhartomoNo ratings yet
- 245 Bergander Rev5Document8 pages245 Bergander Rev5mariodalNo ratings yet
- Case Study: Pitting and Stress Corrosion Cracking in Heat-Affected Zone of Welded Underground 304 Stainless Steel PipeDocument7 pagesCase Study: Pitting and Stress Corrosion Cracking in Heat-Affected Zone of Welded Underground 304 Stainless Steel PipeGina BerríoNo ratings yet
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshNo ratings yet
- The Study of Corrosion and Wear Resistance of CoppDocument9 pagesThe Study of Corrosion and Wear Resistance of CoppNoura Nour ElshamsNo ratings yet
- Corrosion Behavior of Copper at Elevated Temperature: Int. J. Electrochem. Sci., 7 (2012) 7902 - 7914Document13 pagesCorrosion Behavior of Copper at Elevated Temperature: Int. J. Electrochem. Sci., 7 (2012) 7902 - 7914idanfriNo ratings yet
- Metallurgical Failure AnalysisDocument2 pagesMetallurgical Failure AnalysisShuaib KunnekkattuNo ratings yet
- Examen de Evaluación API 571Document18 pagesExamen de Evaluación API 571berray2007100% (2)
- Studyonconcretedegradationduring MCCIDocument8 pagesStudyonconcretedegradationduring MCCIChigo AryaNo ratings yet
- Pourmohammad 2019Document11 pagesPourmohammad 2019CHONKARN CHIABLAMNo ratings yet
- Titanium Tube Failures-Power PlantsDocument11 pagesTitanium Tube Failures-Power PlantsgshdavidNo ratings yet
- Temper Bead Welding of S460N Steel in Wet Welding ConditionsDocument10 pagesTemper Bead Welding of S460N Steel in Wet Welding ConditionsNickesh ShahNo ratings yet
- Electrochemical Techniques For Studying Tribocorrosion ProcessesDocument10 pagesElectrochemical Techniques For Studying Tribocorrosion ProcessesRaul MoraNo ratings yet
- Outgassing Effects of A Kapton Acrylic Adhesive TaDocument16 pagesOutgassing Effects of A Kapton Acrylic Adhesive TaJonathan DeomampoNo ratings yet
- Electrodeposition of MetalDocument4 pagesElectrodeposition of MetalvkmsNo ratings yet
- Assessment of Axial Cracking of A Steam Generator TubeDocument10 pagesAssessment of Axial Cracking of A Steam Generator TubeSEP-PublisherNo ratings yet
- Va21031 Damage MechanismDocument14 pagesVa21031 Damage MechanismwidadNo ratings yet
- SSRN Id4446360Document9 pagesSSRN Id4446360Almas XamiNo ratings yet
- Hayazi 2020 IOP Conf. Ser. Mater. Sci. Eng. 957 012022Document7 pagesHayazi 2020 IOP Conf. Ser. Mater. Sci. Eng. 957 012022Raza TariqNo ratings yet
- JMMS V2 21 126Document4 pagesJMMS V2 21 126Usman NiazNo ratings yet
- Fabrication of WC Micro-Shaft by Using Electrochemical EtchingDocument6 pagesFabrication of WC Micro-Shaft by Using Electrochemical EtchingGanesa BalamuruganNo ratings yet
- Failure Case StudiesDocument28 pagesFailure Case StudiesBharat KhandekarNo ratings yet
- End Non Destructive ProbesDocument8 pagesEnd Non Destructive ProbesJose Gustavo Hernandez ReyesNo ratings yet
- Coorosion 3Document9 pagesCoorosion 3Ramin ShojaNo ratings yet
- Residual Life Assessment and Failure of The BoilerDocument21 pagesResidual Life Assessment and Failure of The BoilernagasureshNo ratings yet
- Xk1434t09enc 001Document32 pagesXk1434t09enc 001Ramin ShojaNo ratings yet
- Consequences and Standards From Using CP Systems To Prevent CorrosionDocument7 pagesConsequences and Standards From Using CP Systems To Prevent CorrosionAdnan RanaNo ratings yet
- Caustic Corrosion in Boiler Waterside Tube Root Cause & MechanismDocument9 pagesCaustic Corrosion in Boiler Waterside Tube Root Cause & Mechanismعزت عبد المنعم100% (1)
- Pipelines Corrosion During Water Supply ProcessDocument10 pagesPipelines Corrosion During Water Supply Processricardomax2No ratings yet
- DCFVDocument18 pagesDCFVmiguel ángel VillarroelNo ratings yet
- Accelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesDocument9 pagesAccelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesAlmas XamiNo ratings yet
- 80 ProceedingDocument9 pages80 Proceedinglyubom538No ratings yet
- 21SPTE313 - Lecture 10Document40 pages21SPTE313 - Lecture 10Mohamed SolimanNo ratings yet
- Analysis of The Reasons For The Leakage of A Boiler Water-Wall Tube in A Power PlantDocument6 pagesAnalysis of The Reasons For The Leakage of A Boiler Water-Wall Tube in A Power PlantmustafaNo ratings yet
- Presentation - Painting, Coating & Corrosion Protection - Beca - Cathodic ProtectionDocument56 pagesPresentation - Painting, Coating & Corrosion Protection - Beca - Cathodic Protectionzinha_al100% (1)
- Magneto-Elastic Effect For 316LN-IG Stainless Steel at Low TemperatureDocument6 pagesMagneto-Elastic Effect For 316LN-IG Stainless Steel at Low Temperature82865200No ratings yet
- Spe 100476Document6 pagesSpe 100476HSEQ AZUL ENERGYNo ratings yet
- Seminar On Durability and Lifecycle Evaluation of Concrete Structures-2006Document9 pagesSeminar On Durability and Lifecycle Evaluation of Concrete Structures-2006AsanNo ratings yet
- Analysis of The Causes of The Cracking of Tube Bundles of 316L Stainless Steel Shell-and-Tube Heat ExchangerDocument10 pagesAnalysis of The Causes of The Cracking of Tube Bundles of 316L Stainless Steel Shell-and-Tube Heat ExchangerRodrigo de Souza RochaNo ratings yet
- Ceramics International 2015 Electrical Conductivity and Wear Behavior of Bi-Continuous Cr3C2-Cu CompositesDocument5 pagesCeramics International 2015 Electrical Conductivity and Wear Behavior of Bi-Continuous Cr3C2-Cu Compositesqwerty meNo ratings yet
- Failure Analysis of Superheat Tube 2.25Cr-1Mo in Biomass Power PlantDocument7 pagesFailure Analysis of Superheat Tube 2.25Cr-1Mo in Biomass Power Plantfernandosimic96No ratings yet
- Non-Destructive Electrical Test Methods For Evaluating High-Voltage Stator InsulationDocument9 pagesNon-Destructive Electrical Test Methods For Evaluating High-Voltage Stator InsulationHendi AfriyanNo ratings yet
- Microwave CladdingDocument34 pagesMicrowave Claddingparamjeet singhNo ratings yet
- Metallographic Investigation On The Cladding FailureDocument18 pagesMetallographic Investigation On The Cladding FailureAndres_Pastor1987No ratings yet
- Issue 3 Advanced Orthodontics Fixed Functional AppliancesDocument26 pagesIssue 3 Advanced Orthodontics Fixed Functional AppliancesRockson SamuelNo ratings yet
- Failure Analysis of An Electric Arc Furnace Off-Gas SystemDocument7 pagesFailure Analysis of An Electric Arc Furnace Off-Gas Systemgeraleao208No ratings yet
- SA210 A1 Engg - Failure Analysis - Rajat PDFDocument8 pagesSA210 A1 Engg - Failure Analysis - Rajat PDFShoaib AhmedNo ratings yet
- Jonathan Mckinley Holt JNM 2008Document33 pagesJonathan Mckinley Holt JNM 2008Chandra ClarkNo ratings yet
- Magnetic Flux Leakage Testing: HapterDocument19 pagesMagnetic Flux Leakage Testing: HapterkingstonNo ratings yet
- EPRI Sootblower PPDocument21 pagesEPRI Sootblower PPJackSparrow86No ratings yet
- Copper-Bonded Vs Galvanized Ground RodsDocument10 pagesCopper-Bonded Vs Galvanized Ground Rodspoci11No ratings yet
- Mass Transfer CoefficientDocument7 pagesMass Transfer CoefficientkolkeNo ratings yet
- Hussain and Robinson Erosion in Seawater and SandDocument18 pagesHussain and Robinson Erosion in Seawater and SandIndra NainggolanNo ratings yet
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesFrom EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNo ratings yet
- GenesysAerosystems - GPS WAASDocument2 pagesGenesysAerosystems - GPS WAASmohammed kareemNo ratings yet
- An Introduction To Inverters and Applications For System Design and Control Wave PowerDocument9 pagesAn Introduction To Inverters and Applications For System Design and Control Wave Powermohammed kareemNo ratings yet
- Quarcoo Et AlDocument4 pagesQuarcoo Et Almohammed kareemNo ratings yet
- Review 172 DE 03 Web 180201 1Document6 pagesReview 172 DE 03 Web 180201 1mohammed kareemNo ratings yet
- Silmid TEO Spec Cross Reference Cell SheetDocument1 pageSilmid TEO Spec Cross Reference Cell Sheetmohammed kareemNo ratings yet
- Yenan Ias 2021Document12 pagesYenan Ias 2021mohammed kareemNo ratings yet
- 01 FrontDocument27 pages01 Frontmohammed kareemNo ratings yet
- File 152232115733256Document13 pagesFile 152232115733256mohammed kareemNo ratings yet
- ASB 407-21-124 Page 1 of 6 Approved For Public ReleaseDocument6 pagesASB 407-21-124 Page 1 of 6 Approved For Public Releasemohammed kareemNo ratings yet
- ND Nozzle Diffuser CatalogDocument8 pagesND Nozzle Diffuser Catalogmohammed kareemNo ratings yet
- Series: Long-Throw NozzlesDocument19 pagesSeries: Long-Throw Nozzlesmohammed kareemNo ratings yet
- HTS and HPC Specification DifferencesDocument11 pagesHTS and HPC Specification Differencesmohammed kareemNo ratings yet
- Influence of Feed Water Heaters On The Performance of Coal Fired Power PlantsDocument5 pagesInfluence of Feed Water Heaters On The Performance of Coal Fired Power Plantsmohammed kareemNo ratings yet
- Safety Data Sheet: Section 1. Product and Company IdentificationDocument13 pagesSafety Data Sheet: Section 1. Product and Company Identificationmohammed kareemNo ratings yet
- Hydroturbines EnglishDocument1 pageHydroturbines Englishmohammed kareemNo ratings yet
- m250 Firstnetwork DirectoryDocument97 pagesm250 Firstnetwork Directorymohammed kareemNo ratings yet
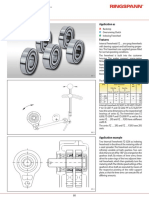
- Internal Freewheels FZ : With Ball Bearing PropertiesDocument6 pagesInternal Freewheels FZ : With Ball Bearing Propertiesmohammed kareemNo ratings yet
- Material Safety Data Sheet: Product Name: MOBIL ATF D/MDocument10 pagesMaterial Safety Data Sheet: Product Name: MOBIL ATF D/Mmohammed kareemNo ratings yet
- GenesysAerosystems IDU-680 IDU-450 BrochureDocument4 pagesGenesysAerosystems IDU-680 IDU-450 Brochuremohammed kareemNo ratings yet
- 0B702 Maintenance Manual Ed2 Rev2 20130809Document696 pages0B702 Maintenance Manual Ed2 Rev2 20130809mohammed kareemNo ratings yet
- Application: (Discharge Current at Maximum Power Transfer)Document2 pagesApplication: (Discharge Current at Maximum Power Transfer)mohammed kareemNo ratings yet
- MEDINA, Chandra Micole P. - Activity 6 Both A and BDocument2 pagesMEDINA, Chandra Micole P. - Activity 6 Both A and BChandra Micole MedinaNo ratings yet
- SS 1 Agric Science First Term E-NoteDocument58 pagesSS 1 Agric Science First Term E-Notekanajoseph2009No ratings yet
- BandiniDocument17 pagesBandiniShilpa GowdaNo ratings yet
- Application DevelopmentDocument14 pagesApplication DevelopmentReema MubarakNo ratings yet
- The Best K-Pop GroupDocument2 pagesThe Best K-Pop Groupvash deynnielNo ratings yet
- 8.b SOAL PAT B INGGRIS KELAS 8Document6 pages8.b SOAL PAT B INGGRIS KELAS 8M Adib MasykurNo ratings yet
- How To Cite A Research Paper in TextDocument8 pagesHow To Cite A Research Paper in Textafnkaufhczyvbc100% (1)
- Me TurnoverDocument2 pagesMe TurnoverAparna ShajiNo ratings yet
- Experimental Study On GPR Detection of Voids Inside and Behind Tunnel LiningsDocument10 pagesExperimental Study On GPR Detection of Voids Inside and Behind Tunnel LiningsSajid KhanNo ratings yet
- Assignment 11 STM DavisDocument8 pagesAssignment 11 STM Davisrajesh laddhaNo ratings yet
- Weekly Home Learning Plan in Mathematics 8: Quarter 1, Week 3, October 19 - 23, 2020Document7 pagesWeekly Home Learning Plan in Mathematics 8: Quarter 1, Week 3, October 19 - 23, 2020Zaldy TabugocaNo ratings yet
- Schmeling - The Role of Hydrothermal Cooling of The Oceanic Lithosphere For Ocean Floor Bathymetry 2017Document19 pagesSchmeling - The Role of Hydrothermal Cooling of The Oceanic Lithosphere For Ocean Floor Bathymetry 2017utsav mannuNo ratings yet
- MOA Motorcycle PolicyDocument3 pagesMOA Motorcycle Policysanyo enterprise100% (2)
- The DJ Test: Personalised Report and Recommendations For Alex YachevskiDocument34 pagesThe DJ Test: Personalised Report and Recommendations For Alex YachevskiSashadanceNo ratings yet
- Pe 3 2ND QTR W1 Folk DanceDocument41 pagesPe 3 2ND QTR W1 Folk DanceKiesha TataroNo ratings yet
- L4 02 Causative Verbs Teaching JobDocument4 pagesL4 02 Causative Verbs Teaching JobGeorge VieiraNo ratings yet
- ME-GATE Additional Syllabus PDFDocument234 pagesME-GATE Additional Syllabus PDFrishinarendran007100% (1)
- Quick Stress ReliefDocument2 pagesQuick Stress ReliefKannanNo ratings yet
- Mauro Giuliani: Etudes Instructives, Op. 100Document35 pagesMauro Giuliani: Etudes Instructives, Op. 100Thiago Camargo Juvito de Souza100% (1)
- Disaster Recovery Best PracticesDocument8 pagesDisaster Recovery Best PracticesJose RosarioNo ratings yet
- Lion of The North - Rules & ScenariosDocument56 pagesLion of The North - Rules & ScenariosBrant McClureNo ratings yet
- Justin Bieber Is - Famous Singer.: (You Must Read Out The Whole Sentence.)Document2 pagesJustin Bieber Is - Famous Singer.: (You Must Read Out The Whole Sentence.)Irene De la FuenteNo ratings yet
- Womens EssentialsDocument50 pagesWomens EssentialsNoor-uz-Zamaan AcademyNo ratings yet
- Satellite CommunicationsDocument57 pagesSatellite Communicationsheritage336No ratings yet
- Electronic Code of Federal Regulations Norma Fda para TunaDocument19 pagesElectronic Code of Federal Regulations Norma Fda para TunaEddie Bustamante RuizNo ratings yet
- Old SultanDocument2 pagesOld SultanKimberly MarquezNo ratings yet
- MarkDocument8 pagesMarkPaul James BirchallNo ratings yet
- 01 Atomic Structures WSDocument34 pages01 Atomic Structures WSAreeba EjazNo ratings yet