
Prirucnik Za Naprednu Obuku Rukovanja Emco Concept Mill 55
Prirucnik Za Naprednu Obuku Rukovanja Emco Concept Mill 55
You might also like
- Alati Za Izradu NavojaDocument17 pagesAlati Za Izradu NavojaFilip100% (1)
- Masfak Struganje 1deo Copy1Document7 pagesMasfak Struganje 1deo Copy1buva034No ratings yet
- Programiranje CNC HASSDocument29 pagesProgramiranje CNC HASSnenad100% (2)
- Merni Sistemi I Senzori CNC Masina PDFDocument19 pagesMerni Sistemi I Senzori CNC Masina PDFnedic100% (1)
- Programiranje Kompijuterski Upravljanih MasinaDocument12 pagesProgramiranje Kompijuterski Upravljanih MasinaAndja Veljkovic100% (1)
- CNC MILL I TURN-ProgramiranjeDocument61 pagesCNC MILL I TURN-ProgramiranjeAndja VeljkovicNo ratings yet
- PRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Mill 55 V1Document27 pagesPRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Mill 55 V1Sándor Csikós100% (1)
- CNCDocument12 pagesCNCAndja VeljkovicNo ratings yet
- Programiranje CNC MasinaDocument19 pagesProgramiranje CNC MasinaDado KpsNo ratings yet
- Predavanja CNC 1 PDFDocument15 pagesPredavanja CNC 1 PDFveljko82No ratings yet
- Vezbe CAM GlodanjeDocument35 pagesVezbe CAM GlodanjeMilos TodorovicNo ratings yet
- NC - KodDocument19 pagesNC - KodlavnenNo ratings yet
- G CodeDocument14 pagesG Code7390840No ratings yet
- CNC StrugoviDocument5 pagesCNC StrugoviMuffinInACupNo ratings yet
- Karakteristične Tačke NU MašinaDocument6 pagesKarakteristične Tačke NU MašinaAndja VeljkovicNo ratings yet
- Primjer CNC ObradeDocument63 pagesPrimjer CNC ObradenedicNo ratings yet
- CNC PR 4 Pogonski SitemiDocument60 pagesCNC PR 4 Pogonski Sitemivekas859No ratings yet
- 01 - Uvod U CNC TehnologijuDocument20 pages01 - Uvod U CNC TehnologijuPredrag StepanovicNo ratings yet
- CNC Struganje HAAS-G I F F-JeDocument75 pagesCNC Struganje HAAS-G I F F-JeSemsudin Habibovic100% (1)
- CNC Programiranje2010Document29 pagesCNC Programiranje2010Dejan131313No ratings yet
- Obrada Metala StruganjemDocument22 pagesObrada Metala StruganjemAnonymous y5LQFcNo ratings yet
- FeatureCAM - StruganjeDocument22 pagesFeatureCAM - StruganjeЙованГрозныйNo ratings yet
- CNC KursDocument237 pagesCNC Kurssijuks00750% (2)
- STRUG - RukovanjeDocument9 pagesSTRUG - RukovanjeogivNo ratings yet
- Završni Rad CNC Strugovi KrajDocument37 pagesZavršni Rad CNC Strugovi KrajMarkoNo ratings yet
- Osnovna Struktura Numericki Upravljanih MasinaDocument2 pagesOsnovna Struktura Numericki Upravljanih MasinaStefan Milojević100% (1)
- Tehnološka Priprema - V.Bratić A.Jovanović" Inženjerski Priručnik Za Ručno Programiranje NC I CNC Mašina Alatki"Document27 pagesTehnološka Priprema - V.Bratić A.Jovanović" Inženjerski Priručnik Za Ručno Programiranje NC I CNC Mašina Alatki"sasamaja100% (5)
- Predavanja 4 - Технолошка Припрема Обрадних СистемаDocument4 pagesPredavanja 4 - Технолошка Припрема Обрадних СистемаJeleNa JovanovicNo ratings yet
- Upustvo Za Rukovanje HAASDocument27 pagesUpustvo Za Rukovanje HAASNenad Ana Djordjevic100% (4)
- Merenje I KontrolaDocument33 pagesMerenje I KontrolaMirjana StefanovicNo ratings yet
- CNC Programiranje StrugDocument147 pagesCNC Programiranje StrugSaudin Elezović100% (1)
- Sistemi - Osnove ProgramiDocument36 pagesSistemi - Osnove Programimecanica2000No ratings yet
- Obrada Rezanjem - ZbirkaDocument171 pagesObrada Rezanjem - ZbirkaНикола Медић100% (1)
- Vezba 1Document33 pagesVezba 1djroNo ratings yet
- CAD/CAM/CAE I CIM SistemiDocument6 pagesCAD/CAM/CAE I CIM SistemiАлександар ВујаковићNo ratings yet
- CNC GlodaliceDocument62 pagesCNC GlodaliceboskobimbaNo ratings yet
- 02 Kinematika I Struktura CNC Masina AlatkiDocument20 pages02 Kinematika I Struktura CNC Masina AlatkiStjepan RadosavljevicNo ratings yet
- 06 TesterisanjeDocument11 pages06 TesterisanjeAnonymous jSz9r2BLNo ratings yet
- Plan StezanjaDocument2 pagesPlan StezanjasasamajaNo ratings yet
- Ciklusi Za StrugDocument7 pagesCiklusi Za StrugBratislav PejcicNo ratings yet
- 01 - Operater Mašinske ObradeDocument13 pages01 - Operater Mašinske ObradeZvezdan DjurdjevicNo ratings yet
- Inženjerski Priručnik Za Ručno Programiranje NC I CNC MašinaDocument1 pageInženjerski Priručnik Za Ručno Programiranje NC I CNC MašinaAzur Avdic100% (1)
- Seminarski Paralelna Granicna MerilaDocument9 pagesSeminarski Paralelna Granicna MeriladjordjeraptorNo ratings yet
- CNC Tehnologije - MarijaDocument36 pagesCNC Tehnologije - MarijaSasa GrozdenovicNo ratings yet
- CNC Programiranje StrugDocument165 pagesCNC Programiranje StrugBracaNo ratings yet
- Upravljačka Jedinica (UJ) CNC StrugaDocument6 pagesUpravljačka Jedinica (UJ) CNC StrugamilicaNo ratings yet
- Projektovanje Tehnoloskih SistemaDocument53 pagesProjektovanje Tehnoloskih SistemaSrbislav PetrovićNo ratings yet
- SOS-struganje - TekstDocument17 pagesSOS-struganje - TekstnenadNo ratings yet
- CNC Tehnologije - Huron I Trumpf - 200-MiDocument30 pagesCNC Tehnologije - Huron I Trumpf - 200-MiSasa GrozdenovicNo ratings yet
- Heiden Ha inDocument64 pagesHeiden Ha indullecncNo ratings yet
- Maturski Rad Iz CNC TehnologijeDocument30 pagesMaturski Rad Iz CNC Tehnologijegeyq83% (6)
- Automatizacija Seminarski RadDocument14 pagesAutomatizacija Seminarski RadMesara Kod KokijaNo ratings yet
- Programiranje Kompijuterski Upravljanih MasinaDocument12 pagesProgramiranje Kompijuterski Upravljanih MasinaAndja VeljkovicNo ratings yet
- At 7Document10 pagesAt 7Milan Zabac StanojkovicNo ratings yet
- Uvod U ArudinoDocument37 pagesUvod U ArudinoNestorov IvanNo ratings yet
- CNC Seminarski Rad - Postavka 11Document3 pagesCNC Seminarski Rad - Postavka 11Angela PopovićNo ratings yet
- Seminarski RadDocument5 pagesSeminarski RadTina MihajlovicNo ratings yet
- CNC Seminarski RadDocument3 pagesCNC Seminarski RadivanNo ratings yet
- Slobodan SimicDocument18 pagesSlobodan SimicSlobodan SimicNo ratings yet
- Traka Za TrcanjeDocument13 pagesTraka Za Trcanjebroker7No ratings yet
- 3.Појам и подела сила, графичко представљање силеDocument14 pages3.Појам и подела сила, графичко представљање силеJeleNa JovanovicNo ratings yet
- 8. аналитицки нацин представљања силаDocument17 pages8. аналитицки нацин представљања силаJeleNa JovanovicNo ratings yet
- KOVANJEDocument14 pagesKOVANJEJeleNa JovanovicNo ratings yet
- predavanja 6 - припрема алатаDocument3 pagespredavanja 6 - припрема алатаJeleNa JovanovicNo ratings yet
- Predavanja 4 - Технолошка Припрема Обрадних СистемаDocument4 pagesPredavanja 4 - Технолошка Припрема Обрадних СистемаJeleNa JovanovicNo ratings yet
- Predavanja 1 - Oсновни Концепт и Структурна ИзградњаDocument10 pagesPredavanja 1 - Oсновни Концепт и Структурна ИзградњаJeleNa JovanovicNo ratings yet
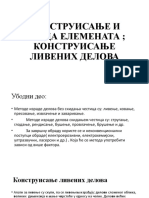
- КОНСТРУИСАЊЕ И ИЗРАДА ЕЛЕМЕНАТА- ливених деловаDocument11 pagesКОНСТРУИСАЊЕ И ИЗРАДА ЕЛЕМЕНАТА- ливених деловаJeleNa JovanovicNo ratings yet
- Nu Masine - KnjigaDocument64 pagesNu Masine - KnjigaMarko MinicNo ratings yet
- SugestijeDocument4 pagesSugestijeJeleNa JovanovicNo ratings yet
- Predavanja 3 - Карактеристике Обрадних СистемаDocument5 pagesPredavanja 3 - Карактеристике Обрадних СистемаJeleNa JovanovicNo ratings yet
- 3-16. Prakticna Nastava PDFDocument16 pages3-16. Prakticna Nastava PDFJeleNa JovanovicNo ratings yet
- NALAZ Milica JovanovicDocument1 pageNALAZ Milica JovanovicJeleNa JovanovicNo ratings yet
- Prirucnik Za Naprednu Obuku Programiranja Sinumerik - 840dDocument48 pagesPrirucnik Za Naprednu Obuku Programiranja Sinumerik - 840dJeleNa Jovanovic100% (1)
- 111 Uredjaji Za Transport FluidaDocument10 pages111 Uredjaji Za Transport FluidaErden BaldžiNo ratings yet
- FizikaDocument119 pagesFizikaИгор РадојичићNo ratings yet
- Slozena NaprezanjaDocument53 pagesSlozena NaprezanjaJeleNa JovanovicNo ratings yet
- Masinski Elementi III-VitasDocument126 pagesMasinski Elementi III-Vitascevapcic10092% (13)






































































Download as pdf or txt
You might also like
- Alati Za Izradu NavojaDocument17 pagesAlati Za Izradu NavojaFilip100% (1)
- Masfak Struganje 1deo Copy1Document7 pagesMasfak Struganje 1deo Copy1buva034No ratings yet
- Programiranje CNC HASSDocument29 pagesProgramiranje CNC HASSnenad100% (2)
- Merni Sistemi I Senzori CNC Masina PDFDocument19 pagesMerni Sistemi I Senzori CNC Masina PDFnedic100% (1)
- Programiranje Kompijuterski Upravljanih MasinaDocument12 pagesProgramiranje Kompijuterski Upravljanih MasinaAndja Veljkovic100% (1)
- CNC MILL I TURN-ProgramiranjeDocument61 pagesCNC MILL I TURN-ProgramiranjeAndja VeljkovicNo ratings yet
- PRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Mill 55 V1Document27 pagesPRIRUCNIK ZA OSNOVNU OBUKU RUKOVANJA EMCO Concept Mill 55 V1Sándor Csikós100% (1)
- CNCDocument12 pagesCNCAndja VeljkovicNo ratings yet
- Programiranje CNC MasinaDocument19 pagesProgramiranje CNC MasinaDado KpsNo ratings yet
- Predavanja CNC 1 PDFDocument15 pagesPredavanja CNC 1 PDFveljko82No ratings yet
- Vezbe CAM GlodanjeDocument35 pagesVezbe CAM GlodanjeMilos TodorovicNo ratings yet
- NC - KodDocument19 pagesNC - KodlavnenNo ratings yet
- G CodeDocument14 pagesG Code7390840No ratings yet
- CNC StrugoviDocument5 pagesCNC StrugoviMuffinInACupNo ratings yet
- Karakteristične Tačke NU MašinaDocument6 pagesKarakteristične Tačke NU MašinaAndja VeljkovicNo ratings yet
- Primjer CNC ObradeDocument63 pagesPrimjer CNC ObradenedicNo ratings yet
- CNC PR 4 Pogonski SitemiDocument60 pagesCNC PR 4 Pogonski Sitemivekas859No ratings yet
- 01 - Uvod U CNC TehnologijuDocument20 pages01 - Uvod U CNC TehnologijuPredrag StepanovicNo ratings yet
- CNC Struganje HAAS-G I F F-JeDocument75 pagesCNC Struganje HAAS-G I F F-JeSemsudin Habibovic100% (1)
- CNC Programiranje2010Document29 pagesCNC Programiranje2010Dejan131313No ratings yet
- Obrada Metala StruganjemDocument22 pagesObrada Metala StruganjemAnonymous y5LQFcNo ratings yet
- FeatureCAM - StruganjeDocument22 pagesFeatureCAM - StruganjeЙованГрозныйNo ratings yet
- CNC KursDocument237 pagesCNC Kurssijuks00750% (2)
- STRUG - RukovanjeDocument9 pagesSTRUG - RukovanjeogivNo ratings yet
- Završni Rad CNC Strugovi KrajDocument37 pagesZavršni Rad CNC Strugovi KrajMarkoNo ratings yet
- Osnovna Struktura Numericki Upravljanih MasinaDocument2 pagesOsnovna Struktura Numericki Upravljanih MasinaStefan Milojević100% (1)
- Tehnološka Priprema - V.Bratić A.Jovanović" Inženjerski Priručnik Za Ručno Programiranje NC I CNC Mašina Alatki"Document27 pagesTehnološka Priprema - V.Bratić A.Jovanović" Inženjerski Priručnik Za Ručno Programiranje NC I CNC Mašina Alatki"sasamaja100% (5)
- Predavanja 4 - Технолошка Припрема Обрадних СистемаDocument4 pagesPredavanja 4 - Технолошка Припрема Обрадних СистемаJeleNa JovanovicNo ratings yet
- Upustvo Za Rukovanje HAASDocument27 pagesUpustvo Za Rukovanje HAASNenad Ana Djordjevic100% (4)
- Merenje I KontrolaDocument33 pagesMerenje I KontrolaMirjana StefanovicNo ratings yet
- CNC Programiranje StrugDocument147 pagesCNC Programiranje StrugSaudin Elezović100% (1)
- Sistemi - Osnove ProgramiDocument36 pagesSistemi - Osnove Programimecanica2000No ratings yet
- Obrada Rezanjem - ZbirkaDocument171 pagesObrada Rezanjem - ZbirkaНикола Медић100% (1)
- Vezba 1Document33 pagesVezba 1djroNo ratings yet
- CAD/CAM/CAE I CIM SistemiDocument6 pagesCAD/CAM/CAE I CIM SistemiАлександар ВујаковићNo ratings yet
- CNC GlodaliceDocument62 pagesCNC GlodaliceboskobimbaNo ratings yet
- 02 Kinematika I Struktura CNC Masina AlatkiDocument20 pages02 Kinematika I Struktura CNC Masina AlatkiStjepan RadosavljevicNo ratings yet
- 06 TesterisanjeDocument11 pages06 TesterisanjeAnonymous jSz9r2BLNo ratings yet
- Plan StezanjaDocument2 pagesPlan StezanjasasamajaNo ratings yet
- Ciklusi Za StrugDocument7 pagesCiklusi Za StrugBratislav PejcicNo ratings yet
- 01 - Operater Mašinske ObradeDocument13 pages01 - Operater Mašinske ObradeZvezdan DjurdjevicNo ratings yet
- Inženjerski Priručnik Za Ručno Programiranje NC I CNC MašinaDocument1 pageInženjerski Priručnik Za Ručno Programiranje NC I CNC MašinaAzur Avdic100% (1)
- Seminarski Paralelna Granicna MerilaDocument9 pagesSeminarski Paralelna Granicna MeriladjordjeraptorNo ratings yet
- CNC Tehnologije - MarijaDocument36 pagesCNC Tehnologije - MarijaSasa GrozdenovicNo ratings yet
- CNC Programiranje StrugDocument165 pagesCNC Programiranje StrugBracaNo ratings yet
- Upravljačka Jedinica (UJ) CNC StrugaDocument6 pagesUpravljačka Jedinica (UJ) CNC StrugamilicaNo ratings yet
- Projektovanje Tehnoloskih SistemaDocument53 pagesProjektovanje Tehnoloskih SistemaSrbislav PetrovićNo ratings yet
- SOS-struganje - TekstDocument17 pagesSOS-struganje - TekstnenadNo ratings yet
- CNC Tehnologije - Huron I Trumpf - 200-MiDocument30 pagesCNC Tehnologije - Huron I Trumpf - 200-MiSasa GrozdenovicNo ratings yet
- Heiden Ha inDocument64 pagesHeiden Ha indullecncNo ratings yet
- Maturski Rad Iz CNC TehnologijeDocument30 pagesMaturski Rad Iz CNC Tehnologijegeyq83% (6)
- Automatizacija Seminarski RadDocument14 pagesAutomatizacija Seminarski RadMesara Kod KokijaNo ratings yet
- Programiranje Kompijuterski Upravljanih MasinaDocument12 pagesProgramiranje Kompijuterski Upravljanih MasinaAndja VeljkovicNo ratings yet
- At 7Document10 pagesAt 7Milan Zabac StanojkovicNo ratings yet
- Uvod U ArudinoDocument37 pagesUvod U ArudinoNestorov IvanNo ratings yet
- CNC Seminarski Rad - Postavka 11Document3 pagesCNC Seminarski Rad - Postavka 11Angela PopovićNo ratings yet
- Seminarski RadDocument5 pagesSeminarski RadTina MihajlovicNo ratings yet
- CNC Seminarski RadDocument3 pagesCNC Seminarski RadivanNo ratings yet
- Slobodan SimicDocument18 pagesSlobodan SimicSlobodan SimicNo ratings yet
- Traka Za TrcanjeDocument13 pagesTraka Za Trcanjebroker7No ratings yet
- 3.Појам и подела сила, графичко представљање силеDocument14 pages3.Појам и подела сила, графичко представљање силеJeleNa JovanovicNo ratings yet
- 8. аналитицки нацин представљања силаDocument17 pages8. аналитицки нацин представљања силаJeleNa JovanovicNo ratings yet
- KOVANJEDocument14 pagesKOVANJEJeleNa JovanovicNo ratings yet
- predavanja 6 - припрема алатаDocument3 pagespredavanja 6 - припрема алатаJeleNa JovanovicNo ratings yet
- Predavanja 4 - Технолошка Припрема Обрадних СистемаDocument4 pagesPredavanja 4 - Технолошка Припрема Обрадних СистемаJeleNa JovanovicNo ratings yet
- Predavanja 1 - Oсновни Концепт и Структурна ИзградњаDocument10 pagesPredavanja 1 - Oсновни Концепт и Структурна ИзградњаJeleNa JovanovicNo ratings yet
- КОНСТРУИСАЊЕ И ИЗРАДА ЕЛЕМЕНАТА- ливених деловаDocument11 pagesКОНСТРУИСАЊЕ И ИЗРАДА ЕЛЕМЕНАТА- ливених деловаJeleNa JovanovicNo ratings yet
- Nu Masine - KnjigaDocument64 pagesNu Masine - KnjigaMarko MinicNo ratings yet
- SugestijeDocument4 pagesSugestijeJeleNa JovanovicNo ratings yet
- Predavanja 3 - Карактеристике Обрадних СистемаDocument5 pagesPredavanja 3 - Карактеристике Обрадних СистемаJeleNa JovanovicNo ratings yet
- 3-16. Prakticna Nastava PDFDocument16 pages3-16. Prakticna Nastava PDFJeleNa JovanovicNo ratings yet
- NALAZ Milica JovanovicDocument1 pageNALAZ Milica JovanovicJeleNa JovanovicNo ratings yet
- Prirucnik Za Naprednu Obuku Programiranja Sinumerik - 840dDocument48 pagesPrirucnik Za Naprednu Obuku Programiranja Sinumerik - 840dJeleNa Jovanovic100% (1)
- 111 Uredjaji Za Transport FluidaDocument10 pages111 Uredjaji Za Transport FluidaErden BaldžiNo ratings yet
- FizikaDocument119 pagesFizikaИгор РадојичићNo ratings yet
- Slozena NaprezanjaDocument53 pagesSlozena NaprezanjaJeleNa JovanovicNo ratings yet
- Masinski Elementi III-VitasDocument126 pagesMasinski Elementi III-Vitascevapcic10092% (13)