
Angels and Demons in The Realm of Protective Coatings
Angels and Demons in The Realm of Protective Coatings
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CorrosionDocument11 pagesCorrosionLurdesAlmeida100% (2)
- "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Sewer PipeDocument9 pages"Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Sewer PipeRed RedNo ratings yet
- Doctoral Programmes Admission: Personal DetailsDocument7 pagesDoctoral Programmes Admission: Personal DetailsaliabdulhamidNo ratings yet
- ArticleCollection OilGasDocument40 pagesArticleCollection OilGasaliabdulhamidNo ratings yet
- Nordson About Powder CoatingDocument8 pagesNordson About Powder CoatingaliabdulhamidNo ratings yet
- Chemicals LabelsDocument1 pageChemicals LabelsaliabdulhamidNo ratings yet
- Challenging The Organic "Zinc Rich" Primer StandardDocument9 pagesChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- 09-Samss-069 Qualification Requirements For Epoxy Coatings For Atmospheric ServiceDocument10 pages09-Samss-069 Qualification Requirements For Epoxy Coatings For Atmospheric ServicealiabdulhamidNo ratings yet
- M Ma Aterials Syst Terials Syste em MS Specif Pecific Ica Ati Tion OnDocument28 pagesM Ma Aterials Syst Terials Syste em MS Specif Pecific Ica Ati Tion OnaliabdulhamidNo ratings yet
- Hypoxy SteelbondDocument2 pagesHypoxy SteelbondMostafizur RahmanNo ratings yet
- Interseal 670 HSDocument4 pagesInterseal 670 HSSyawaluddin Fitri AwangNo ratings yet
- LS Cast Resin Transformers PDFDocument20 pagesLS Cast Resin Transformers PDFLanh Tran100% (1)
- Renewable Resources. Endless Possibilities.: SYLFAT™ & SYLVATAL™ Product OverviewDocument2 pagesRenewable Resources. Endless Possibilities.: SYLFAT™ & SYLVATAL™ Product OverviewFabian Romero TorradoNo ratings yet
- Sigmadur™ 520: Product Data SheetDocument5 pagesSigmadur™ 520: Product Data SheetMANUEL LOPEZ MOLINANo ratings yet
- TDS Ydf 170Document2 pagesTDS Ydf 170LONG LASTNo ratings yet
- 3M Scotchkote Epoxy Primer GP 120+Document2 pages3M Scotchkote Epoxy Primer GP 120+satya ranjanNo ratings yet
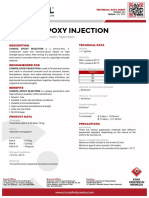
- TDS Consol Epoxy Injection-1Document1 pageTDS Consol Epoxy Injection-1PEP GUDANGNo ratings yet
- P50 & P50 NACE Filter Regulators Ors: Materials of ConstructionDocument2 pagesP50 & P50 NACE Filter Regulators Ors: Materials of ConstructionexergicNo ratings yet
- Metallon E 2602: Technical Data SheetDocument4 pagesMetallon E 2602: Technical Data SheetAnabelNo ratings yet
- AERpresentation Reykjavik May2008 PDFDocument65 pagesAERpresentation Reykjavik May2008 PDFJesús Enrique CamposNo ratings yet
- TDS - Concresive ERLDocument2 pagesTDS - Concresive ERLVenkata RaoNo ratings yet
- Loctite PC 7227™: Technical Data SheetDocument4 pagesLoctite PC 7227™: Technical Data SheetRicoNo ratings yet
- Epoxy Formulations Using Jeffamine Polyetheramines PDFDocument105 pagesEpoxy Formulations Using Jeffamine Polyetheramines PDFpswaminathanNo ratings yet
- E 1794 - 13Document3 pagesE 1794 - 13Eric GozzerNo ratings yet
- Penguard Express Datasheet " AzadJotun"Document5 pagesPenguard Express Datasheet " AzadJotun"AzadAhmadNo ratings yet
- Sikagard® - PWDocument2 pagesSikagard® - PWAquasoul CoNo ratings yet
- 16310-Dry-Type Transformer 13.8 KVDocument5 pages16310-Dry-Type Transformer 13.8 KVAli SaifNo ratings yet
- 2011 Products CatalogDocument18 pages2011 Products CatalogaryopnNo ratings yet
- Catalog - Innotech ProductsDocument359 pagesCatalog - Innotech ProductsBrian WeistNo ratings yet
- Paint School: Training Course HandoutsDocument71 pagesPaint School: Training Course HandoutsShaaban Hamed93% (14)
- CN102260451A - Solvent-Free Epoxy Glass Flake Coating and Preparation Method - Google PatentsDocument5 pagesCN102260451A - Solvent-Free Epoxy Glass Flake Coating and Preparation Method - Google PatentsAkhtar aliNo ratings yet
- Id Number Title Year OrganizationDocument174 pagesId Number Title Year Organizationsaeedmahboob05No ratings yet
- Guia de Proveedores de PinturasDocument28 pagesGuia de Proveedores de PinturasEDGrog100% (1)
- Repair and Rehabilitation of Cracks in Concrete StructuresDocument33 pagesRepair and Rehabilitation of Cracks in Concrete StructuresebinVettuchirayil77% (13)
- Pt2735a BDocument2 pagesPt2735a Bscribd8341No ratings yet
- FT Colle MarineDocument6 pagesFT Colle MarineMUHAMMAD ALI HAFEEZNo ratings yet
- Tinopoxy Coatings: Product Specification SheetDocument5 pagesTinopoxy Coatings: Product Specification SheetAbed samadsureyft7vewyrNo ratings yet
- Chemor ENv 07 WebDocument12 pagesChemor ENv 07 WebAhmed TahaNo ratings yet













































































Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5823)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (541)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CorrosionDocument11 pagesCorrosionLurdesAlmeida100% (2)
- "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Sewer PipeDocument9 pages"Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) Sewer PipeRed RedNo ratings yet
- Doctoral Programmes Admission: Personal DetailsDocument7 pagesDoctoral Programmes Admission: Personal DetailsaliabdulhamidNo ratings yet
- ArticleCollection OilGasDocument40 pagesArticleCollection OilGasaliabdulhamidNo ratings yet
- Nordson About Powder CoatingDocument8 pagesNordson About Powder CoatingaliabdulhamidNo ratings yet
- Chemicals LabelsDocument1 pageChemicals LabelsaliabdulhamidNo ratings yet
- Challenging The Organic "Zinc Rich" Primer StandardDocument9 pagesChallenging The Organic "Zinc Rich" Primer Standardaliabdulhamid100% (2)
- 09-Samss-069 Qualification Requirements For Epoxy Coatings For Atmospheric ServiceDocument10 pages09-Samss-069 Qualification Requirements For Epoxy Coatings For Atmospheric ServicealiabdulhamidNo ratings yet
- M Ma Aterials Syst Terials Syste em MS Specif Pecific Ica Ati Tion OnDocument28 pagesM Ma Aterials Syst Terials Syste em MS Specif Pecific Ica Ati Tion OnaliabdulhamidNo ratings yet
- Hypoxy SteelbondDocument2 pagesHypoxy SteelbondMostafizur RahmanNo ratings yet
- Interseal 670 HSDocument4 pagesInterseal 670 HSSyawaluddin Fitri AwangNo ratings yet
- LS Cast Resin Transformers PDFDocument20 pagesLS Cast Resin Transformers PDFLanh Tran100% (1)
- Renewable Resources. Endless Possibilities.: SYLFAT™ & SYLVATAL™ Product OverviewDocument2 pagesRenewable Resources. Endless Possibilities.: SYLFAT™ & SYLVATAL™ Product OverviewFabian Romero TorradoNo ratings yet
- Sigmadur™ 520: Product Data SheetDocument5 pagesSigmadur™ 520: Product Data SheetMANUEL LOPEZ MOLINANo ratings yet
- TDS Ydf 170Document2 pagesTDS Ydf 170LONG LASTNo ratings yet
- 3M Scotchkote Epoxy Primer GP 120+Document2 pages3M Scotchkote Epoxy Primer GP 120+satya ranjanNo ratings yet
- TDS Consol Epoxy Injection-1Document1 pageTDS Consol Epoxy Injection-1PEP GUDANGNo ratings yet
- P50 & P50 NACE Filter Regulators Ors: Materials of ConstructionDocument2 pagesP50 & P50 NACE Filter Regulators Ors: Materials of ConstructionexergicNo ratings yet
- Metallon E 2602: Technical Data SheetDocument4 pagesMetallon E 2602: Technical Data SheetAnabelNo ratings yet
- AERpresentation Reykjavik May2008 PDFDocument65 pagesAERpresentation Reykjavik May2008 PDFJesús Enrique CamposNo ratings yet
- TDS - Concresive ERLDocument2 pagesTDS - Concresive ERLVenkata RaoNo ratings yet
- Loctite PC 7227™: Technical Data SheetDocument4 pagesLoctite PC 7227™: Technical Data SheetRicoNo ratings yet
- Epoxy Formulations Using Jeffamine Polyetheramines PDFDocument105 pagesEpoxy Formulations Using Jeffamine Polyetheramines PDFpswaminathanNo ratings yet
- E 1794 - 13Document3 pagesE 1794 - 13Eric GozzerNo ratings yet
- Penguard Express Datasheet " AzadJotun"Document5 pagesPenguard Express Datasheet " AzadJotun"AzadAhmadNo ratings yet
- Sikagard® - PWDocument2 pagesSikagard® - PWAquasoul CoNo ratings yet
- 16310-Dry-Type Transformer 13.8 KVDocument5 pages16310-Dry-Type Transformer 13.8 KVAli SaifNo ratings yet
- 2011 Products CatalogDocument18 pages2011 Products CatalogaryopnNo ratings yet
- Catalog - Innotech ProductsDocument359 pagesCatalog - Innotech ProductsBrian WeistNo ratings yet
- Paint School: Training Course HandoutsDocument71 pagesPaint School: Training Course HandoutsShaaban Hamed93% (14)
- CN102260451A - Solvent-Free Epoxy Glass Flake Coating and Preparation Method - Google PatentsDocument5 pagesCN102260451A - Solvent-Free Epoxy Glass Flake Coating and Preparation Method - Google PatentsAkhtar aliNo ratings yet
- Id Number Title Year OrganizationDocument174 pagesId Number Title Year Organizationsaeedmahboob05No ratings yet
- Guia de Proveedores de PinturasDocument28 pagesGuia de Proveedores de PinturasEDGrog100% (1)
- Repair and Rehabilitation of Cracks in Concrete StructuresDocument33 pagesRepair and Rehabilitation of Cracks in Concrete StructuresebinVettuchirayil77% (13)
- Pt2735a BDocument2 pagesPt2735a Bscribd8341No ratings yet
- FT Colle MarineDocument6 pagesFT Colle MarineMUHAMMAD ALI HAFEEZNo ratings yet
- Tinopoxy Coatings: Product Specification SheetDocument5 pagesTinopoxy Coatings: Product Specification SheetAbed samadsureyft7vewyrNo ratings yet
- Chemor ENv 07 WebDocument12 pagesChemor ENv 07 WebAhmed TahaNo ratings yet