Download as pdf or txt
You might also like
- Lesson 1: Activity 1: Put It in The BoxDocument11 pagesLesson 1: Activity 1: Put It in The BoxJudy-ann Aday100% (4)
- Crude Distillation UnitsDocument32 pagesCrude Distillation Unitsmoujahed100% (1)
- Welding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDocument367 pagesWelding Metallurgy and Weldability of Stainless Steels John C Lippold Damian J Kotecki PDFDiego Aires de Freitas71% (7)
- Continuous Cooling TransformationDocument9 pagesContinuous Cooling TransformationNormix FlowersNo ratings yet
- Efecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80Document8 pagesEfecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80david perezNo ratings yet
- High Strength Low Alloy Steels in Naval Construction PDFDocument18 pagesHigh Strength Low Alloy Steels in Naval Construction PDFbiancogallazzi100% (1)
- OCP and Cathodic Conditioning 1 PDFDocument11 pagesOCP and Cathodic Conditioning 1 PDFEr Dikshant MalhotraNo ratings yet
- wj0507 125 PDFDocument10 pageswj0507 125 PDFtazzorroNo ratings yet
- Prevention of Solidification Cracking PDFDocument8 pagesPrevention of Solidification Cracking PDFMohamedNo ratings yet
- Failure Behavior of Heat-Affected Zones Within HSLA-100 and HY-100 Steel WeldmentsDocument9 pagesFailure Behavior of Heat-Affected Zones Within HSLA-100 and HY-100 Steel Weldmentsmehrshad_mjNo ratings yet
- HAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFDocument14 pagesHAZ Liquation Cracking in Austenitic and Duplex S.S. - J.C. Lippold PDFHagen_of_TronjeNo ratings yet
- Modern HSLA Steels and Role of Non-Recrystallisation TemperatureDocument21 pagesModern HSLA Steels and Role of Non-Recrystallisation TemperatureAnisur RahamanNo ratings yet
- HSLA-100 Steels: Influence of Aging Heat Treatment On Microstructure and PropertiesDocument11 pagesHSLA-100 Steels: Influence of Aging Heat Treatment On Microstructure and PropertiesEdgar HornusNo ratings yet
- Charpy VnotchDocument11 pagesCharpy VnotchRami GhorbelNo ratings yet
- Weld Heat-Affected-Zone Response To Elevated-Temperature DeformationDocument10 pagesWeld Heat-Affected-Zone Response To Elevated-Temperature DeformationTrushar ParmarNo ratings yet
- Weldability of High Performance Steels: 1-Professor, Omer Blodgett Chair of Welding Engineering, Letourneau UniversityDocument16 pagesWeldability of High Performance Steels: 1-Professor, Omer Blodgett Chair of Welding Engineering, Letourneau Universitygowtham_venkat_4No ratings yet
- Evaluación Del Agrietamiento Inducido Por Hidrógeno en Zonas Afectadas Por El Calor en Aceros NavalesDocument9 pagesEvaluación Del Agrietamiento Inducido Por Hidrógeno en Zonas Afectadas Por El Calor en Aceros Navalesdavid perezNo ratings yet
- Materials Science & Engineering A: Ji Wang, Ruidong Fu, Yijun Li, Jianfeng ZhangDocument7 pagesMaterials Science & Engineering A: Ji Wang, Ruidong Fu, Yijun Li, Jianfeng ZhangGeoffreyNo ratings yet
- 1 s2.0 S1359645410003964 MainDocument14 pages1 s2.0 S1359645410003964 MainCharles HudsonNo ratings yet
- TMP 73 FDDocument10 pagesTMP 73 FDFrontiersNo ratings yet
- Microstructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section WeldmentDocument17 pagesMicrostructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section Weldmentdavid perezNo ratings yet
- Bonitus Impactos PDFDocument7 pagesBonitus Impactos PDFEdna Odette Melo UscangaNo ratings yet
- Creep ResistanceDocument16 pagesCreep Resistancefernandosimic96No ratings yet
- Monel Sheathing Technial PaperDocument15 pagesMonel Sheathing Technial Paperharan2000No ratings yet
- Materials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Hui Xie, Cai-Ru Gao, R.D.K. MisraDocument6 pagesMaterials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Hui Xie, Cai-Ru Gao, R.D.K. MisraMarcelo Lima CardosoNo ratings yet
- Materials Science and Engineering A: Long-Term Microstructural Degradation and Creep Strength in Gr.91 SteelDocument5 pagesMaterials Science and Engineering A: Long-Term Microstructural Degradation and Creep Strength in Gr.91 SteelaminsuhadiNo ratings yet
- Welding Research: by D. H. Kah A N D D. W. DickinsonDocument8 pagesWelding Research: by D. H. Kah A N D D. W. DickinsonAshish Kumar AgrawalNo ratings yet
- The Mechanism of Stress Relief CrackingDocument11 pagesThe Mechanism of Stress Relief CrackingMeshal AlabbasiNo ratings yet
- Microstructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelsDocument8 pagesMicrostructure-Property Relationships in HAZ of New 13% CR Martensitic Stainless SteelstazzorroNo ratings yet
- Hydrogen Induced Stress Cracking (DNV RP F112)Document25 pagesHydrogen Induced Stress Cracking (DNV RP F112)Guillaume BoyerNo ratings yet
- The Limits of Strength and Toughness in SteelDocument13 pagesThe Limits of Strength and Toughness in SteelNicolásNo ratings yet
- Recent Development of High-Strength and Tough Welding Consumables For Offshore StructuresDocument8 pagesRecent Development of High-Strength and Tough Welding Consumables For Offshore StructuresDiNo ratings yet
- Microhardness Variations in HSLA-100 Welds Fabricated With New Ultra-Low-Carbon Weld ConsumablesDocument8 pagesMicrohardness Variations in HSLA-100 Welds Fabricated With New Ultra-Low-Carbon Weld Consumablesdavid perezNo ratings yet
- Niobium and Heat Affected Zone MythologyDocument42 pagesNiobium and Heat Affected Zone MythologyLayzza TardinNo ratings yet
- Simulated Stress Induced Sensitization of HAZ in Multipass Weld of 304LNDocument13 pagesSimulated Stress Induced Sensitization of HAZ in Multipass Weld of 304LNnikkiNo ratings yet
- Effect of Direct Quenching On The Microstructure and M 2011 Materials SciencDocument10 pagesEffect of Direct Quenching On The Microstructure and M 2011 Materials SciencDanilo CostaNo ratings yet
- Microstructure and Properties of Quenched-and-Aged Plates Produced From A Copper-Bearing HSLA SteelDocument7 pagesMicrostructure and Properties of Quenched-and-Aged Plates Produced From A Copper-Bearing HSLA Steelardeshir yarakzadehNo ratings yet
- Creep and Creep Damage Assessment in P91 Weld JointsDocument12 pagesCreep and Creep Damage Assessment in P91 Weld JointsDeepakNo ratings yet
- Duplex SS HistoryDocument7 pagesDuplex SS HistoryPedro CarneiroNo ratings yet
- 10 1016@j Msea 2006 10 161Document9 pages10 1016@j Msea 2006 10 161Reyna RoblesNo ratings yet
- 2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Document11 pages2019 High Strength High Ductility in A Novel Fe40Ni11Mn30Al7.5Cr11Amigo AceNo ratings yet
- WJ - 1986 - 08 - s213 - TVT Reaquecido - Gráficos LegaisDocument14 pagesWJ - 1986 - 08 - s213 - TVT Reaquecido - Gráficos LegaisRafaella SilvaNo ratings yet
- Heat Affected Zone Structure and Properties of A Welded Copper BeDocument295 pagesHeat Affected Zone Structure and Properties of A Welded Copper BechocohmxNo ratings yet
- Simulated Stress-Induced Sensitization StudyDocument11 pagesSimulated Stress-Induced Sensitization StudynikkiNo ratings yet
- Evolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91Document10 pagesEvolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91david perezNo ratings yet
- Temper-Brittleness: Part I - Unalloyed Steels: B. R. Nijhawan National Metallurgical Laboratory, JamshedpurDocument13 pagesTemper-Brittleness: Part I - Unalloyed Steels: B. R. Nijhawan National Metallurgical Laboratory, JamshedpurShital ManeNo ratings yet
- Pressurized: Pressure VesselsDocument26 pagesPressurized: Pressure VesselsMada TetoNo ratings yet
- Creep Performance and Microstructure Characterization of Electron-Beam Welded 316LNSS-Grade 91 Steel Dissimilar JointDocument16 pagesCreep Performance and Microstructure Characterization of Electron-Beam Welded 316LNSS-Grade 91 Steel Dissimilar JointwangpengstpNo ratings yet
- ASME Secc II D Appendix 6 Metallurgical PhenomenaDocument6 pagesASME Secc II D Appendix 6 Metallurgical PhenomenaCARLOS MARIONo ratings yet
- Stress Corrosion Cracking of Low-Alloy Reactor Pressure Vessel Steels Under Boiling Water Reactor ConditionsDocument18 pagesStress Corrosion Cracking of Low-Alloy Reactor Pressure Vessel Steels Under Boiling Water Reactor ConditionsOscarCastilloNavaNo ratings yet
- Jafarian 2020Document13 pagesJafarian 2020jonathan arayaNo ratings yet
- Effect of Tempering Temperatures On The Mechanical Properties and Microstructures of HSLA-100 Type Copper-Bearing SteelsDocument14 pagesEffect of Tempering Temperatures On The Mechanical Properties and Microstructures of HSLA-100 Type Copper-Bearing Steelsbharani dharanNo ratings yet
- Jeas 1115 2900-2Document9 pagesJeas 1115 2900-2Wansaypul WanmudaNo ratings yet
- Mechanical and Wear PropertiesDocument5 pagesMechanical and Wear PropertiesSyehifful FadlinNo ratings yet
- Influence of Welding Process On Type IV PDFDocument11 pagesInfluence of Welding Process On Type IV PDFDiego AlonsoNo ratings yet
- BF 02814824Document17 pagesBF 02814824Saiful ShokriNo ratings yet
- Cold Weld Cracking Susceptibility of High Strength Low Alloyed (Hsla) Steel Nionikral 70 - MET - 53 - 4 - 624 - 626 - Tawengi PDFDocument3 pagesCold Weld Cracking Susceptibility of High Strength Low Alloyed (Hsla) Steel Nionikral 70 - MET - 53 - 4 - 624 - 626 - Tawengi PDFarjun prajapatiNo ratings yet
- WAng 2022Document15 pagesWAng 2022guerguerNo ratings yet
- Patel J - ULNb Solution For Commodty Grade Structural SteelsDocument8 pagesPatel J - ULNb Solution For Commodty Grade Structural SteelsimetallurgyNo ratings yet
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo ratings yet
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Beneficios de Cambiar Soluciones MultiprocesoDocument4 pagesBeneficios de Cambiar Soluciones Multiprocesodavid perezNo ratings yet
- Avances en Materiales de Aporte para Tanques de Gas Natural LicuadoDocument4 pagesAvances en Materiales de Aporte para Tanques de Gas Natural Licuadodavid perezNo ratings yet
- Bases de Stud WeldingDocument1 pageBases de Stud Weldingdavid perezNo ratings yet
- CHAPTER 4 CCP 1Document11 pagesCHAPTER 4 CCP 1david perezNo ratings yet
- Cálculo de La Tasa de Fusión de Alambre Sólido en Soldadura Con CO2Document11 pagesCálculo de La Tasa de Fusión de Alambre Sólido en Soldadura Con CO2david perezNo ratings yet
- CHAPTER 3 CCP 1Document4 pagesCHAPTER 3 CCP 1david perezNo ratings yet
- Efecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80Document8 pagesEfecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80david perezNo ratings yet
- Análisis de La Transferencia de Metales e Influencias Correlacionadas en El Bypass Doble GMAW de AluminioDocument8 pagesAnálisis de La Transferencia de Metales e Influencias Correlacionadas en El Bypass Doble GMAW de Aluminiodavid perezNo ratings yet
- Características Del Arco de GMAW Asistida Por Onda UltrasónicaDocument6 pagesCaracterísticas Del Arco de GMAW Asistida Por Onda Ultrasónicadavid perezNo ratings yet
- CHAPTER 1 CCP 1Document6 pagesCHAPTER 1 CCP 1david perezNo ratings yet
- Caracterización de Soldaduras de Acero P92 en Condiciones Como Soldado y PWHTDocument7 pagesCaracterización de Soldaduras de Acero P92 en Condiciones Como Soldado y PWHTdavid perezNo ratings yet
- Microhardness Variations in HSLA-100 Welds Fabricated With New Ultra-Low-Carbon Weld ConsumablesDocument8 pagesMicrohardness Variations in HSLA-100 Welds Fabricated With New Ultra-Low-Carbon Weld Consumablesdavid perezNo ratings yet
- A Simple Test For Solidification Cracking Susceptibility and Filler Metal EffectDocument13 pagesA Simple Test For Solidification Cracking Susceptibility and Filler Metal Effectdavid perezNo ratings yet
- Microstructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section WeldmentDocument17 pagesMicrostructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section Weldmentdavid perezNo ratings yet
- Deep Learning-Based Detection of Penetration From Weld Pool Reflection ImagesDocument7 pagesDeep Learning-Based Detection of Penetration From Weld Pool Reflection Imagesdavid perezNo ratings yet
- Efecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLADocument8 pagesEfecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLAdavid perezNo ratings yet
- Uso de Visión Láser Portátil para Mejorar La Calidad de La SoldaduraDocument4 pagesUso de Visión Láser Portátil para Mejorar La Calidad de La Soldaduradavid perezNo ratings yet
- Variables de Soldadura para Calificacion de Soldadores Part 1Document2 pagesVariables de Soldadura para Calificacion de Soldadores Part 1david perezNo ratings yet
- Evolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91Document10 pagesEvolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91david perezNo ratings yet
- Variables de Soldadura para Calificacion de SoldadoresDocument3 pagesVariables de Soldadura para Calificacion de Soldadoresdavid perezNo ratings yet
- Una Nueva Propuesta de Método de Evaluación de La Tenasidad Del HAZ - Parte 2 - Formulación de La Tenacidad Del HAZ Por Composiciones QuímicasDocument7 pagesUna Nueva Propuesta de Método de Evaluación de La Tenasidad Del HAZ - Parte 2 - Formulación de La Tenacidad Del HAZ Por Composiciones Químicasdavid perezNo ratings yet
- Variaciones Microestructurales en Una Soldadura de Acero Estructural de Alta ResistenciaDocument10 pagesVariaciones Microestructurales en Una Soldadura de Acero Estructural de Alta Resistenciadavid perezNo ratings yet
- Variaciones Composicionales Cercanas A La Interfaz de Soldadura en Soldaduras de Acero de Baja AleaciónDocument10 pagesVariaciones Composicionales Cercanas A La Interfaz de Soldadura en Soldaduras de Acero de Baja Aleacióndavid perezNo ratings yet
- Visualización de Los Flujos de Gas en Los Arcos de Soldadura Mediante La Técnica de Medición SchlierenDocument5 pagesVisualización de Los Flujos de Gas en Los Arcos de Soldadura Mediante La Técnica de Medición Schlierendavid perezNo ratings yet
- Viabilidad de La Soldadura de Magnesio AZ31 Por Transferencia de Metal Frío A Acero Dulce GalvanizadoDocument9 pagesViabilidad de La Soldadura de Magnesio AZ31 Por Transferencia de Metal Frío A Acero Dulce Galvanizadodavid perezNo ratings yet
- Unión Utilizando Metales SemisólidosDocument7 pagesUnión Utilizando Metales Semisólidosdavid perezNo ratings yet
- Journal of Materials Processing Tech.: SciencedirectDocument15 pagesJournal of Materials Processing Tech.: SciencedirectsyaukatyNo ratings yet
- Effect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentDocument4 pagesEffect of Hardness and Wear Resistance On en 353 Steel by Heat TreatmentIJMERNo ratings yet
- Karakteristik Material Baja St.37 Dengan Temperatur Dan Waktu Pada Uji Heat Treatment Menggunakan FurnaceDocument14 pagesKarakteristik Material Baja St.37 Dengan Temperatur Dan Waktu Pada Uji Heat Treatment Menggunakan FurnaceYudii NggiNo ratings yet
- CH 5 - Ferrous Metals and AlloysDocument45 pagesCH 5 - Ferrous Metals and AlloysYhan SombilonNo ratings yet
- Heat Treatment RumusDocument91 pagesHeat Treatment RumusRidwan KyrniawanNo ratings yet
- AIRMATLS Prelim Hand OutsDocument21 pagesAIRMATLS Prelim Hand OutsFerr John PainaganNo ratings yet
- DIN 17021-1 ENglish Translate Must RefineDocument11 pagesDIN 17021-1 ENglish Translate Must Refinesemarasik_651536604100% (1)
- European Steel and Alloy Grades: Alloy Standards Search About Us EN 4957Document2 pagesEuropean Steel and Alloy Grades: Alloy Standards Search About Us EN 4957farshid KarpasandNo ratings yet
- Material Specification Sheet Saarstahl - 27Mncrb5-2Document1 pageMaterial Specification Sheet Saarstahl - 27Mncrb5-2rakeshNo ratings yet
- MM1402 - TTT, Steels EtcDocument23 pagesMM1402 - TTT, Steels EtcCommon ManNo ratings yet
- Engineering Materials: (Hi) Wrought IronsDocument1 pageEngineering Materials: (Hi) Wrought Ironsyashvirsingh21No ratings yet
- Lista MateriałówDocument7 pagesLista MateriałówVanessa KowalskaNo ratings yet
- Duplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryDocument4 pagesDuplex Stainless Steel Quality - ASTM A923 Vs ISO 17781: HistoryshojiNo ratings yet
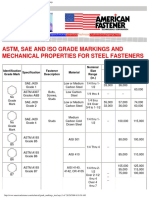
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument7 pagesAmerican Fastener - ASTM, SAE, and ISO Grade Markingsfujiman35No ratings yet
- Schaeffler DiagramDocument9 pagesSchaeffler DiagramAji Ashiq75% (4)
- European Steel and Alloy Grades: X90Crmov18 (1.4112)Document2 pagesEuropean Steel and Alloy Grades: X90Crmov18 (1.4112)farshid KarpasandNo ratings yet
- Ductile IronDocument8 pagesDuctile IronDhan CNo ratings yet
- Types of CorrosionDocument53 pagesTypes of CorrosionFelix Julio Céspedes Soto100% (3)
- Normas Da AGMA - AtualizadaDocument2 pagesNormas Da AGMA - Atualizadaprofjohnalencar100% (1)
- C10 - 1Document3 pagesC10 - 1Ashutosh PandeyNo ratings yet
- Department OF Mechanical Engineering Technology: Materials Testing LaboratoryDocument2 pagesDepartment OF Mechanical Engineering Technology: Materials Testing LaboratoryahmedNo ratings yet
- Heat TreatmentDocument16 pagesHeat TreatmentHukam ChandNo ratings yet
- Revealing Prior-Austenite Grain Boundaries in Heat-Treated SteelsDocument5 pagesRevealing Prior-Austenite Grain Boundaries in Heat-Treated Steelsmp87_ingNo ratings yet
- Role of PFZ and Its Role in Controlling Mechanical PropertiesDocument2 pagesRole of PFZ and Its Role in Controlling Mechanical PropertiesPulak SarkarNo ratings yet
- Principles of Failure AnalysisDocument2 pagesPrinciples of Failure AnalysisLuis Kike Licona DíazNo ratings yet
- TMCP (Lecture)Document38 pagesTMCP (Lecture)David IriyantonoNo ratings yet
- CQI-9 3rd ProcessTableI May2014Document8 pagesCQI-9 3rd ProcessTableI May2014alvaro duarteNo ratings yet