
Oxidative Chemical Vapor Deposition (oCVD) of Ultra-Conformal Conductive Polymers Coating
Oxidative Chemical Vapor Deposition (oCVD) of Ultra-Conformal Conductive Polymers Coating
You might also like
- Heat Transfer - Mechanical Engineering Multiple Choice Questions and AnswersDocument19 pagesHeat Transfer - Mechanical Engineering Multiple Choice Questions and AnswerssinoshNo ratings yet
- ZHS EsmDocument8 pagesZHS EsmWolfgang OnyealiNo ratings yet
- Modern Aspects of Electrochemistry PDFDocument437 pagesModern Aspects of Electrochemistry PDFRukhsana ShabnamNo ratings yet
- Wind Tunnel Testing On 2DDocument17 pagesWind Tunnel Testing On 2DSyamilRosli100% (1)
- Oxidative Chemical Vapor Deposition (oCVD) of Ultra-Conformal Conductive Polymers CoatingDocument23 pagesOxidative Chemical Vapor Deposition (oCVD) of Ultra-Conformal Conductive Polymers CoatingShek Yu LaiNo ratings yet
- Atomic Layer Deposition For Improved Electrochemical Stability FoDocument191 pagesAtomic Layer Deposition For Improved Electrochemical Stability FoAldoNo ratings yet
- LIFePO4 54810372Document56 pagesLIFePO4 54810372FranNo ratings yet
- (Download PDF) Electrochemical Water Electrolysis Fundamentals and Technologies 1St Edition Lei Zhang Editor Online Ebook All Chapter PDFDocument43 pages(Download PDF) Electrochemical Water Electrolysis Fundamentals and Technologies 1St Edition Lei Zhang Editor Online Ebook All Chapter PDFleon.wilson452100% (10)
- 8 - Mass Manufacturing of Lithium-Ion Batteries - Aniket LukadeDocument28 pages8 - Mass Manufacturing of Lithium-Ion Batteries - Aniket LukadeAniket Lukade100% (1)
- E9419 IranArzeDocument68 pagesE9419 IranArzerajimuruganNo ratings yet
- Carbon-Based Nanostructured Materials As Electrode in Lithium-IonDocument112 pagesCarbon-Based Nanostructured Materials As Electrode in Lithium-Ionunit 3 1st semNo ratings yet
- 10 1016@j Ensm 2020 10 019Document62 pages10 1016@j Ensm 2020 10 019Najeeb Ur Rehman LashariNo ratings yet
- First Annual Progress Seminar - ReportDocument35 pagesFirst Annual Progress Seminar - Reportdkabra2ndNo ratings yet
- Electro-Kinetic Road Ramp: A Project Report OnDocument23 pagesElectro-Kinetic Road Ramp: A Project Report Ongoodu007No ratings yet
- University of Wollongong: Lithium-Ion Battery Solid ElectrolyteDocument27 pagesUniversity of Wollongong: Lithium-Ion Battery Solid Electrolytechen guanchongNo ratings yet
- Zhan2018 PDFDocument30 pagesZhan2018 PDFHamdi Zae malikNo ratings yet
- Thesis PDFDocument172 pagesThesis PDFAnuj BishtNo ratings yet
- Lithium Battery PHD ThesisDocument5 pagesLithium Battery PHD Thesisdeborahgastineaucostamesa100% (2)
- CSSC 202001562Document44 pagesCSSC 202001562Sơn QuangNo ratings yet
- Zhang Et Al 2020 ChemSusChemDocument47 pagesZhang Et Al 2020 ChemSusChemRajuNo ratings yet
- Electrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryDocument8 pagesElectrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryS Bharadwaj Reddy100% (1)
- Echmsyll PDFDocument8 pagesEchmsyll PDFashishNo ratings yet
- CTRL PDFDocument22 pagesCTRL PDFeisaNo ratings yet
- Electrodeposition - Theory and Practice - (Modern Aspects of Electrochemistry 48) Nebojša D. Nikolić, Konstantin I. Popov (Auth.), Stojan S. Djokic (Eds.) - Springer-Verlag New York (2010) PDFDocument309 pagesElectrodeposition - Theory and Practice - (Modern Aspects of Electrochemistry 48) Nebojša D. Nikolić, Konstantin I. Popov (Auth.), Stojan S. Djokic (Eds.) - Springer-Verlag New York (2010) PDFGaby ML100% (2)
- Solid Oxide CellsDocument19 pagesSolid Oxide CellsPrashanth ShyamalaNo ratings yet
- Electrochemistry Module: Introduction ToDocument50 pagesElectrochemistry Module: Introduction ToJorge Luis VazquezNo ratings yet
- Celina Mikolajczak, Michael Kahn, Kevin White, Richard Thomas Long - Lithium-Ion Batteries Hazard and Use AssessmentDocument126 pagesCelina Mikolajczak, Michael Kahn, Kevin White, Richard Thomas Long - Lithium-Ion Batteries Hazard and Use AssessmentJuan Manuel Rodríguez González0% (1)
- BCHEC102 Mod1@AzDOCUMENTS - inDocument12 pagesBCHEC102 Mod1@AzDOCUMENTS - inDrMohan KumarNo ratings yet
- Lithium Ion Battery Literature ReviewDocument7 pagesLithium Ion Battery Literature Reviewsemizizyvyw3100% (1)
- An Advance Review of Solid-State Battery Challenges, ProgressDocument14 pagesAn Advance Review of Solid-State Battery Challenges, ProgressBobbyNo ratings yet
- 7 - Lithium Ion Batteries - Aniket LukadeDocument42 pages7 - Lithium Ion Batteries - Aniket LukadeAniket LukadeNo ratings yet
- FYP Report (University)Document38 pagesFYP Report (University)chingkeatNo ratings yet
- Electrolytes For Lithium and Lithium-Ion Batteries: T. Richard Jow Kang Xu Oleg Borodin Makoto Ue EditorsDocument488 pagesElectrolytes For Lithium and Lithium-Ion Batteries: T. Richard Jow Kang Xu Oleg Borodin Makoto Ue EditorsYanpiero BalladoresNo ratings yet
- Zhang Nianji 202203 MSCDocument85 pagesZhang Nianji 202203 MSCMaribel VirreyraNo ratings yet
- Applied Photoelectrocatalysis On The Degradation of Organic Pollutants in WastewatersDocument35 pagesApplied Photoelectrocatalysis On The Degradation of Organic Pollutants in WastewatersmaczweiNo ratings yet
- Lithium Polymer DissertationDocument8 pagesLithium Polymer DissertationProfessionalPaperWriterPortland100% (1)
- Paper BatteryDocument18 pagesPaper BatteryseshuNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument21 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublishernaeemakhtardmNo ratings yet
- Design Advanced Lithium Metal Anode Materials in High Energy Dens - 2024 - HeliyDocument16 pagesDesign Advanced Lithium Metal Anode Materials in High Energy Dens - 2024 - Heliymosab.backkupNo ratings yet
- Module1 EC NotesDocument25 pagesModule1 EC NotesTriveni M KNo ratings yet
- Atomically Dispersed Metallic Materials For Electrochemical Energy Technologies 1st Edition Wei Yan Xifei Li Shuhui Sun Xueliang Sun Jiujun Zhang EdsDocument54 pagesAtomically Dispersed Metallic Materials For Electrochemical Energy Technologies 1st Edition Wei Yan Xifei Li Shuhui Sun Xueliang Sun Jiujun Zhang Edsmsayitomeze100% (10)
- Module4 - Solar EnergyDocument4 pagesModule4 - Solar EnergyGurushankara MNo ratings yet
- Electrolysis ProcessesDocument180 pagesElectrolysis ProcessesEngineering Office Shahrak100% (1)
- 1 s2.0 S2214993718300599 MainDocument10 pages1 s2.0 S2214993718300599 MainlennyNo ratings yet
- Pemisahan Katoda AnodaDocument11 pagesPemisahan Katoda AnodaHamdi Zae malikNo ratings yet
- Realisation of Structural Battery Composite Materials: Box 104, SE-43122 Mölndal, SwedenDocument10 pagesRealisation of Structural Battery Composite Materials: Box 104, SE-43122 Mölndal, Swedenmonkey loveNo ratings yet
- VIsual Analysis in Welding PorcessDocument29 pagesVIsual Analysis in Welding PorcessAndrés Mauricio UribeNo ratings yet
- Conduction Polymer Nanocomposites For Anticorrosive CoatingsDocument41 pagesConduction Polymer Nanocomposites For Anticorrosive CoatingsArathy MadhuNo ratings yet
- Battery Energy Open AccessDocument8 pagesBattery Energy Open AccessANUSHA SINGH V HNo ratings yet
- Research Paper On Lithium Ion BatteryDocument9 pagesResearch Paper On Lithium Ion Batterymajvbwund100% (1)
- Lead-Acid Battery TechnoLogiesDocument366 pagesLead-Acid Battery TechnoLogiesRoger Roger86% (7)
- 10 1016@j Cej 2019 123294Document87 pages10 1016@j Cej 2019 123294ThejasjayadeepNo ratings yet
- 1 s2.0 S2352847820301672 MainDocument29 pages1 s2.0 S2352847820301672 MainPrasath JKNo ratings yet
- (Alexander A. Demkov, Alexandra Navrotsky) Materials Fundamentals of Gate DielectricsDocument477 pages(Alexander A. Demkov, Alexandra Navrotsky) Materials Fundamentals of Gate Dielectricsemmanuel799No ratings yet
- Integrated Circuit Fabrication Process Study Notes For ECEDocument9 pagesIntegrated Circuit Fabrication Process Study Notes For ECEkrishnaav100% (1)
- Lithium-Air BatteryDocument29 pagesLithium-Air BatteryNagabhushana100% (1)
- Lecture 1 NewDocument31 pagesLecture 1 NewVivek KushwahNo ratings yet
- Waquar Alam Seminar ReportDocument22 pagesWaquar Alam Seminar Reportsaurabh bajpaiNo ratings yet
- Copper Electrodeposition for Nanofabrication of Electronics DevicesFrom EverandCopper Electrodeposition for Nanofabrication of Electronics DevicesNo ratings yet
- Stretchable ElectronicsFrom EverandStretchable ElectronicsTakao SomeyaNo ratings yet
- Fundamental Elements of Applied Superconductivity in Electrical EngineeringFrom EverandFundamental Elements of Applied Superconductivity in Electrical EngineeringNo ratings yet
- Determination and Validation of Mebhydroline NapadDocument3 pagesDetermination and Validation of Mebhydroline Napadzahra arandaNo ratings yet
- Factor Bolted JointsDocument42 pagesFactor Bolted JointsOliver Kraus100% (1)
- List of Uv Filters Which Cosmetic Products May ContainDocument5 pagesList of Uv Filters Which Cosmetic Products May ContainWitch BRIONNENo ratings yet
- Working With Hazardous Chemicals: A Publication of Reliable Methods For The Preparation of Organic CompoundsDocument4 pagesWorking With Hazardous Chemicals: A Publication of Reliable Methods For The Preparation of Organic Compoundsvaradjoshi41No ratings yet
- Practical RevisionDocument2 pagesPractical RevisionJust HeyNo ratings yet
- Blastrite Product ID Sheet Rev7Document1 pageBlastrite Product ID Sheet Rev7Mohd YusriNo ratings yet
- LDocument157 pagesLAneuk Agam JinoeNo ratings yet
- CAPE Chemistry 2011 U1 P1 PDFDocument12 pagesCAPE Chemistry 2011 U1 P1 PDFIsmadth2918388No ratings yet
- Policy Statement: Subject: Flammability Testing of Interior Date: 7-3-13 Initiated By: Policy NoDocument28 pagesPolicy Statement: Subject: Flammability Testing of Interior Date: 7-3-13 Initiated By: Policy NoMichaelNo ratings yet
- Ecological Indicators: G. Libralato, E. Prato, L. Migliore, A.M. Cicero, L. ManfraDocument15 pagesEcological Indicators: G. Libralato, E. Prato, L. Migliore, A.M. Cicero, L. ManfraCamiloSilvaNo ratings yet
- 924HZ Wheel Loader JZZ00001-UP (MACHINE) POWERED BY C6 PDFDocument8 pages924HZ Wheel Loader JZZ00001-UP (MACHINE) POWERED BY C6 PDFAhmed HamdyNo ratings yet
- Sea Water DistillationDocument1 pageSea Water DistillationRed one67% (3)
- Structure Functions of The Eukaryotic Cell MembraneDocument39 pagesStructure Functions of The Eukaryotic Cell MembraneHeswer RajNo ratings yet
- Botox For Plantar FasciitisDocument31 pagesBotox For Plantar FasciitisAngie BongNo ratings yet
- Bextex LTDDocument54 pagesBextex LTDKishor ShoptorshiNo ratings yet
- Coastal Patrol Naval AirshipsDocument40 pagesCoastal Patrol Naval AirshipsCAP History Library100% (2)
- DVD Transcript Wonders of CreationDocument7 pagesDVD Transcript Wonders of Creationkennyshaw10% (1)
- Thesis Maryam AkhlaghiDocument138 pagesThesis Maryam AkhlaghiAboo BackerNo ratings yet
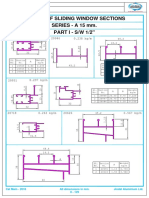
- Sliding Window SectionsDocument52 pagesSliding Window SectionsVSMS8678No ratings yet
- Coa PCTDocument9 pagesCoa PCTMargaretaNo ratings yet
- WOR8296 Technical Manual Gold JewelleryDocument149 pagesWOR8296 Technical Manual Gold JewelleryVigneswaranNo ratings yet
- High Strength Low Alloy Steels: Ductile Formable WeldableDocument3 pagesHigh Strength Low Alloy Steels: Ductile Formable WeldablemichaelNo ratings yet
- Paint BrochureDocument2 pagesPaint BrochureAnonymous yy8In96j0rNo ratings yet
- Produts and List Prices 2002Document16 pagesProduts and List Prices 2002jonNo ratings yet
- 0625 m15 QP 12Document20 pages0625 m15 QP 12Hany ElGezawyNo ratings yet
- 08-Force Feed Lubrication SystemDocument29 pages08-Force Feed Lubrication SystemAdrian Ropero0% (1)
- Abbas, H. Deterioration Rock Inscriptions Egypt. 2011Document15 pagesAbbas, H. Deterioration Rock Inscriptions Egypt. 2011Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- MC Injekt2033 PDFDocument2 pagesMC Injekt2033 PDFhemantrulzNo ratings yet
























































































Download as pdf or txt
You might also like
- Heat Transfer - Mechanical Engineering Multiple Choice Questions and AnswersDocument19 pagesHeat Transfer - Mechanical Engineering Multiple Choice Questions and AnswerssinoshNo ratings yet
- ZHS EsmDocument8 pagesZHS EsmWolfgang OnyealiNo ratings yet
- Modern Aspects of Electrochemistry PDFDocument437 pagesModern Aspects of Electrochemistry PDFRukhsana ShabnamNo ratings yet
- Wind Tunnel Testing On 2DDocument17 pagesWind Tunnel Testing On 2DSyamilRosli100% (1)
- Oxidative Chemical Vapor Deposition (oCVD) of Ultra-Conformal Conductive Polymers CoatingDocument23 pagesOxidative Chemical Vapor Deposition (oCVD) of Ultra-Conformal Conductive Polymers CoatingShek Yu LaiNo ratings yet
- Atomic Layer Deposition For Improved Electrochemical Stability FoDocument191 pagesAtomic Layer Deposition For Improved Electrochemical Stability FoAldoNo ratings yet
- LIFePO4 54810372Document56 pagesLIFePO4 54810372FranNo ratings yet
- (Download PDF) Electrochemical Water Electrolysis Fundamentals and Technologies 1St Edition Lei Zhang Editor Online Ebook All Chapter PDFDocument43 pages(Download PDF) Electrochemical Water Electrolysis Fundamentals and Technologies 1St Edition Lei Zhang Editor Online Ebook All Chapter PDFleon.wilson452100% (10)
- 8 - Mass Manufacturing of Lithium-Ion Batteries - Aniket LukadeDocument28 pages8 - Mass Manufacturing of Lithium-Ion Batteries - Aniket LukadeAniket Lukade100% (1)
- E9419 IranArzeDocument68 pagesE9419 IranArzerajimuruganNo ratings yet
- Carbon-Based Nanostructured Materials As Electrode in Lithium-IonDocument112 pagesCarbon-Based Nanostructured Materials As Electrode in Lithium-Ionunit 3 1st semNo ratings yet
- 10 1016@j Ensm 2020 10 019Document62 pages10 1016@j Ensm 2020 10 019Najeeb Ur Rehman LashariNo ratings yet
- First Annual Progress Seminar - ReportDocument35 pagesFirst Annual Progress Seminar - Reportdkabra2ndNo ratings yet
- Electro-Kinetic Road Ramp: A Project Report OnDocument23 pagesElectro-Kinetic Road Ramp: A Project Report Ongoodu007No ratings yet
- University of Wollongong: Lithium-Ion Battery Solid ElectrolyteDocument27 pagesUniversity of Wollongong: Lithium-Ion Battery Solid Electrolytechen guanchongNo ratings yet
- Zhan2018 PDFDocument30 pagesZhan2018 PDFHamdi Zae malikNo ratings yet
- Thesis PDFDocument172 pagesThesis PDFAnuj BishtNo ratings yet
- Lithium Battery PHD ThesisDocument5 pagesLithium Battery PHD Thesisdeborahgastineaucostamesa100% (2)
- CSSC 202001562Document44 pagesCSSC 202001562Sơn QuangNo ratings yet
- Zhang Et Al 2020 ChemSusChemDocument47 pagesZhang Et Al 2020 ChemSusChemRajuNo ratings yet
- Electrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryDocument8 pagesElectrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryS Bharadwaj Reddy100% (1)
- Echmsyll PDFDocument8 pagesEchmsyll PDFashishNo ratings yet
- CTRL PDFDocument22 pagesCTRL PDFeisaNo ratings yet
- Electrodeposition - Theory and Practice - (Modern Aspects of Electrochemistry 48) Nebojša D. Nikolić, Konstantin I. Popov (Auth.), Stojan S. Djokic (Eds.) - Springer-Verlag New York (2010) PDFDocument309 pagesElectrodeposition - Theory and Practice - (Modern Aspects of Electrochemistry 48) Nebojša D. Nikolić, Konstantin I. Popov (Auth.), Stojan S. Djokic (Eds.) - Springer-Verlag New York (2010) PDFGaby ML100% (2)
- Solid Oxide CellsDocument19 pagesSolid Oxide CellsPrashanth ShyamalaNo ratings yet
- Electrochemistry Module: Introduction ToDocument50 pagesElectrochemistry Module: Introduction ToJorge Luis VazquezNo ratings yet
- Celina Mikolajczak, Michael Kahn, Kevin White, Richard Thomas Long - Lithium-Ion Batteries Hazard and Use AssessmentDocument126 pagesCelina Mikolajczak, Michael Kahn, Kevin White, Richard Thomas Long - Lithium-Ion Batteries Hazard and Use AssessmentJuan Manuel Rodríguez González0% (1)
- BCHEC102 Mod1@AzDOCUMENTS - inDocument12 pagesBCHEC102 Mod1@AzDOCUMENTS - inDrMohan KumarNo ratings yet
- Lithium Ion Battery Literature ReviewDocument7 pagesLithium Ion Battery Literature Reviewsemizizyvyw3100% (1)
- An Advance Review of Solid-State Battery Challenges, ProgressDocument14 pagesAn Advance Review of Solid-State Battery Challenges, ProgressBobbyNo ratings yet
- 7 - Lithium Ion Batteries - Aniket LukadeDocument42 pages7 - Lithium Ion Batteries - Aniket LukadeAniket LukadeNo ratings yet
- FYP Report (University)Document38 pagesFYP Report (University)chingkeatNo ratings yet
- Electrolytes For Lithium and Lithium-Ion Batteries: T. Richard Jow Kang Xu Oleg Borodin Makoto Ue EditorsDocument488 pagesElectrolytes For Lithium and Lithium-Ion Batteries: T. Richard Jow Kang Xu Oleg Borodin Makoto Ue EditorsYanpiero BalladoresNo ratings yet
- Zhang Nianji 202203 MSCDocument85 pagesZhang Nianji 202203 MSCMaribel VirreyraNo ratings yet
- Applied Photoelectrocatalysis On The Degradation of Organic Pollutants in WastewatersDocument35 pagesApplied Photoelectrocatalysis On The Degradation of Organic Pollutants in WastewatersmaczweiNo ratings yet
- Lithium Polymer DissertationDocument8 pagesLithium Polymer DissertationProfessionalPaperWriterPortland100% (1)
- Paper BatteryDocument18 pagesPaper BatteryseshuNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument21 pagesWorld's Largest Science, Technology & Medicine Open Access Book PublishernaeemakhtardmNo ratings yet
- Design Advanced Lithium Metal Anode Materials in High Energy Dens - 2024 - HeliyDocument16 pagesDesign Advanced Lithium Metal Anode Materials in High Energy Dens - 2024 - Heliymosab.backkupNo ratings yet
- Module1 EC NotesDocument25 pagesModule1 EC NotesTriveni M KNo ratings yet
- Atomically Dispersed Metallic Materials For Electrochemical Energy Technologies 1st Edition Wei Yan Xifei Li Shuhui Sun Xueliang Sun Jiujun Zhang EdsDocument54 pagesAtomically Dispersed Metallic Materials For Electrochemical Energy Technologies 1st Edition Wei Yan Xifei Li Shuhui Sun Xueliang Sun Jiujun Zhang Edsmsayitomeze100% (10)
- Module4 - Solar EnergyDocument4 pagesModule4 - Solar EnergyGurushankara MNo ratings yet
- Electrolysis ProcessesDocument180 pagesElectrolysis ProcessesEngineering Office Shahrak100% (1)
- 1 s2.0 S2214993718300599 MainDocument10 pages1 s2.0 S2214993718300599 MainlennyNo ratings yet
- Pemisahan Katoda AnodaDocument11 pagesPemisahan Katoda AnodaHamdi Zae malikNo ratings yet
- Realisation of Structural Battery Composite Materials: Box 104, SE-43122 Mölndal, SwedenDocument10 pagesRealisation of Structural Battery Composite Materials: Box 104, SE-43122 Mölndal, Swedenmonkey loveNo ratings yet
- VIsual Analysis in Welding PorcessDocument29 pagesVIsual Analysis in Welding PorcessAndrés Mauricio UribeNo ratings yet
- Conduction Polymer Nanocomposites For Anticorrosive CoatingsDocument41 pagesConduction Polymer Nanocomposites For Anticorrosive CoatingsArathy MadhuNo ratings yet
- Battery Energy Open AccessDocument8 pagesBattery Energy Open AccessANUSHA SINGH V HNo ratings yet
- Research Paper On Lithium Ion BatteryDocument9 pagesResearch Paper On Lithium Ion Batterymajvbwund100% (1)
- Lead-Acid Battery TechnoLogiesDocument366 pagesLead-Acid Battery TechnoLogiesRoger Roger86% (7)
- 10 1016@j Cej 2019 123294Document87 pages10 1016@j Cej 2019 123294ThejasjayadeepNo ratings yet
- 1 s2.0 S2352847820301672 MainDocument29 pages1 s2.0 S2352847820301672 MainPrasath JKNo ratings yet
- (Alexander A. Demkov, Alexandra Navrotsky) Materials Fundamentals of Gate DielectricsDocument477 pages(Alexander A. Demkov, Alexandra Navrotsky) Materials Fundamentals of Gate Dielectricsemmanuel799No ratings yet
- Integrated Circuit Fabrication Process Study Notes For ECEDocument9 pagesIntegrated Circuit Fabrication Process Study Notes For ECEkrishnaav100% (1)
- Lithium-Air BatteryDocument29 pagesLithium-Air BatteryNagabhushana100% (1)
- Lecture 1 NewDocument31 pagesLecture 1 NewVivek KushwahNo ratings yet
- Waquar Alam Seminar ReportDocument22 pagesWaquar Alam Seminar Reportsaurabh bajpaiNo ratings yet
- Copper Electrodeposition for Nanofabrication of Electronics DevicesFrom EverandCopper Electrodeposition for Nanofabrication of Electronics DevicesNo ratings yet
- Stretchable ElectronicsFrom EverandStretchable ElectronicsTakao SomeyaNo ratings yet
- Fundamental Elements of Applied Superconductivity in Electrical EngineeringFrom EverandFundamental Elements of Applied Superconductivity in Electrical EngineeringNo ratings yet
- Determination and Validation of Mebhydroline NapadDocument3 pagesDetermination and Validation of Mebhydroline Napadzahra arandaNo ratings yet
- Factor Bolted JointsDocument42 pagesFactor Bolted JointsOliver Kraus100% (1)
- List of Uv Filters Which Cosmetic Products May ContainDocument5 pagesList of Uv Filters Which Cosmetic Products May ContainWitch BRIONNENo ratings yet
- Working With Hazardous Chemicals: A Publication of Reliable Methods For The Preparation of Organic CompoundsDocument4 pagesWorking With Hazardous Chemicals: A Publication of Reliable Methods For The Preparation of Organic Compoundsvaradjoshi41No ratings yet
- Practical RevisionDocument2 pagesPractical RevisionJust HeyNo ratings yet
- Blastrite Product ID Sheet Rev7Document1 pageBlastrite Product ID Sheet Rev7Mohd YusriNo ratings yet
- LDocument157 pagesLAneuk Agam JinoeNo ratings yet
- CAPE Chemistry 2011 U1 P1 PDFDocument12 pagesCAPE Chemistry 2011 U1 P1 PDFIsmadth2918388No ratings yet
- Policy Statement: Subject: Flammability Testing of Interior Date: 7-3-13 Initiated By: Policy NoDocument28 pagesPolicy Statement: Subject: Flammability Testing of Interior Date: 7-3-13 Initiated By: Policy NoMichaelNo ratings yet
- Ecological Indicators: G. Libralato, E. Prato, L. Migliore, A.M. Cicero, L. ManfraDocument15 pagesEcological Indicators: G. Libralato, E. Prato, L. Migliore, A.M. Cicero, L. ManfraCamiloSilvaNo ratings yet
- 924HZ Wheel Loader JZZ00001-UP (MACHINE) POWERED BY C6 PDFDocument8 pages924HZ Wheel Loader JZZ00001-UP (MACHINE) POWERED BY C6 PDFAhmed HamdyNo ratings yet
- Sea Water DistillationDocument1 pageSea Water DistillationRed one67% (3)
- Structure Functions of The Eukaryotic Cell MembraneDocument39 pagesStructure Functions of The Eukaryotic Cell MembraneHeswer RajNo ratings yet
- Botox For Plantar FasciitisDocument31 pagesBotox For Plantar FasciitisAngie BongNo ratings yet
- Bextex LTDDocument54 pagesBextex LTDKishor ShoptorshiNo ratings yet
- Coastal Patrol Naval AirshipsDocument40 pagesCoastal Patrol Naval AirshipsCAP History Library100% (2)
- DVD Transcript Wonders of CreationDocument7 pagesDVD Transcript Wonders of Creationkennyshaw10% (1)
- Thesis Maryam AkhlaghiDocument138 pagesThesis Maryam AkhlaghiAboo BackerNo ratings yet
- Sliding Window SectionsDocument52 pagesSliding Window SectionsVSMS8678No ratings yet
- Coa PCTDocument9 pagesCoa PCTMargaretaNo ratings yet
- WOR8296 Technical Manual Gold JewelleryDocument149 pagesWOR8296 Technical Manual Gold JewelleryVigneswaranNo ratings yet
- High Strength Low Alloy Steels: Ductile Formable WeldableDocument3 pagesHigh Strength Low Alloy Steels: Ductile Formable WeldablemichaelNo ratings yet
- Paint BrochureDocument2 pagesPaint BrochureAnonymous yy8In96j0rNo ratings yet
- Produts and List Prices 2002Document16 pagesProduts and List Prices 2002jonNo ratings yet
- 0625 m15 QP 12Document20 pages0625 m15 QP 12Hany ElGezawyNo ratings yet
- 08-Force Feed Lubrication SystemDocument29 pages08-Force Feed Lubrication SystemAdrian Ropero0% (1)
- Abbas, H. Deterioration Rock Inscriptions Egypt. 2011Document15 pagesAbbas, H. Deterioration Rock Inscriptions Egypt. 2011Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- MC Injekt2033 PDFDocument2 pagesMC Injekt2033 PDFhemantrulzNo ratings yet