
Sample PWHT Procedure
Sample PWHT Procedure
You might also like
- Refractory Dry Out RDO ProcedureDocument10 pagesRefractory Dry Out RDO ProcedureDangol63% (8)
- Tube-Tubesheet Mockup Test ProcedureDocument2 pagesTube-Tubesheet Mockup Test Procedurefizanlamin100% (10)
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- Vefv1100m 5Document1 pageVefv1100m 5Tariq HussainNo ratings yet
- Radiologic Examination of Semiconductors and Electronic ComponentsDocument4 pagesRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- P4 Operating Instruction Lambdatonic P3200 EnglishDocument64 pagesP4 Operating Instruction Lambdatonic P3200 EnglishRamon Rodriguez DiezNo ratings yet
- The South in Architecture by Lewis MumfordDocument166 pagesThe South in Architecture by Lewis MumfordFabian Fabian FabianNo ratings yet
- TA23A1-QA-00-021 Rev 1 Post Weld Heat Treatment ProcedureDocument8 pagesTA23A1-QA-00-021 Rev 1 Post Weld Heat Treatment ProcedureSang Nguyen Quang100% (1)
- Pro PWHT 006 Rev 1 - Procedure For PWHTDocument6 pagesPro PWHT 006 Rev 1 - Procedure For PWHTsugumar100% (1)
- Pt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDocument10 pagesPt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDedy Trianda100% (1)
- MPI Cal Cert-002 SampleDocument1 pageMPI Cal Cert-002 SampleJohn OLiverNo ratings yet
- Asme Questions and Answers Part IIIDocument6 pagesAsme Questions and Answers Part IIIYan FerizalNo ratings yet
- Liquid Penetrant Examination ProcedureDocument15 pagesLiquid Penetrant Examination ProcedureANH TAI MAINo ratings yet
- Rp-20-Ut-011-Tcr-Saudi CementDocument1 pageRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioNo ratings yet
- CERTIFICATE FormatDocument1 pageCERTIFICATE FormatRonanki Ravi100% (1)
- Weld Repair Rev. 1Document3 pagesWeld Repair Rev. 1vinas kusdinarNo ratings yet
- Itis NDT MT 01 Rev 06Document19 pagesItis NDT MT 01 Rev 06pandab bkNo ratings yet
- TDC-10B Heat Treatment For C12A Steel CastingsDocument2 pagesTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Oil Gas Construction Factory L.L.CDocument2 pagesOil Gas Construction Factory L.L.CRenny DevassyNo ratings yet
- API 1104 ComplateDocument24 pagesAPI 1104 ComplateAwale UdinNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection ProcedureAvneet MaanNo ratings yet
- Laser Cleaning Machine ManualDocument17 pagesLaser Cleaning Machine ManualForfi RithNo ratings yet
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- PWHT ProcedureDocument10 pagesPWHT ProcedureSang Nguyen QuangNo ratings yet
- Ewf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsDocument1 pageEwf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsDries VandezandeNo ratings yet
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Mechanical Testing Requirement As Per ASME BPVC Section IXDocument6 pagesMechanical Testing Requirement As Per ASME BPVC Section IXHary adiNo ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- DCP Nde DV 297 HLT 01Document7 pagesDCP Nde DV 297 HLT 01Chandrasekhar mishraNo ratings yet
- Radiographic Testing ProcedureDocument12 pagesRadiographic Testing ProcedureAdham AhmedNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- MDR Form A-1Document2 pagesMDR Form A-1Yuvraj ThoratNo ratings yet
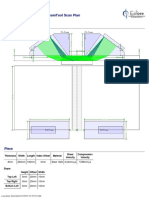
- Beamtool Scan Plan: Inspection LayoutDocument4 pagesBeamtool Scan Plan: Inspection LayoutMohan RajNo ratings yet
- Gtaw 106Document2 pagesGtaw 106ganeshkumarg_1No ratings yet
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipechetan85No ratings yet
- Time TT100 ManualDocument14 pagesTime TT100 Manualapostolidis83No ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipeashokkahirwar100% (1)
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- JNK Heaters Co - LTD: Ferrite Test ReportDocument1 pageJNK Heaters Co - LTD: Ferrite Test ReportUzorNo ratings yet
- Technofibre International SDN BHD: Welder Qualification Test Reord (WQT)Document1 pageTechnofibre International SDN BHD: Welder Qualification Test Reord (WQT)dandiar1100% (1)
- Ultrasonic Testing ReportDocument28 pagesUltrasonic Testing Reporteldobie3No ratings yet
- WPQ Sample PrintoutDocument1 pageWPQ Sample PrintoutKannan VelNo ratings yet
- STD-InSP-0007 (Fitting Inspection Report)Document3 pagesSTD-InSP-0007 (Fitting Inspection Report)airbroomNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- Circularity Inspection Report: Shell Course (LW) CW CWDocument14 pagesCircularity Inspection Report: Shell Course (LW) CW CWaszlizaNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Visual Examination ReportDocument47 pagesVisual Examination ReportalouisNo ratings yet
- 4845 PDFDocument1 page4845 PDFRavi patelNo ratings yet
- 4260Document10 pages4260Lipika GayenNo ratings yet
- Welding Variable Calculator AS1554.1Document2 pagesWelding Variable Calculator AS1554.1Alin TomozeiNo ratings yet
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- API 6A RadiographyDocument4 pagesAPI 6A RadiographyminakshissawantNo ratings yet
- Procedure Qualification Record (PQR) FormDocument1 pageProcedure Qualification Record (PQR) FormEarl HarbertNo ratings yet
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- RT ProcedureDocument22 pagesRT ProcedureRavindra S. JivaniNo ratings yet
- QAPDocument31 pagesQAPlohitha100% (1)
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDocument7 pagesHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaNo ratings yet
- 1.heat Treatment - Avsp 01Document10 pages1.heat Treatment - Avsp 01Siva100% (1)
- D720-Standard Test Method For Free-Swelling Index of CoalDocument5 pagesD720-Standard Test Method For Free-Swelling Index of CoalTitin KustiniNo ratings yet
- Data SheetDocument138 pagesData Sheetfizanlamin100% (1)
- Project Analysis 2018Document17 pagesProject Analysis 2018fizanlaminNo ratings yet
- WQT - JW398Document2 pagesWQT - JW398fizanlaminNo ratings yet
- 1 - MDR Submission 2015 - 2nd Half-ProjectDocument2 pages1 - MDR Submission 2015 - 2nd Half-ProjectfizanlaminNo ratings yet
- Heat Treatment Requirement Heat Treatment Requirement: o o o oDocument2 pagesHeat Treatment Requirement Heat Treatment Requirement: o o o ofizanlaminNo ratings yet
- UG-37 - Reinforcement PadDocument1 pageUG-37 - Reinforcement PadfizanlaminNo ratings yet
- Radiography NoticeDocument1 pageRadiography NoticefizanlaminNo ratings yet
- Introtoradiography12 110223055740 Phpapp01Document62 pagesIntrotoradiography12 110223055740 Phpapp01fizanlaminNo ratings yet
- Standard Thread PitchesDocument2 pagesStandard Thread PitchesfizanlaminNo ratings yet
- SS Weld Reference PhotosDocument19 pagesSS Weld Reference PhotosfizanlaminNo ratings yet
- QC - Consumables Colour Coding and IdentificationDocument3 pagesQC - Consumables Colour Coding and IdentificationfizanlaminNo ratings yet
- Click To Edit Master Title Style: To Minimize Contact Stainless Steel Plates and Carbon Steel ShoesDocument6 pagesClick To Edit Master Title Style: To Minimize Contact Stainless Steel Plates and Carbon Steel ShoesfizanlaminNo ratings yet
- Tubes Expansion ProcedureDocument3 pagesTubes Expansion Procedurefizanlamin100% (1)
- Metrode P91 Profile How ToDocument50 pagesMetrode P91 Profile How TofizanlaminNo ratings yet
- Tube Expansion Report Format r.0Document1 pageTube Expansion Report Format r.0fizanlamin100% (3)
- Briefing For Round Table Discussion & Meet The Expert SessionDocument8 pagesBriefing For Round Table Discussion & Meet The Expert SessionfizanlaminNo ratings yet
- Pressure Vessels - Rapture Hazard & PreventionDocument9 pagesPressure Vessels - Rapture Hazard & PreventionfizanlaminNo ratings yet
- Welding, Cutting and Brazing: 29 CFR 1910.251 & 1926.350 Subpart Q & JDocument40 pagesWelding, Cutting and Brazing: 29 CFR 1910.251 & 1926.350 Subpart Q & JSudhakar VarmaNo ratings yet
- SSPC-AB1 (2004) Abrasive Specification No. 1Document5 pagesSSPC-AB1 (2004) Abrasive Specification No. 1fizanlaminNo ratings yet
- TOFD Inspection With Phased Arrays: 17th World Conference On Nondestructive Testing, 25-28 Oct 2008, Shanghai, ChinaDocument7 pagesTOFD Inspection With Phased Arrays: 17th World Conference On Nondestructive Testing, 25-28 Oct 2008, Shanghai, ChinafizanlaminNo ratings yet
- Catalogue-Mini BoilerDocument9 pagesCatalogue-Mini BoilerLỢI NGUYỄN CÔNGNo ratings yet
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument73 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy Conservationdawit mesfinNo ratings yet
- Hoval - Max 3 Oil Gas Steel Shell Boiler - Operations - Max 3 28420 2700 29 Technical Information 26 Assembly Instructions PDFDocument60 pagesHoval - Max 3 Oil Gas Steel Shell Boiler - Operations - Max 3 28420 2700 29 Technical Information 26 Assembly Instructions PDFBenga AdrianNo ratings yet
- 4483 - Vitodens 200-W Product InfoDocument28 pages4483 - Vitodens 200-W Product InfoDanaricu DanielNo ratings yet
- Chaudiere 2Document102 pagesChaudiere 2Mickael HennerNo ratings yet
- Asme B133.3-1981Document26 pagesAsme B133.3-1981vijay pawarNo ratings yet
- Skin Effect Heating System: Chromalox ConfidentialDocument9 pagesSkin Effect Heating System: Chromalox ConfidentialMarco SilvaNo ratings yet
- Microwave Drying of FruitsDocument11 pagesMicrowave Drying of Fruitsshreya ghoshNo ratings yet
- Furnace PressureDocument1 pageFurnace PressureArunasis KarmakarNo ratings yet
- Ariston MicroGENUS 27 MFFI User ManualDocument20 pagesAriston MicroGENUS 27 MFFI User ManualRayNo ratings yet
- APT Rotary Drums For Efficient Drying and Cooling enDocument20 pagesAPT Rotary Drums For Efficient Drying and Cooling enAjay VishwakarmaNo ratings yet
- Bargala, Trajche Nacev, Skopje (2016) EnglishDocument34 pagesBargala, Trajche Nacev, Skopje (2016) EnglishDarko TrajkovskiNo ratings yet
- Eeu 305 Lesson Plan Gas Technician - Fossil FuelDocument8 pagesEeu 305 Lesson Plan Gas Technician - Fossil Fuelapi-580361161No ratings yet
- 1410 - Engineering and Installation - DHW PDFDocument292 pages1410 - Engineering and Installation - DHW PDFStormyNo ratings yet
- General Description of Afbc BoilerDocument8 pagesGeneral Description of Afbc BoilerSaurabh Barange100% (1)
- Blower Room Heater: Electrical EnggDocument41 pagesBlower Room Heater: Electrical EnggNitin VermaNo ratings yet
- PipeDocument168 pagesPipeSunde PascuaNo ratings yet
- Vitodens 200-W B2HB B2KA 35kW Installation and Service InstructionsDocument156 pagesVitodens 200-W B2HB B2KA 35kW Installation and Service Instructionsgorlic123No ratings yet
- New Premium Brand Modern Technology Top Design: New From Alfa PlamDocument7 pagesNew Premium Brand Modern Technology Top Design: New From Alfa Plammacak989No ratings yet
- Storage and Handling of NEODOL AlcoholsDocument7 pagesStorage and Handling of NEODOL AlcoholsGonzalo Zoé VázquezNo ratings yet
- Product: Industrial Burner Wkmono 80Document24 pagesProduct: Industrial Burner Wkmono 80vasudevanrv9405No ratings yet
- Galvanizing Systems/Air KnivesDocument4 pagesGalvanizing Systems/Air KnivesSontosh BhattacharjeeNo ratings yet
- 6189 l3 Diplomas Qualification Handbook v35Document489 pages6189 l3 Diplomas Qualification Handbook v35P_Davies100% (1)
- Spatium 35Document98 pagesSpatium 35zli_zumbul100% (1)
- PahlenDocument1 pagePahlenEngineering WatermasterNo ratings yet
- Instruction Manual Boiler LYF SeriesDocument19 pagesInstruction Manual Boiler LYF SeriesSergeyNo ratings yet
- Owner Manual: For Servicers and Owners UseDocument2 pagesOwner Manual: For Servicers and Owners UseIngeniero Alfredo MamaniNo ratings yet
- Power Plant Automation Using PLC 1Document34 pagesPower Plant Automation Using PLC 1Sachin Gupta100% (1)













































































































Download as pdf or txt
You might also like
- Refractory Dry Out RDO ProcedureDocument10 pagesRefractory Dry Out RDO ProcedureDangol63% (8)
- Tube-Tubesheet Mockup Test ProcedureDocument2 pagesTube-Tubesheet Mockup Test Procedurefizanlamin100% (10)
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- Vefv1100m 5Document1 pageVefv1100m 5Tariq HussainNo ratings yet
- Radiologic Examination of Semiconductors and Electronic ComponentsDocument4 pagesRadiologic Examination of Semiconductors and Electronic ComponentsERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- P4 Operating Instruction Lambdatonic P3200 EnglishDocument64 pagesP4 Operating Instruction Lambdatonic P3200 EnglishRamon Rodriguez DiezNo ratings yet
- The South in Architecture by Lewis MumfordDocument166 pagesThe South in Architecture by Lewis MumfordFabian Fabian FabianNo ratings yet
- TA23A1-QA-00-021 Rev 1 Post Weld Heat Treatment ProcedureDocument8 pagesTA23A1-QA-00-021 Rev 1 Post Weld Heat Treatment ProcedureSang Nguyen Quang100% (1)
- Pro PWHT 006 Rev 1 - Procedure For PWHTDocument6 pagesPro PWHT 006 Rev 1 - Procedure For PWHTsugumar100% (1)
- Pt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDocument10 pagesPt. Cilegon Fabricators: PWHT Procedure FOR PT - Pertamina Ru Vi BalonganDedy Trianda100% (1)
- MPI Cal Cert-002 SampleDocument1 pageMPI Cal Cert-002 SampleJohn OLiverNo ratings yet
- Asme Questions and Answers Part IIIDocument6 pagesAsme Questions and Answers Part IIIYan FerizalNo ratings yet
- Liquid Penetrant Examination ProcedureDocument15 pagesLiquid Penetrant Examination ProcedureANH TAI MAINo ratings yet
- Rp-20-Ut-011-Tcr-Saudi CementDocument1 pageRp-20-Ut-011-Tcr-Saudi CementRonel John Rodriguez CustodioNo ratings yet
- CERTIFICATE FormatDocument1 pageCERTIFICATE FormatRonanki Ravi100% (1)
- Weld Repair Rev. 1Document3 pagesWeld Repair Rev. 1vinas kusdinarNo ratings yet
- Itis NDT MT 01 Rev 06Document19 pagesItis NDT MT 01 Rev 06pandab bkNo ratings yet
- TDC-10B Heat Treatment For C12A Steel CastingsDocument2 pagesTDC-10B Heat Treatment For C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Oil Gas Construction Factory L.L.CDocument2 pagesOil Gas Construction Factory L.L.CRenny DevassyNo ratings yet
- API 1104 ComplateDocument24 pagesAPI 1104 ComplateAwale UdinNo ratings yet
- Hardness Pro Form1Document2 pagesHardness Pro Form1gst ajah100% (1)
- NDT Weld Visual Inspection ProcedureDocument4 pagesNDT Weld Visual Inspection ProcedureAvneet MaanNo ratings yet
- Laser Cleaning Machine ManualDocument17 pagesLaser Cleaning Machine ManualForfi RithNo ratings yet
- N0200003 - NEW-F201-0 - Inspection & Test PlanDocument3 pagesN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNo ratings yet
- PWHT ProcedureDocument10 pagesPWHT ProcedureSang Nguyen QuangNo ratings yet
- Ewf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsDocument1 pageEwf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsDries VandezandeNo ratings yet
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Mechanical Testing Requirement As Per ASME BPVC Section IXDocument6 pagesMechanical Testing Requirement As Per ASME BPVC Section IXHary adiNo ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- DCP Nde DV 297 HLT 01Document7 pagesDCP Nde DV 297 HLT 01Chandrasekhar mishraNo ratings yet
- Radiographic Testing ProcedureDocument12 pagesRadiographic Testing ProcedureAdham AhmedNo ratings yet
- Indt QCP RT HJ 05NDocument14 pagesIndt QCP RT HJ 05NAsad Bin Ala QatariNo ratings yet
- Welding Procedure Welding Procedure Specification SpecificationDocument2 pagesWelding Procedure Welding Procedure Specification SpecificationHamid MansouriNo ratings yet
- MDR Form A-1Document2 pagesMDR Form A-1Yuvraj ThoratNo ratings yet
- Beamtool Scan Plan: Inspection LayoutDocument4 pagesBeamtool Scan Plan: Inspection LayoutMohan RajNo ratings yet
- Gtaw 106Document2 pagesGtaw 106ganeshkumarg_1No ratings yet
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipechetan85No ratings yet
- Time TT100 ManualDocument14 pagesTime TT100 Manualapostolidis83No ratings yet
- QAP Seamless PipeDocument2 pagesQAP Seamless Pipeashokkahirwar100% (1)
- T.C.L. Co. - Test & Control LaboratoriesDocument2 pagesT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNo ratings yet
- JNK Heaters Co - LTD: Ferrite Test ReportDocument1 pageJNK Heaters Co - LTD: Ferrite Test ReportUzorNo ratings yet
- Technofibre International SDN BHD: Welder Qualification Test Reord (WQT)Document1 pageTechnofibre International SDN BHD: Welder Qualification Test Reord (WQT)dandiar1100% (1)
- Ultrasonic Testing ReportDocument28 pagesUltrasonic Testing Reporteldobie3No ratings yet
- WPQ Sample PrintoutDocument1 pageWPQ Sample PrintoutKannan VelNo ratings yet
- STD-InSP-0007 (Fitting Inspection Report)Document3 pagesSTD-InSP-0007 (Fitting Inspection Report)airbroomNo ratings yet
- Resistance Welding WpsDocument1 pageResistance Welding WpsQwertyNo ratings yet
- Circularity Inspection Report: Shell Course (LW) CW CWDocument14 pagesCircularity Inspection Report: Shell Course (LW) CW CWaszlizaNo ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- Visual Examination ReportDocument47 pagesVisual Examination ReportalouisNo ratings yet
- 4845 PDFDocument1 page4845 PDFRavi patelNo ratings yet
- 4260Document10 pages4260Lipika GayenNo ratings yet
- Welding Variable Calculator AS1554.1Document2 pagesWelding Variable Calculator AS1554.1Alin TomozeiNo ratings yet
- TDC 004 CS Fittings r0Document1 pageTDC 004 CS Fittings r0samkarthik47No ratings yet
- WPS Asme IxDocument4 pagesWPS Asme Ixjcarlosherrerac7100% (1)
- API 6A RadiographyDocument4 pagesAPI 6A RadiographyminakshissawantNo ratings yet
- Procedure Qualification Record (PQR) FormDocument1 pageProcedure Qualification Record (PQR) FormEarl HarbertNo ratings yet
- Zzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsDocument1 pageZzze) I (ZFRP: QW-163 Acceptance Criteria - Bend Tests QW-163 Acceptance Criteria - Bend TestsSARSAN NDTNo ratings yet
- RT ProcedureDocument22 pagesRT ProcedureRavindra S. JivaniNo ratings yet
- QAPDocument31 pagesQAPlohitha100% (1)
- Heat Treatment of Thin Wall Tanks by Internal Oil Firing MethodDocument7 pagesHeat Treatment of Thin Wall Tanks by Internal Oil Firing MethodKrishna VachaNo ratings yet
- 1.heat Treatment - Avsp 01Document10 pages1.heat Treatment - Avsp 01Siva100% (1)
- D720-Standard Test Method For Free-Swelling Index of CoalDocument5 pagesD720-Standard Test Method For Free-Swelling Index of CoalTitin KustiniNo ratings yet
- Data SheetDocument138 pagesData Sheetfizanlamin100% (1)
- Project Analysis 2018Document17 pagesProject Analysis 2018fizanlaminNo ratings yet
- WQT - JW398Document2 pagesWQT - JW398fizanlaminNo ratings yet
- 1 - MDR Submission 2015 - 2nd Half-ProjectDocument2 pages1 - MDR Submission 2015 - 2nd Half-ProjectfizanlaminNo ratings yet
- Heat Treatment Requirement Heat Treatment Requirement: o o o oDocument2 pagesHeat Treatment Requirement Heat Treatment Requirement: o o o ofizanlaminNo ratings yet
- UG-37 - Reinforcement PadDocument1 pageUG-37 - Reinforcement PadfizanlaminNo ratings yet
- Radiography NoticeDocument1 pageRadiography NoticefizanlaminNo ratings yet
- Introtoradiography12 110223055740 Phpapp01Document62 pagesIntrotoradiography12 110223055740 Phpapp01fizanlaminNo ratings yet
- Standard Thread PitchesDocument2 pagesStandard Thread PitchesfizanlaminNo ratings yet
- SS Weld Reference PhotosDocument19 pagesSS Weld Reference PhotosfizanlaminNo ratings yet
- QC - Consumables Colour Coding and IdentificationDocument3 pagesQC - Consumables Colour Coding and IdentificationfizanlaminNo ratings yet
- Click To Edit Master Title Style: To Minimize Contact Stainless Steel Plates and Carbon Steel ShoesDocument6 pagesClick To Edit Master Title Style: To Minimize Contact Stainless Steel Plates and Carbon Steel ShoesfizanlaminNo ratings yet
- Tubes Expansion ProcedureDocument3 pagesTubes Expansion Procedurefizanlamin100% (1)
- Metrode P91 Profile How ToDocument50 pagesMetrode P91 Profile How TofizanlaminNo ratings yet
- Tube Expansion Report Format r.0Document1 pageTube Expansion Report Format r.0fizanlamin100% (3)
- Briefing For Round Table Discussion & Meet The Expert SessionDocument8 pagesBriefing For Round Table Discussion & Meet The Expert SessionfizanlaminNo ratings yet
- Pressure Vessels - Rapture Hazard & PreventionDocument9 pagesPressure Vessels - Rapture Hazard & PreventionfizanlaminNo ratings yet
- Welding, Cutting and Brazing: 29 CFR 1910.251 & 1926.350 Subpart Q & JDocument40 pagesWelding, Cutting and Brazing: 29 CFR 1910.251 & 1926.350 Subpart Q & JSudhakar VarmaNo ratings yet
- SSPC-AB1 (2004) Abrasive Specification No. 1Document5 pagesSSPC-AB1 (2004) Abrasive Specification No. 1fizanlaminNo ratings yet
- TOFD Inspection With Phased Arrays: 17th World Conference On Nondestructive Testing, 25-28 Oct 2008, Shanghai, ChinaDocument7 pagesTOFD Inspection With Phased Arrays: 17th World Conference On Nondestructive Testing, 25-28 Oct 2008, Shanghai, ChinafizanlaminNo ratings yet
- Catalogue-Mini BoilerDocument9 pagesCatalogue-Mini BoilerLỢI NGUYỄN CÔNGNo ratings yet
- Encon Thermal Engineers: Answer To The Continued Need For Energy ConservationDocument73 pagesEncon Thermal Engineers: Answer To The Continued Need For Energy Conservationdawit mesfinNo ratings yet
- Hoval - Max 3 Oil Gas Steel Shell Boiler - Operations - Max 3 28420 2700 29 Technical Information 26 Assembly Instructions PDFDocument60 pagesHoval - Max 3 Oil Gas Steel Shell Boiler - Operations - Max 3 28420 2700 29 Technical Information 26 Assembly Instructions PDFBenga AdrianNo ratings yet
- 4483 - Vitodens 200-W Product InfoDocument28 pages4483 - Vitodens 200-W Product InfoDanaricu DanielNo ratings yet
- Chaudiere 2Document102 pagesChaudiere 2Mickael HennerNo ratings yet
- Asme B133.3-1981Document26 pagesAsme B133.3-1981vijay pawarNo ratings yet
- Skin Effect Heating System: Chromalox ConfidentialDocument9 pagesSkin Effect Heating System: Chromalox ConfidentialMarco SilvaNo ratings yet
- Microwave Drying of FruitsDocument11 pagesMicrowave Drying of Fruitsshreya ghoshNo ratings yet
- Furnace PressureDocument1 pageFurnace PressureArunasis KarmakarNo ratings yet
- Ariston MicroGENUS 27 MFFI User ManualDocument20 pagesAriston MicroGENUS 27 MFFI User ManualRayNo ratings yet
- APT Rotary Drums For Efficient Drying and Cooling enDocument20 pagesAPT Rotary Drums For Efficient Drying and Cooling enAjay VishwakarmaNo ratings yet
- Bargala, Trajche Nacev, Skopje (2016) EnglishDocument34 pagesBargala, Trajche Nacev, Skopje (2016) EnglishDarko TrajkovskiNo ratings yet
- Eeu 305 Lesson Plan Gas Technician - Fossil FuelDocument8 pagesEeu 305 Lesson Plan Gas Technician - Fossil Fuelapi-580361161No ratings yet
- 1410 - Engineering and Installation - DHW PDFDocument292 pages1410 - Engineering and Installation - DHW PDFStormyNo ratings yet
- General Description of Afbc BoilerDocument8 pagesGeneral Description of Afbc BoilerSaurabh Barange100% (1)
- Blower Room Heater: Electrical EnggDocument41 pagesBlower Room Heater: Electrical EnggNitin VermaNo ratings yet
- PipeDocument168 pagesPipeSunde PascuaNo ratings yet
- Vitodens 200-W B2HB B2KA 35kW Installation and Service InstructionsDocument156 pagesVitodens 200-W B2HB B2KA 35kW Installation and Service Instructionsgorlic123No ratings yet
- New Premium Brand Modern Technology Top Design: New From Alfa PlamDocument7 pagesNew Premium Brand Modern Technology Top Design: New From Alfa Plammacak989No ratings yet
- Storage and Handling of NEODOL AlcoholsDocument7 pagesStorage and Handling of NEODOL AlcoholsGonzalo Zoé VázquezNo ratings yet
- Product: Industrial Burner Wkmono 80Document24 pagesProduct: Industrial Burner Wkmono 80vasudevanrv9405No ratings yet
- Galvanizing Systems/Air KnivesDocument4 pagesGalvanizing Systems/Air KnivesSontosh BhattacharjeeNo ratings yet
- 6189 l3 Diplomas Qualification Handbook v35Document489 pages6189 l3 Diplomas Qualification Handbook v35P_Davies100% (1)
- Spatium 35Document98 pagesSpatium 35zli_zumbul100% (1)
- PahlenDocument1 pagePahlenEngineering WatermasterNo ratings yet
- Instruction Manual Boiler LYF SeriesDocument19 pagesInstruction Manual Boiler LYF SeriesSergeyNo ratings yet
- Owner Manual: For Servicers and Owners UseDocument2 pagesOwner Manual: For Servicers and Owners UseIngeniero Alfredo MamaniNo ratings yet
- Power Plant Automation Using PLC 1Document34 pagesPower Plant Automation Using PLC 1Sachin Gupta100% (1)