Download as pdf or txt
You might also like
- Evpn in The Data CenterDocument106 pagesEvpn in The Data CenterankitNo ratings yet
- Light Hovercraft Handbook - HCGBDocument93 pagesLight Hovercraft Handbook - HCGBtonyfoord100% (1)
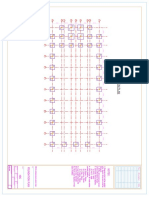
- A100 - FOUNDATION PLAN Layout1Document1 pageA100 - FOUNDATION PLAN Layout1avdesh7777No ratings yet
- Skai 90 A2 Gd06-Wci 14282034Document12 pagesSkai 90 A2 Gd06-Wci 14282034nishant_dreamviewerNo ratings yet
- Diclad Series: Ptfe/Woven Fiberglass LaminatesDocument5 pagesDiclad Series: Ptfe/Woven Fiberglass LaminatesmaamriaNo ratings yet
- PC 8B35 Ge Lexan PCDocument3 pagesPC 8B35 Ge Lexan PCbalu gunaNo ratings yet
- Singleturn Potentiometers PD200/210 20.0mm 100,000 Cycles WirewoundDocument6 pagesSingleturn Potentiometers PD200/210 20.0mm 100,000 Cycles WirewoundRafael CocãoNo ratings yet
- Technical Data Sheet: Description Technical Particulars ValuesDocument1 pageTechnical Data Sheet: Description Technical Particulars ValuesMuhammad Ali TariqNo ratings yet
- Technical Data Sheet - Nylong: 3D Printing FilamentDocument1 pageTechnical Data Sheet - Nylong: 3D Printing FilamentSteven DonosoNo ratings yet
- Data Sheet - NYFGbYDocument4 pagesData Sheet - NYFGbYAulia RahmahNo ratings yet
- Nyfgby 2 X (1.5-300) MM 0.6/1 KVDocument4 pagesNyfgby 2 X (1.5-300) MM 0.6/1 KVBagus Arief WibowoNo ratings yet
- Specificatii Adss PrysmianDocument2 pagesSpecificatii Adss Prysmiantstefan88100% (1)
- Data SheetDocument2 pagesData SheetAutomatización PLC HMI SERVOS JANSON CONTROLSNo ratings yet
- Thyseenkrup - Stainless Steel 1-4713Document3 pagesThyseenkrup - Stainless Steel 1-4713dantegimenezNo ratings yet
- RT-duroid 6202 Laminate Data SheetDocument2 pagesRT-duroid 6202 Laminate Data SheetAditya Bonnerjee 21BEC0384No ratings yet
- RT/duroid 6006/6010LM High Frequency Laminates: FeaturesDocument2 pagesRT/duroid 6006/6010LM High Frequency Laminates: FeaturesyyryNo ratings yet
- Datasheet (WAZAM+HC88) V1 3Document1 pageDatasheet (WAZAM+HC88) V1 3mccornejo1617No ratings yet
- TechWeb E DL SiCDocument88 pagesTechWeb E DL SiC王政雄No ratings yet
- Merit S-6: Lincoln Electric China Gmaw Solid WireDocument2 pagesMerit S-6: Lincoln Electric China Gmaw Solid Wirelovaldes62No ratings yet
- Technical Data Sheet - Nylon X: 3D Printing FilamentDocument1 pageTechnical Data Sheet - Nylon X: 3D Printing FilamentSteven DonosoNo ratings yet
- Technical Data Sheet - Nylon X: 3D Printing FilamentDocument1 pageTechnical Data Sheet - Nylon X: 3D Printing FilamentwidyarahmahNo ratings yet
- High Current Relay 200Document3 pagesHigh Current Relay 200ShiaTVfanNo ratings yet
- 92ML Data SheetDocument4 pages92ML Data SheetEduardo Ruiz PalominoNo ratings yet
- D25XB40 ........ D25XB100 25 Amp. Glass Passivated Single Phase in Line Bridge RectifierDocument4 pagesD25XB40 ........ D25XB100 25 Amp. Glass Passivated Single Phase in Line Bridge RectifierAlejandro RomeroNo ratings yet
- Skai 45 A2 Gd12-WdiDocument9 pagesSkai 45 A2 Gd12-Wdinishant_dreamviewerNo ratings yet
- Contact Data Characteristics: 100A Power Latching RelayDocument3 pagesContact Data Characteristics: 100A Power Latching RelaySeendal Khan JokhioNo ratings yet
- Data Sheet lh351c Rev.13.0aDocument27 pagesData Sheet lh351c Rev.13.0aArda ErenNo ratings yet
- Data Sheet lh351d Rev.9.6Document26 pagesData Sheet lh351d Rev.9.6Damjan DespotovskiNo ratings yet
- Torayca Carbon T1100G-Technical-Data-Sheet-1 PDFDocument2 pagesTorayca Carbon T1100G-Technical-Data-Sheet-1 PDFd25932373No ratings yet
- Jinko Tiger Pro 530-550wDocument2 pagesJinko Tiger Pro 530-550wMtvc LbNo ratings yet
- CS Al 88Document8 pagesCS Al 88mccornejo1617No ratings yet
- RT-duroid 6006-6010LM Laminate Data Sheet PDFDocument2 pagesRT-duroid 6006-6010LM Laminate Data Sheet PDFClaudia FonsecaNo ratings yet
- TDK Multilayer Ceramic Chip Capacitors: Application ManualDocument14 pagesTDK Multilayer Ceramic Chip Capacitors: Application ManualBasel TahboubNo ratings yet
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4828: Material Data SheetDocument3 pagesThyssenkrupp Materials (UK) LTD Stainless Steel 1.4828: Material Data SheetAvn PrasadNo ratings yet
- Norway OPGW DUAL TUBE 96 G.652D-13.9mm 26042018Document5 pagesNorway OPGW DUAL TUBE 96 G.652D-13.9mm 26042018satyam_scribdNo ratings yet
- Sbyv26c PDFDocument2 pagesSbyv26c PDFjicoelhoNo ratings yet
- Adss Span 100Document2 pagesAdss Span 100KFD KFDNo ratings yet
- PO1541 - Ojas Infra - GSF DC TDS-v1.1Document7 pagesPO1541 - Ojas Infra - GSF DC TDS-v1.1Sanjay GadhaveNo ratings yet
- Futong Ism Tds SCG Hdpe h2001wc 20jul20Document3 pagesFutong Ism Tds SCG Hdpe h2001wc 20jul20Aung Thein OoNo ratings yet
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetDocument3 pagesThyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetShariq KhanNo ratings yet
- Reka C0045Document4 pagesReka C0045YahiaEl-obidyNo ratings yet
- 315Wp - 72 Cell - 35mm FrameDocument2 pages315Wp - 72 Cell - 35mm FrameIshan ShahadeNo ratings yet
- Ptfe Data SheetDocument1 pagePtfe Data SheetEko PrastyoNo ratings yet
- Pa 6 GF 30 (En)Document1 pagePa 6 GF 30 (En)Alessandro WeissNo ratings yet
- Optimizing RF Properties of Injection Molded Plastic PartsDocument26 pagesOptimizing RF Properties of Injection Molded Plastic PartsclanonNo ratings yet
- EUPEN Datasheet ALC Type C Brass Tape Screened 5kV SXC7EDocument1 pageEUPEN Datasheet ALC Type C Brass Tape Screened 5kV SXC7EPrem HNo ratings yet
- Kocetal K700 Property DataDocument1 pageKocetal K700 Property DataRanjan GnanaoliNo ratings yet
- ZTT Et Expressway Tacsr'Aw TW Conductor 22 - Xj10296Document5 pagesZTT Et Expressway Tacsr'Aw TW Conductor 22 - Xj10296Benjamin SalinasNo ratings yet
- Soft Termination Multilayer Ceramic Chip Capacitors Meritek: EaturesDocument10 pagesSoft Termination Multilayer Ceramic Chip Capacitors Meritek: EaturesStuxnetNo ratings yet
- InsulationDocument23 pagesInsulationFabio TemporiniNo ratings yet
- Commercial Microwave and RF Multilayer MaterialsDocument3 pagesCommercial Microwave and RF Multilayer MaterialsDale XiaoNo ratings yet
- Maxstar 200 Spec SheetDocument8 pagesMaxstar 200 Spec SheetAlief PambudhiNo ratings yet
- SINOXX 4006 Steel: Designation by StandardsDocument3 pagesSINOXX 4006 Steel: Designation by StandardsKiranNo ratings yet
- Gas-Filled Contactor For High-Voltage DC SwitchingDocument8 pagesGas-Filled Contactor For High-Voltage DC SwitchingIslam Ahmad AbuhamamNo ratings yet
- TC600 Laminates Data SheetDocument4 pagesTC600 Laminates Data SheetEduardo Ruiz PalominoNo ratings yet
- b5d56a6e5655c852617f13a8e858e3b8Document2 pagesb5d56a6e5655c852617f13a8e858e3b8julio RCNo ratings yet
- Air/Ship Microwave Material With High Performance: Excellent Dimensional Stability & Phase StabilityDocument4 pagesAir/Ship Microwave Material With High Performance: Excellent Dimensional Stability & Phase StabilityDale XiaoNo ratings yet
- Fire Resistant Medium Voltage Power Cables: P7 or P7/P14 BFOU 6/10kVDocument3 pagesFire Resistant Medium Voltage Power Cables: P7 or P7/P14 BFOU 6/10kVJeymark SamontezaNo ratings yet
- NYFGb YDocument5 pagesNYFGb YMuhammad Adrianto LubisNo ratings yet
- Schrack Miniature Power PCB RYII-AP: General Purpose Relays PCB RelaysDocument3 pagesSchrack Miniature Power PCB RYII-AP: General Purpose Relays PCB RelaysKholilNo ratings yet
- Cau Chi Ha The OmegaDocument4 pagesCau Chi Ha The OmegasonNo ratings yet
- Eatures Jan, Jantx, and Jantxv D B S P CDocument1 pageEatures Jan, Jantx, and Jantxv D B S P CAdrian GarciaNo ratings yet
- Orc:cle Ord2r L Anagement Cloud Lmpleme'.1tation EssentialsDocument17 pagesOrc:cle Ord2r L Anagement Cloud Lmpleme'.1tation EssentialsSeema KumariNo ratings yet
- Carrier BMS 2013Document69 pagesCarrier BMS 2013Huynh Ngoc Nghia100% (1)
- An Introduction To Ethanol Blending: Daniel Measurement and Control Application GuideDocument8 pagesAn Introduction To Ethanol Blending: Daniel Measurement and Control Application GuideJose Luis Gutierrez MadariagaNo ratings yet
- Omni Directional K720842Document2 pagesOmni Directional K720842Drazyck SlimaniNo ratings yet
- Water Specialist WS2H and WS3 Control Valve Drawings and Service ManualDocument44 pagesWater Specialist WS2H and WS3 Control Valve Drawings and Service Manualanon_771758198No ratings yet
- Luoyang Jiecheng Bearing Technology Co., LTD: PrefixesDocument5 pagesLuoyang Jiecheng Bearing Technology Co., LTD: PrefixesAnand ChinnakrishnanNo ratings yet
- Philips BDP 9100 12 Blu Ray Disc Player SMDocument55 pagesPhilips BDP 9100 12 Blu Ray Disc Player SMRoger Martínez BermúdezNo ratings yet
- 2017 12 Anchoring and Anchoring EquipmentDocument6 pages2017 12 Anchoring and Anchoring EquipmentAndreea DiaconuNo ratings yet
- 304421-000 1995 - October PDFDocument492 pages304421-000 1995 - October PDFduongpnNo ratings yet
- Lemg PDFDocument80 pagesLemg PDFMiguel Angel MartinNo ratings yet
- SPE Casing Design For Dual Gradient WellsDocument18 pagesSPE Casing Design For Dual Gradient WellsAntonio HernándezNo ratings yet
- DBM Order Engine CookbookDocument60 pagesDBM Order Engine CookbookDavid Morales CespedeNo ratings yet
- Cap. 13 Overall DimensionsDocument62 pagesCap. 13 Overall DimensionsElsonAlfredoEscobarArosNo ratings yet
- ADV7511 Programming GuideDocument203 pagesADV7511 Programming GuidemikeisivanNo ratings yet
- Leven William F 200605 PHD PDFDocument132 pagesLeven William F 200605 PHD PDFDeni ChanNo ratings yet
- Pipe Jacking - Herren PDFDocument2 pagesPipe Jacking - Herren PDFnurNo ratings yet
- NadcapDocument21 pagesNadcapJHBernardoNo ratings yet
- Nop Portal User Guide 3.44 PDFDocument224 pagesNop Portal User Guide 3.44 PDFpepegoesdigitalNo ratings yet
- Checklist of Generic Safety Hazards and RisksDocument10 pagesChecklist of Generic Safety Hazards and Riskstzoltek2368No ratings yet
- Study 2 POSIX RealTime ExtensionDocument11 pagesStudy 2 POSIX RealTime ExtensionthangmleNo ratings yet
- P1E ISO CylindersDocument31 pagesP1E ISO CylindersHenrique docinNo ratings yet
- Quiz - Boilers and Thermic Fluid HeatersDocument3 pagesQuiz - Boilers and Thermic Fluid HeatersMohammad TachtouchNo ratings yet
- Mix Design For Concrete Grade M 25Document3 pagesMix Design For Concrete Grade M 25Omar Marghani SalmaNo ratings yet
- S30 Manual Ver 1.4Document32 pagesS30 Manual Ver 1.4Martin FagundezNo ratings yet
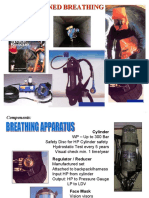
- SCBA2Document12 pagesSCBA2deddy priambodoNo ratings yet
- Physical Mechanical and Flexural Properties of 3 Orthodontic Wires An in Vitro Study. DANIELA DLICANDocument8 pagesPhysical Mechanical and Flexural Properties of 3 Orthodontic Wires An in Vitro Study. DANIELA DLICANAlvaro ChacónNo ratings yet
- Chemical KineticsDocument5 pagesChemical KineticsTimothy HandokoNo ratings yet