Download as pdf or txt
You might also like
- SSPC PAINTING MANUAL Vol 1 PDFDocument551 pagesSSPC PAINTING MANUAL Vol 1 PDFLeuman Teran100% (17)
- STJLR.01.5161 Requirements For Measurement Data Submissions (PIR) Ver. 3Document33 pagesSTJLR.01.5161 Requirements For Measurement Data Submissions (PIR) Ver. 3dhuntNo ratings yet
- Astm A370 2020Document50 pagesAstm A370 2020امين100% (1)
- Bean Counters Teacher Hand-OutsDocument25 pagesBean Counters Teacher Hand-OutsJustin Henderson100% (1)
- Executive Coaching Workbook PDFDocument19 pagesExecutive Coaching Workbook PDFDiego Fortes100% (4)
- Api 579-2 - 4.2Document7 pagesApi 579-2 - 4.2MPhamNo ratings yet
- Method Statement For FFS QP JobDocument3 pagesMethod Statement For FFS QP JobSantanu Saha100% (1)
- BS en Iso 15257 (2017) 4Document42 pagesBS en Iso 15257 (2017) 4امين100% (3)
- Signal FFS Software DatasheetDocument2 pagesSignal FFS Software DatasheetMirtunjay KumarNo ratings yet
- An Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDocument60 pagesAn Introduction To API RP 579: Section 9 Assessment of Crack Like FlawsDiego AlonsoNo ratings yet
- 4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesDocument23 pages4.1 Rerating Piping and Pressure Vessels: Major Piping Inspection CodesMahmoud samahaNo ratings yet
- Flange Inspection Procedure - Applus (NXPowerLite)Document6 pagesFlange Inspection Procedure - Applus (NXPowerLite)ndt_inspectorNo ratings yet
- Tubular Heat ExchangerDocument4 pagesTubular Heat Exchangerprashant_dc_inNo ratings yet
- ANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFDocument236 pagesANTAKI - Fitness For Service and Integrity of Piping-Vessels and Tanks PDFRenan Gustavo Paz100% (4)
- API 579-1 Part3 Brittle Fracture EvaluationDocument2 pagesAPI 579-1 Part3 Brittle Fracture EvaluationPiyush Prasad100% (1)
- Fitness For Service of Crack Like Flaws, 579 Part 9-M.hosseini Seminar-1390Document48 pagesFitness For Service of Crack Like Flaws, 579 Part 9-M.hosseini Seminar-1390전상문100% (4)
- Part 10-L - 1 Shell (Semi) (ASME)Document17 pagesPart 10-L - 1 Shell (Semi) (ASME)ammarmpNo ratings yet
- COE10402, Specifying Corrosion Inhibitor ProgramsDocument55 pagesCOE10402, Specifying Corrosion Inhibitor Programsامين100% (4)
- API 580 Rbi Question BankDocument30 pagesAPI 580 Rbi Question Bankامين100% (1)
- Global Reporting System User Manual GRS-Rig V4.0: TitleDocument161 pagesGlobal Reporting System User Manual GRS-Rig V4.0: Titlevikrant911No ratings yet
- Detailed Fitness For Service Per API 579Document3 pagesDetailed Fitness For Service Per API 579Sajal KulshresthaNo ratings yet
- API 579 Part 5 Local Metal LossDocument41 pagesAPI 579 Part 5 Local Metal LossAli SASSINo ratings yet
- Piping Repair ManualDocument62 pagesPiping Repair Manualkathir100% (1)
- API 579 Section 5 Level 2 AssessmentDocument18 pagesAPI 579 Section 5 Level 2 AssessmentcutefrenzyNo ratings yet
- Assess Pipeline Girth Weld DefectsDocument3 pagesAssess Pipeline Girth Weld Defectsbumoh1No ratings yet
- Repair Techniques For in Service and Out of Service Buried PipelinesDocument26 pagesRepair Techniques For in Service and Out of Service Buried PipelinesAnonymous wKvJXBJ2i100% (1)
- Flange Face Inspection - One PagerDocument1 pageFlange Face Inspection - One Pagerboydoc inspectionNo ratings yet
- PD-077 2018 Vegas - Antaki EsseDocument31 pagesPD-077 2018 Vegas - Antaki EsseSandro AraújoNo ratings yet
- API 579 SI Handouts PDFDocument196 pagesAPI 579 SI Handouts PDFshakeelahmadjsr100% (1)
- Api 579-2 - 4.4Document22 pagesApi 579-2 - 4.4Robiansah Tri AchbarNo ratings yet
- 01 - 1030 James Rowley - Hydratight PDFDocument17 pages01 - 1030 James Rowley - Hydratight PDFaaNo ratings yet
- 650-680 Rev 4 - Hydrostatic Test ExemptionsDocument3 pages650-680 Rev 4 - Hydrostatic Test ExemptionsAnonymous 6S9tcbhNo ratings yet
- Fitness-For-Service: Provided By: Yousef Akbari April 2022Document33 pagesFitness-For-Service: Provided By: Yousef Akbari April 2022soheilkhosh3311No ratings yet
- API Tank Settlement PDFDocument2 pagesAPI Tank Settlement PDFcurvedbrainNo ratings yet
- 510 y Asme PCC-2 Insert PlatesDocument3 pages510 y Asme PCC-2 Insert PlatesJuan Jose Espinoza BarandiaranNo ratings yet
- API 579 BlueDocument65 pagesAPI 579 BlueMohamed Alkhiat100% (2)
- Force - Fitness For Service Evaluation of Hydrotest ExemptionDocument24 pagesForce - Fitness For Service Evaluation of Hydrotest ExemptionFaiz BokhadiNo ratings yet
- Quick Guide API571 EditableDocument148 pagesQuick Guide API571 EditableJose LuisNo ratings yet
- Api 579-2 - 4.2Document28 pagesApi 579-2 - 4.2Robiansah Tri AchbarNo ratings yet
- C Course Notes (Fitness For Purpose)Document41 pagesC Course Notes (Fitness For Purpose)afaler01No ratings yet
- An Overview of The API Section 10Document18 pagesAn Overview of The API Section 10api-3855165100% (1)
- How Inspectors Can Use Fracture Mechanics Roger CordesDocument22 pagesHow Inspectors Can Use Fracture Mechanics Roger CordesBrighton JohnNo ratings yet
- Fitness-For-Service (FFS) and Flaw Assessment (Deterministic and Probabilistic)Document3 pagesFitness-For-Service (FFS) and Flaw Assessment (Deterministic and Probabilistic)wa zaNo ratings yet
- API 650 12th - 2013Document4 pagesAPI 650 12th - 2013mohamed100% (1)
- PB101424 0Document9 pagesPB101424 0emilio mendez olveraNo ratings yet
- Lecture Note 4 (Metallic & Non-Metallic Pipes) PDFDocument20 pagesLecture Note 4 (Metallic & Non-Metallic Pipes) PDFhkaqlqNo ratings yet
- TankInspectionTechniques3Document136 pagesTankInspectionTechniques3Zenon Kociuba100% (1)
- Pipe Repair Case StudyDocument15 pagesPipe Repair Case StudyAnyanele Nnamdi Felix100% (1)
- Replacement of Lip Seal Gasket For Heat ExchangerDocument10 pagesReplacement of Lip Seal Gasket For Heat ExchangerBESTIN67% (3)
- Fitness For Service AssessmentDocument13 pagesFitness For Service Assessmentwsjouri2510No ratings yet
- Duplex Welding GuidelinesDocument13 pagesDuplex Welding GuidelinesadelNo ratings yet
- Part 13-Level 2Document8 pagesPart 13-Level 2ammarmpNo ratings yet
- Fitness For Service Per API 579Document4 pagesFitness For Service Per API 579Sajal Kulshrestha100% (1)
- Collar Bolts: in Shell and Tube Heat ExchangersDocument2 pagesCollar Bolts: in Shell and Tube Heat ExchangersMahdi Hocine100% (1)
- Stress Linearization: 1 © 2015 ANSYS, Inc. January 23, 2017Document13 pagesStress Linearization: 1 © 2015 ANSYS, Inc. January 23, 2017Osama AshourNo ratings yet
- E243 13 PDFDocument6 pagesE243 13 PDFDaniel Mauricio Prieto ValderramaNo ratings yet
- Summary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTDocument11 pagesSummary of ASME BPVC Section VIII Div 1 (Part 4) - Welding & NDTTin Aung KyiNo ratings yet
- Auto-Refrigeration / Brittle Fracture: Prevention and Process Safety MitigationDocument2 pagesAuto-Refrigeration / Brittle Fracture: Prevention and Process Safety MitigationAleiser Quevedo AcuñaNo ratings yet
- HOIS (12) R8 RP For Statistical Analysis - FCDocument244 pagesHOIS (12) R8 RP For Statistical Analysis - FCDevin HardyNo ratings yet
- Nubbin - DJDocument6 pagesNubbin - DJDebelmeNo ratings yet
- Api 579Document60 pagesApi 579rastogi_rohit91% (23)
- Basic API650Document52 pagesBasic API650Eslam Nagy100% (3)
- Dacon Corrossion Under Support PresentationDocument22 pagesDacon Corrossion Under Support PresentationMohammed Ilyas MohiuddinNo ratings yet
- API-579 PresentationDocument60 pagesAPI-579 PresentationndtitcNo ratings yet
- API 579-2 - 5.4 Rev2Document30 pagesAPI 579-2 - 5.4 Rev2Tharach Janesuapasaeree100% (1)
- Protecting Steel Edges: Presented By: Bob Kogler, Rampart LLCDocument42 pagesProtecting Steel Edges: Presented By: Bob Kogler, Rampart LLCMOHAMAD NIZAMUDINNo ratings yet
- Composite Engineering Show 12 11 14Document22 pagesComposite Engineering Show 12 11 14AliNo ratings yet
- Surface Texture Measurement With JenoptikDocument12 pagesSurface Texture Measurement With Jenoptikgraziano girottoNo ratings yet
- Energia S.P.A.: BredaDocument1 pageEnergia S.P.A.: BredaامينNo ratings yet
- Pipes. Wall Thickness Calculation According ASME B31.3Document127 pagesPipes. Wall Thickness Calculation According ASME B31.3امينNo ratings yet
- COE10205, Other Corrosion Monitoring TechniquesDocument62 pagesCOE10205, Other Corrosion Monitoring Techniquesامين100% (1)
- Basic Concepts of CorrosionDocument25 pagesBasic Concepts of CorrosionامينNo ratings yet
- Selection of A Leak Testing Method: Standard Guide ForDocument3 pagesSelection of A Leak Testing Method: Standard Guide ForامينNo ratings yet
- CHAABENA Karim CORROSION & INSPECTION CVDocument4 pagesCHAABENA Karim CORROSION & INSPECTION CVامينNo ratings yet
- Iso+22232 3 2020Document16 pagesIso+22232 3 2020امين100% (3)
- Astm A671 2020Document7 pagesAstm A671 2020امينNo ratings yet
- 09-Mle-Rea-Co-P-0613 - RTDocument15 pages09-Mle-Rea-Co-P-0613 - RTامينNo ratings yet
- COE10102, Forms of CorrosionDocument60 pagesCOE10102, Forms of CorrosionامينNo ratings yet
- COE-110.06, Corrosion FailuresDocument90 pagesCOE-110.06, Corrosion Failuresامين100% (1)
- COE10602, Corrosion FailuresDocument73 pagesCOE10602, Corrosion Failuresامين100% (1)
- Corrosion Resistan CharacteristicsDocument41 pagesCorrosion Resistan Characteristicshispy100% (1)
- (Davies, Michael Scott, P.J.B.) Guide To The UseDocument645 pages(Davies, Michael Scott, P.J.B.) Guide To The Useامين100% (2)
- Fitness-for-Service Engineering Assessment Procedure: Quest Integrity October 2015Document7 pagesFitness-for-Service Engineering Assessment Procedure: Quest Integrity October 2015امينNo ratings yet
- Abddou Med Amine cv-2-3Document5 pagesAbddou Med Amine cv-2-3امينNo ratings yet
- Lecture 3 - Damage MechanismsDocument19 pagesLecture 3 - Damage MechanismsامينNo ratings yet
- Weld End Preparation at Unequal Wall ThicknessesDocument2 pagesWeld End Preparation at Unequal Wall ThicknessesامينNo ratings yet
- Assessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015Document31 pagesAssessment of Weld Misalignment and Shell Distortion: Quest Integrity October 2015امين100% (2)
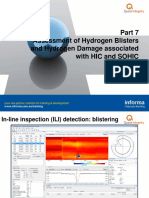
- Lecture 12 - Blisters and HIC DamageDocument24 pagesLecture 12 - Blisters and HIC DamageامينNo ratings yet
- API 577 Closed Books Questions AnswersDocument3 pagesAPI 577 Closed Books Questions AnswersامينNo ratings yet
- Corrosion Inhibitor Selection Rev1Document33 pagesCorrosion Inhibitor Selection Rev1امينNo ratings yet
- Structural Developments: Inland Waterway Towboats and BargesDocument8 pagesStructural Developments: Inland Waterway Towboats and BargesEd UrquizaNo ratings yet
- OCEANSDocument4 pagesOCEANSamna hamidNo ratings yet
- Santa 1Document3 pagesSanta 1Polipio SaturnioNo ratings yet
- Market Structure and Market PerformanceDocument22 pagesMarket Structure and Market PerformanceAishwarya SudhirNo ratings yet
- National War Memorial - Urban DesignDocument15 pagesNational War Memorial - Urban DesignRoopendraKumarNo ratings yet
- Emily Demjanenko ResumeDocument1 pageEmily Demjanenko Resumeapi-354589335No ratings yet
- RDDocument6 pagesRDViệt HùngNo ratings yet
- Ground Floor Sewage/Sewer Layout Second Floor Sewage/Sewer LayoutDocument1 pageGround Floor Sewage/Sewer Layout Second Floor Sewage/Sewer LayoutJanine LeiNo ratings yet
- Introduction To Spread Spectrum CommunicationDocument7 pagesIntroduction To Spread Spectrum CommunicationAli KashiNo ratings yet
- Cambridge University Thesis SearchDocument5 pagesCambridge University Thesis Searchfc2fqg8j100% (2)
- BELSummer Training ReportDocument33 pagesBELSummer Training ReportPalak MeenaNo ratings yet
- Murphybed dn1117Document17 pagesMurphybed dn1117mcvelli40100% (2)
- Combiflam Tablets PI - 08072019Document13 pagesCombiflam Tablets PI - 08072019ArunNo ratings yet
- Velocity String Installation and Performance ReviewDocument13 pagesVelocity String Installation and Performance ReviewSilicon Density100% (1)
- English Gs Book July MonthDocument80 pagesEnglish Gs Book July MonthMadhab PatowaryNo ratings yet
- DLL Mathematics 6 q4 w6Document7 pagesDLL Mathematics 6 q4 w6Abegail CorpuzNo ratings yet
- IMMI Grant NotificationDocument4 pagesIMMI Grant NotificationAngeline GarciaNo ratings yet
- Ganesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Document181 pagesGanesh Balasubramanian (Eds.) - Advances in Nanomaterials - Fundamentals, Properties and Applications-Springer International Publishing (2018)Jesus Moreno Castillo100% (1)
- EIL Fired Heater Article - PTQ Q1Document4 pagesEIL Fired Heater Article - PTQ Q1aminwahiNo ratings yet
- Catalogo Vidrio Mobicell DistribuidorDocument3 pagesCatalogo Vidrio Mobicell DistribuidorANTHONY SANCHEZNo ratings yet
- Panasonic hc-vx870 hc-vx878 hc-v770 hc-v777 Series SMDocument71 pagesPanasonic hc-vx870 hc-vx878 hc-v770 hc-v777 Series SMhector mirandaNo ratings yet
- Gestational Hypertension - UTD PDFDocument21 pagesGestational Hypertension - UTD PDFShahar Perea ArizaNo ratings yet
- pBrain-HexEngine Configuration Guide v1.2Document35 pagespBrain-HexEngine Configuration Guide v1.2lazer155No ratings yet
- Tense Direct Speech Reported SpeechDocument2 pagesTense Direct Speech Reported SpeechChristeena HoàngNo ratings yet
- Foodtemp QuizDocument5 pagesFoodtemp QuizNorma Panares100% (2)
- Resume Jennifer Matute 1Document1 pageResume Jennifer Matute 1api-659744227No ratings yet
- Basic Accounting - Final ExaminationDocument5 pagesBasic Accounting - Final ExaminationLaira Diana RamosNo ratings yet