Download as pdf or txt
You might also like
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Air Conditioning Load Calculation: Report No. 8Document11 pagesAir Conditioning Load Calculation: Report No. 8roronoa zoroNo ratings yet
- Sensor and Actuator Temperature Control SystemDocument11 pagesSensor and Actuator Temperature Control SystemAnang MarufNo ratings yet
- Refrigeration Lab CompleteDocument17 pagesRefrigeration Lab CompleteSyahirzabidiNo ratings yet
- Chapter 01 HomeworkDocument15 pagesChapter 01 HomeworkFatboy91100% (5)
- Use of Thermocouples in Measuring Temperature-Humidity Conditions in Commercial Dry KilnsDocument3 pagesUse of Thermocouples in Measuring Temperature-Humidity Conditions in Commercial Dry Kilnsletter_ashish4444No ratings yet
- Dryer 2Document24 pagesDryer 2Jon YingstNo ratings yet
- Power Transformers: Overview Factors On Assessing Insulation LifeDocument8 pagesPower Transformers: Overview Factors On Assessing Insulation LifeДенис ЛяпуновNo ratings yet
- Aprea 2002Document14 pagesAprea 2002VIKNESWARAN S KNo ratings yet
- Rac Lab ManualDocument30 pagesRac Lab ManualPrakharGupta100% (1)
- Scott R. Little, George A. Luce and Marissa E. Little - MOAC - A High Accuracy Calorimeter For Cold Fusion StudiesDocument17 pagesScott R. Little, George A. Luce and Marissa E. Little - MOAC - A High Accuracy Calorimeter For Cold Fusion StudiesRtpomNo ratings yet
- Performance and Efficiency Test of A Refrigeration Plant Test ProcedurDocument4 pagesPerformance and Efficiency Test of A Refrigeration Plant Test ProcedurEJ TolentinoNo ratings yet
- Refrigeration Laboratory Unit ExperimentDocument9 pagesRefrigeration Laboratory Unit Experimentsalim ekizNo ratings yet
- Wasting Energy: How Does Your Plant Rate?Document2 pagesWasting Energy: How Does Your Plant Rate?Hayden LovettNo ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- FH Guide - English - HeavyDocument34 pagesFH Guide - English - HeavyOvistanca OviNo ratings yet
- A New Era of Free CoolingDocument7 pagesA New Era of Free CoolingmajortayNo ratings yet
- Experimental Characterization of A Small Cogenerative Plant at Full and Partial LoadsDocument16 pagesExperimental Characterization of A Small Cogenerative Plant at Full and Partial LoadsjorgebwongNo ratings yet
- Compressors Driven by Thermal Solar Energy: Entropy Generated, Exergy Destroyed and Exergetic EfficiencyDocument13 pagesCompressors Driven by Thermal Solar Energy: Entropy Generated, Exergy Destroyed and Exergetic EfficiencyAbdo ElmasreNo ratings yet
- Circuit DescriptionDocument6 pagesCircuit DescriptionBala MuraliNo ratings yet
- A Simple Technique For Refrigerant Mass MeasurementDocument11 pagesA Simple Technique For Refrigerant Mass MeasurementDaniel WeeksNo ratings yet
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
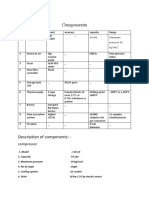
- Components EquipmentsDocument4 pagesComponents Equipmentsnilesh kumarNo ratings yet
- Chapter 11 - Monitoring and Control Systems: A. IntroductionDocument12 pagesChapter 11 - Monitoring and Control Systems: A. IntroductionHamid KhanNo ratings yet
- Experiment 1: Refrigeration and Mechanical Heat Pump ExperimentDocument12 pagesExperiment 1: Refrigeration and Mechanical Heat Pump ExperimentMohamad FaizNo ratings yet
- Biochemical Engineering B.SC, University of DebrecenDocument6 pagesBiochemical Engineering B.SC, University of DebrecenArifuzzamanNo ratings yet
- Chapter 8 FTDocument40 pagesChapter 8 FTUthaiyavani RajendranNo ratings yet
- Rac 7th Sem ManualDocument26 pagesRac 7th Sem Manualmanishsingla88No ratings yet
- PC Lab ReportDocument16 pagesPC Lab ReportHuma Saulat SaulatNo ratings yet
- Centrale Termice ELECTRICEDocument14 pagesCentrale Termice ELECTRICEbistmvNo ratings yet
- HVAC (Heat Ventilation and Air Conditioning System) Using TEC (Thermoelectric Couple)Document6 pagesHVAC (Heat Ventilation and Air Conditioning System) Using TEC (Thermoelectric Couple)Usama SherwaniNo ratings yet
- C 6psychrometrics ChartDocument9 pagesC 6psychrometrics ChartheUAcypNo ratings yet
- Refrigeration ReportDocument7 pagesRefrigeration Reportlusandaduma9No ratings yet
- Applications of Themocouples: Steel IndustryDocument4 pagesApplications of Themocouples: Steel IndustrySamarth GandhiNo ratings yet
- Exp 3 - Refrigeration System (Thermo 1) Formal ReportDocument3 pagesExp 3 - Refrigeration System (Thermo 1) Formal ReportSURAJ NAGNo ratings yet
- Thermoelectric Cooling SystemsDocument26 pagesThermoelectric Cooling SystemsPrabhat Sharma100% (2)
- MODEL 518 Controlled Environment Chamber User ManualDocument36 pagesMODEL 518 Controlled Environment Chamber User ManualNauman KhanNo ratings yet
- Chapter3 DryingDocument107 pagesChapter3 DryingRogen M. JacalneNo ratings yet
- Maintaining Uniform Target Temperature - Thermal Processing MagazineDocument7 pagesMaintaining Uniform Target Temperature - Thermal Processing MagazineRichardNo ratings yet
- Refrigeration and Air Conditioning IvDocument151 pagesRefrigeration and Air Conditioning IvApril ShowersNo ratings yet
- Econd Law of Thermodynamics: DirectionDocument12 pagesEcond Law of Thermodynamics: DirectionSyed Muhammad TaqiNo ratings yet
- Methodology To Make The Commercial Organization As TQM OrganizationDocument7 pagesMethodology To Make The Commercial Organization As TQM OrganizationMuhammad WaseemNo ratings yet
- Ex Plate FrameDocument8 pagesEx Plate Framekamal615No ratings yet
- Experiment 1: TheoryDocument7 pagesExperiment 1: TheoryFatimah Nik MazlanNo ratings yet
- Refrigerant Unit Lab ReportDocument19 pagesRefrigerant Unit Lab Reportakmal100% (2)
- (Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Document11 pages(Unit Operations Laboratory-2) : Name: Siraj Ali Aldeeb ID: 3214118Siraj AL sharifNo ratings yet
- HumidificationDocument22 pagesHumidificationmohammed hussienNo ratings yet
- Energy Experiment II Heat Pump Emir Can Yılmaz 200304052Document11 pagesEnergy Experiment II Heat Pump Emir Can Yılmaz 200304052CANGONo ratings yet
- 1.1 The Meaning of Air ConditioningDocument5 pages1.1 The Meaning of Air Conditioning1986424No ratings yet
- Wittmann Some Aspects On Parabolic Trough Field Operation PDFDocument9 pagesWittmann Some Aspects On Parabolic Trough Field Operation PDFcarzanteNo ratings yet
- Control 2021-2022Document119 pagesControl 2021-2022hussein9388hsNo ratings yet
- Module 3Document20 pagesModule 3borlagdanleematthewNo ratings yet
- Design and Construction of Temperature Control Heating System With Power Electronic (ND)Document68 pagesDesign and Construction of Temperature Control Heating System With Power Electronic (ND)goodnewsg16No ratings yet
- Solid Insulation Drying of 110 KV Paper-Oil Instrument TransformersDocument4 pagesSolid Insulation Drying of 110 KV Paper-Oil Instrument TransformersabetieNo ratings yet
- 02 - Smartscreen Handout 28 - Heating Controls-1Document5 pages02 - Smartscreen Handout 28 - Heating Controls-1Daniel HollandsNo ratings yet
- Boiling and CondensingDocument2 pagesBoiling and CondensingZia Ul NoorNo ratings yet
- Climate Control ReportDocument9 pagesClimate Control ReportAbdul HannanNo ratings yet
- 3.8 Heat and Humidity - Heat IndicesDocument16 pages3.8 Heat and Humidity - Heat IndicesDeepakKattimaniNo ratings yet
- Thermostat - WikipediaDocument11 pagesThermostat - Wikipediaramthecharm_46098467No ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Fao Appropriate Forest IndustriesDocument420 pagesFao Appropriate Forest IndustriesFernandoNo ratings yet
- Cost Estimating in Sawmilling IndustriesDocument94 pagesCost Estimating in Sawmilling IndustriesFernandoNo ratings yet
- A Continous Press Veneer DryerDocument3 pagesA Continous Press Veneer DryerFernandoNo ratings yet
- Suministro Vapor Fabrica de TriplayDocument10 pagesSuministro Vapor Fabrica de TriplayFernandoNo ratings yet
- How Wood DriesDocument10 pagesHow Wood DriesFernandoNo ratings yet
- Advanced Kamyr Digester ControlDocument12 pagesAdvanced Kamyr Digester ControlFernandoNo ratings yet
- Effect of Eucalyptus On EnvironmentDocument1 pageEffect of Eucalyptus On EnvironmentFernandoNo ratings yet
- Automation Manufacturing Wood Products IndustryDocument12 pagesAutomation Manufacturing Wood Products IndustryFernandoNo ratings yet
- Composición Química, Obtención de Pulpa KraftDocument6 pagesComposición Química, Obtención de Pulpa KraftFernandoNo ratings yet
- A First Course in Differential Equations Solutions Odd Exercises PDFDocument62 pagesA First Course in Differential Equations Solutions Odd Exercises PDFFernandoNo ratings yet
- MDF PropertiesDocument10 pagesMDF PropertiesFernandoNo ratings yet
- RB Bry Pre ServantesDocument3 pagesRB Bry Pre ServantesFernandoNo ratings yet
- Saw Sharpening BasicsDocument32 pagesSaw Sharpening BasicsFernandoNo ratings yet
- Homogeneity Test Technical Brief 17A - tcm18 214886Document2 pagesHomogeneity Test Technical Brief 17A - tcm18 214886Pablo ArósteguiNo ratings yet
- BPM1701 Calculus and Statistics: Lesson 3c Roots of Equations Quadratic EquationDocument9 pagesBPM1701 Calculus and Statistics: Lesson 3c Roots of Equations Quadratic EquationAnonymous sSQyq7I1zNo ratings yet
- AbarisDocument6 pagesAbarisЛеонид Жмудь100% (1)
- Buildings Surviving EarthquakeDocument9 pagesBuildings Surviving EarthquakeAr Vivek KareliaNo ratings yet
- Inheritance in C++Document51 pagesInheritance in C++Garry ManochaNo ratings yet
- Steel Tables (British) PDFDocument18 pagesSteel Tables (British) PDFdarulrajNo ratings yet
- Column Footing: 8 MM 10 MM 12 MMDocument32 pagesColumn Footing: 8 MM 10 MM 12 MMrajinder kutaalNo ratings yet
- Thermodynamics Chapter 2 Lec1Document8 pagesThermodynamics Chapter 2 Lec1ahmadalsaiahNo ratings yet
- 2019 Paper 2 GceDocument21 pages2019 Paper 2 GcePatrick NkowaniNo ratings yet
- Current Transformers 03 06Document12 pagesCurrent Transformers 03 06Juan DavidNo ratings yet
- 4G LTE AcronymsDocument37 pages4G LTE AcronymsheshantNo ratings yet
- Native Dynamic SQLDocument2 pagesNative Dynamic SQLRupesh PatraNo ratings yet
- Basics of Volumetric Analysis (Aka Titrations) : Related Reading (Harris, 5 Ed.)Document13 pagesBasics of Volumetric Analysis (Aka Titrations) : Related Reading (Harris, 5 Ed.)Sri SrinikethNo ratings yet
- Leister Plastic Welding BR Hot Air Hand Tools PlastralDocument28 pagesLeister Plastic Welding BR Hot Air Hand Tools PlastralCristian FerchiuNo ratings yet
- What Is The Continuity Correction Factor?Document3 pagesWhat Is The Continuity Correction Factor?BrianNo ratings yet
- 52 - Interface With SAP2000 - DocDocument12 pages52 - Interface With SAP2000 - DocFauzankalibataNo ratings yet
- Trend Surface AnalysisDocument42 pagesTrend Surface Analysisরুবিয়াস হ্যাগ্রিডNo ratings yet
- (Spring19) - MTL 103 Tut7aDocument1 page(Spring19) - MTL 103 Tut7aSanskriti JainNo ratings yet
- Comfortstar Air Conditioner Error CodesDocument11 pagesComfortstar Air Conditioner Error CodesLuis MenéndezNo ratings yet
- AABC Test Balance Proc PDFDocument189 pagesAABC Test Balance Proc PDFemrahNo ratings yet
- LTE Security and Protocol ExploitsDocument47 pagesLTE Security and Protocol Exploitsjai shankar100% (1)
- Venue Comparison Chart From Offbeat BrideDocument2 pagesVenue Comparison Chart From Offbeat BrideStarss AreyouNo ratings yet
- General Physics 1 - Lesson 1Document31 pagesGeneral Physics 1 - Lesson 1Christian Karl GarciaNo ratings yet
- 530CID01 DS en PDFDocument8 pages530CID01 DS en PDFHatem LaadhariNo ratings yet
- Ahmed Abdel Fattah Mahmoud Ahmed. - Paper 12Document19 pagesAhmed Abdel Fattah Mahmoud Ahmed. - Paper 12puppyarav2726No ratings yet
- Ch5 - CPU SchedulingDocument33 pagesCh5 - CPU SchedulingAditya ThakurNo ratings yet
- Module One 2basic Baking PrinciplesDocument9 pagesModule One 2basic Baking PrinciplesIhsan BadshaNo ratings yet
- June 2014 MS - Unit 4 Edexcel Chemistry A-Level PDFDocument34 pagesJune 2014 MS - Unit 4 Edexcel Chemistry A-Level PDFMaria KolokasiNo ratings yet
- Physical Design Objective Type of Questions and AnswersDocument7 pagesPhysical Design Objective Type of Questions and AnswersDivya Jiya0% (1)