Download as pdf or txt
You might also like
- AWA AS2047 Installation Guide - Windows and DoorsDocument23 pagesAWA AS2047 Installation Guide - Windows and Doorsdipyaman_19100% (1)
- ASME Sec IX - Questions For API ExamDocument21 pagesASME Sec IX - Questions For API ExamMKAMRANBHATTI87% (31)
- Asme Ix QW PDFDocument183 pagesAsme Ix QW PDFAnonymous 4e7GNjzGW100% (4)
- Curtis NXB 5 Through 15 HP Compressor Parts ListDocument34 pagesCurtis NXB 5 Through 15 HP Compressor Parts Listrobert100% (1)
- ASME IX Interpretation Part1 PDFDocument51 pagesASME IX Interpretation Part1 PDFalisyalala100% (3)
- Characteristics of Toughened GlassDocument3 pagesCharacteristics of Toughened GlassSarin100% (1)
- Welder QualsDocument44 pagesWelder QualsroyalNo ratings yet
- Connections, Joints, and Fasteners: 7.1. ScopeDocument4 pagesConnections, Joints, and Fasteners: 7.1. ScopeQuốc KhánhNo ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- Smaw CSDocument5 pagesSmaw CSMahdi KaboodanianNo ratings yet
- Asme Section Ix-Welding - Practice Quest PDFDocument3 pagesAsme Section Ix-Welding - Practice Quest PDFRajesh KumarNo ratings yet
- McQuaid - 11 3&4 D1.1 D1.5 2015 - Changes PDFDocument36 pagesMcQuaid - 11 3&4 D1.1 D1.5 2015 - Changes PDFedwinNo ratings yet
- Tube To Tubesheet WeldingDocument8 pagesTube To Tubesheet WeldingManjadi Maverick100% (1)
- AWS Guide To Abbreviations Certified WelderDocument1 pageAWS Guide To Abbreviations Certified Weldersigurdur hannessonNo ratings yet
- Welder Qualification (ALL CODES)Document3 pagesWelder Qualification (ALL CODES)narutothunderjet216No ratings yet
- Brief of Variables: Smaw Gtaw Gmaw SawDocument3 pagesBrief of Variables: Smaw Gtaw Gmaw SawAdilMunirNo ratings yet
- Asme Ix Practice Questions: (Closed Book)Document38 pagesAsme Ix Practice Questions: (Closed Book)Mohammed ShakilNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument39 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesJahidul IslamNo ratings yet
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument43 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesDinesh SinghNo ratings yet
- W32 Qualification Scheme For Welders of Hull Structural Steels W32Document15 pagesW32 Qualification Scheme For Welders of Hull Structural Steels W32Muhamad ShakyreenNo ratings yet
- API 1104 Interpretations July 2022Document45 pagesAPI 1104 Interpretations July 2022FrancoNo ratings yet
- STD Spec For Piping WeldingDocument14 pagesSTD Spec For Piping WeldingknsaravanaNo ratings yet
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code RequirementshariNo ratings yet
- GMW 14058 - 09-2009Document32 pagesGMW 14058 - 09-2009JuanPeriquitanNo ratings yet
- 6 Welding ProcedureDocument74 pages6 Welding Proceduremarshallreds 22No ratings yet
- Odisha Power Transmission Corporation LTD.: PACKAGE: 25/2019-20Document25 pagesOdisha Power Transmission Corporation LTD.: PACKAGE: 25/2019-20VenkatNo ratings yet
- Welder and Procedure Qualification: BY Srsreddy, IauDocument26 pagesWelder and Procedure Qualification: BY Srsreddy, IauSlim EL-EUCHNo ratings yet
- API Spec 8c-Equipment ListDocument2 pagesAPI Spec 8c-Equipment ListabhilashNo ratings yet
- Welding InspectionDocument43 pagesWelding Inspectionzubairsarwar912No ratings yet
- Carefully Evaluate Code RequirementsDocument3 pagesCarefully Evaluate Code Requirementsmayav1No ratings yet
- Api 510 PTR 7Document3 pagesApi 510 PTR 7HemaNo ratings yet
- Astm A234Document9 pagesAstm A234wlmNo ratings yet
- Asme A234Document8 pagesAsme A234Yhon BastidasNo ratings yet
- Fcaw CSDocument4 pagesFcaw CSVincent jaramillaNo ratings yet
- Specification For Welding Electrodes and Rods For Cast IronDocument18 pagesSpecification For Welding Electrodes and Rods For Cast IronArmando Lujan VelazquezNo ratings yet
- 1 - IPP - API 1104 Handout - Jun 10 PDFDocument43 pages1 - IPP - API 1104 Handout - Jun 10 PDFMuhammad Yunus NurdinNo ratings yet
- Use of Structural Steel in Overhead Transmission Line Towers - Code of PracticeDocument22 pagesUse of Structural Steel in Overhead Transmission Line Towers - Code of Practiceanujplace1994No ratings yet
- 6 Welding ProcedureDocument74 pages6 Welding Procedureadel100% (5)
- STD 1104 - Welding of Pipelines and Related FacilitiesDocument38 pagesSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilNo ratings yet
- Procedure QualificationDocument68 pagesProcedure QualificationParvee K Nakwal100% (1)
- What Every Fabricator Wants You To Know About WeldingDocument3 pagesWhat Every Fabricator Wants You To Know About WeldingAhmed GamalNo ratings yet
- Astm A217-2007Document6 pagesAstm A217-2007Rajeev KumarNo ratings yet
- Ur w32Document14 pagesUr w32Rohit KambleNo ratings yet
- Variable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aDocument7 pagesVariable E SE NE Description of Variable As in Code 2011a QW SMAW Welding Variables For WPS - ASME Sec IX 2011aSaut Maruli Tua SamosirNo ratings yet
- Design File: Carefully Evaluate Code RequirementsDocument2 pagesDesign File: Carefully Evaluate Code RequirementslionluisNo ratings yet
- Welding Procedure SpecificationDocument30 pagesWelding Procedure Specificationrahman196011100% (1)
- Steel Interchange: Shear LagDocument2 pagesSteel Interchange: Shear Laghector diazNo ratings yet
- Technical Inquiries To API 1104Document20 pagesTechnical Inquiries To API 1104Rey Fiedacan92% (13)
- Astm Sa 234 PDFDocument11 pagesAstm Sa 234 PDFarifin rizalNo ratings yet
- Solved Paper On Section IxDocument25 pagesSolved Paper On Section IxNasir Javed90% (20)
- Aws and Asme WpsDocument59 pagesAws and Asme Wpsfaizalzol100% (1)
- Butt JointsDocument21 pagesButt JointsRaj1-23No ratings yet
- Sec 9 QWVDocument2 pagesSec 9 QWVEmilse GonzalezNo ratings yet
- Astm A 27 PDFDocument4 pagesAstm A 27 PDFmvalenzuelatNo ratings yet
- Gmaw CSDocument5 pagesGmaw CSbudoNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Principles of Welding: Processes, Physics, Chemistry, and MetallurgyFrom EverandPrinciples of Welding: Processes, Physics, Chemistry, and MetallurgyRating: 4 out of 5 stars4/5 (1)
- CHAPTER 3 CCP 1Document4 pagesCHAPTER 3 CCP 1david perezNo ratings yet
- Bases de Stud WeldingDocument1 pageBases de Stud Weldingdavid perezNo ratings yet
- CHAPTER 4 CCP 1Document11 pagesCHAPTER 4 CCP 1david perezNo ratings yet
- A Simple Test For Solidification Cracking Susceptibility and Filler Metal EffectDocument13 pagesA Simple Test For Solidification Cracking Susceptibility and Filler Metal Effectdavid perezNo ratings yet
- Avances en Materiales de Aporte para Tanques de Gas Natural LicuadoDocument4 pagesAvances en Materiales de Aporte para Tanques de Gas Natural Licuadodavid perezNo ratings yet
- Beneficios de Cambiar Soluciones MultiprocesoDocument4 pagesBeneficios de Cambiar Soluciones Multiprocesodavid perezNo ratings yet
- Efecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80Document8 pagesEfecto Del Pase de Revenido en Microestructuras HAZ de Acero HSLA-80david perezNo ratings yet
- CHAPTER 1 CCP 1Document6 pagesCHAPTER 1 CCP 1david perezNo ratings yet
- Efecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLADocument8 pagesEfecto Del Metal de Aportación Sobre Las Propiedades Mecánicas de Las Soldaduras HSLAdavid perezNo ratings yet
- Cálculo de La Tasa de Fusión de Alambre Sólido en Soldadura Con CO2Document11 pagesCálculo de La Tasa de Fusión de Alambre Sólido en Soldadura Con CO2david perezNo ratings yet
- Microhardness Variations in HSLA-100 Welds Fabricated With New Ultra-Low-Carbon Weld ConsumablesDocument8 pagesMicrohardness Variations in HSLA-100 Welds Fabricated With New Ultra-Low-Carbon Weld Consumablesdavid perezNo ratings yet
- Características Del Arco de GMAW Asistida Por Onda UltrasónicaDocument6 pagesCaracterísticas Del Arco de GMAW Asistida Por Onda Ultrasónicadavid perezNo ratings yet
- Análisis de La Transferencia de Metales e Influencias Correlacionadas en El Bypass Doble GMAW de AluminioDocument8 pagesAnálisis de La Transferencia de Metales e Influencias Correlacionadas en El Bypass Doble GMAW de Aluminiodavid perezNo ratings yet
- Una Nueva Propuesta de Método de Evaluación de La Tenasidad Del HAZ - Parte 2 - Formulación de La Tenacidad Del HAZ Por Composiciones QuímicasDocument7 pagesUna Nueva Propuesta de Método de Evaluación de La Tenasidad Del HAZ - Parte 2 - Formulación de La Tenacidad Del HAZ Por Composiciones Químicasdavid perezNo ratings yet
- Microstructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section WeldmentDocument17 pagesMicrostructural Analysis of The As Welded Heat Affected Zone of A Grade 91 Steel Heavy Section Weldmentdavid perezNo ratings yet
- Visualización de Los Flujos de Gas en Los Arcos de Soldadura Mediante La Técnica de Medición SchlierenDocument5 pagesVisualización de Los Flujos de Gas en Los Arcos de Soldadura Mediante La Técnica de Medición Schlierendavid perezNo ratings yet
- Viabilidad de La Soldadura de Magnesio AZ31 Por Transferencia de Metal Frío A Acero Dulce GalvanizadoDocument9 pagesViabilidad de La Soldadura de Magnesio AZ31 Por Transferencia de Metal Frío A Acero Dulce Galvanizadodavid perezNo ratings yet
- Variaciones Microestructurales en Una Soldadura de Acero Estructural de Alta ResistenciaDocument10 pagesVariaciones Microestructurales en Una Soldadura de Acero Estructural de Alta Resistenciadavid perezNo ratings yet
- Uso de Visión Láser Portátil para Mejorar La Calidad de La SoldaduraDocument4 pagesUso de Visión Láser Portátil para Mejorar La Calidad de La Soldaduradavid perezNo ratings yet
- Caracterización de Soldaduras de Acero P92 en Condiciones Como Soldado y PWHTDocument7 pagesCaracterización de Soldaduras de Acero P92 en Condiciones Como Soldado y PWHTdavid perezNo ratings yet
- Deep Learning-Based Detection of Penetration From Weld Pool Reflection ImagesDocument7 pagesDeep Learning-Based Detection of Penetration From Weld Pool Reflection Imagesdavid perezNo ratings yet
- Variables de Soldadura para Calificacion de Soldadores Part 1Document2 pagesVariables de Soldadura para Calificacion de Soldadores Part 1david perezNo ratings yet
- Evolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91Document10 pagesEvolución de La Microestructura de La Zona Afectada Por El Calor de Grano Fino en La Falla Tipo IV de Las Soldaduras P91david perezNo ratings yet
- La Susceptibilidad Al Agrietamiento Por Licuación de La Zona Afectada Por El Calor de La Soldadura de Los Aceros NavalesDocument14 pagesLa Susceptibilidad Al Agrietamiento Por Licuación de La Zona Afectada Por El Calor de La Soldadura de Los Aceros Navalesdavid perezNo ratings yet
- Variaciones Composicionales Cercanas A La Interfaz de Soldadura en Soldaduras de Acero de Baja AleaciónDocument10 pagesVariaciones Composicionales Cercanas A La Interfaz de Soldadura en Soldaduras de Acero de Baja Aleacióndavid perezNo ratings yet
- Unión Utilizando Metales SemisólidosDocument7 pagesUnión Utilizando Metales Semisólidosdavid perezNo ratings yet
- Ansi/Ashrae/Ies Standard 90.1-2013 Envelope: Building Energy CodesDocument72 pagesAnsi/Ashrae/Ies Standard 90.1-2013 Envelope: Building Energy Codessymbo11No ratings yet
- AISC-Connections in SteelDocument45 pagesAISC-Connections in Steelcheoram1No ratings yet
- Precast Concrete Kerbs, Channels, Edging, Quadrants and Other Associated Fittings - SpecificationDocument22 pagesPrecast Concrete Kerbs, Channels, Edging, Quadrants and Other Associated Fittings - SpecificationChandra Sekhar Babu GanjiNo ratings yet
- BOQ Suryadev ChennaiDocument2 pagesBOQ Suryadev Chennaimkpasha55mpNo ratings yet
- REFERENCE Labor Equipment Estimating GuideDocument16 pagesREFERENCE Labor Equipment Estimating GuideAngeles, John Paul M.No ratings yet
- William Mahan Doloksaribu - Reactivity Series WorksheetDocument2 pagesWilliam Mahan Doloksaribu - Reactivity Series WorksheetRiky GunawanNo ratings yet
- Project InformationDocument203 pagesProject InformationPaul RaduNo ratings yet
- ClosetMaid MasterSuite Installers Assembly Installation Reference Guide 12 10 For WebDocument78 pagesClosetMaid MasterSuite Installers Assembly Installation Reference Guide 12 10 For WebcamptrNo ratings yet
- Cable Route MarkerDocument2 pagesCable Route Markersundareee96No ratings yet
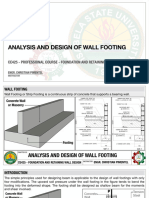
- Chapter 02-Analysis and Design of Wall FootingDocument25 pagesChapter 02-Analysis and Design of Wall Footinghannah cedNo ratings yet
- Astm C 1054-03Document3 pagesAstm C 1054-03Tâm Ngô100% (1)
- Boq - Secuity House at IbewaDocument4 pagesBoq - Secuity House at IbewaAugustine BelieveNo ratings yet
- TDS Nitofill EPLV BFLDocument2 pagesTDS Nitofill EPLV BFLanandswarupNo ratings yet
- S-000-1274-0002V - 1 - 0010 Materials Requirements For Pressurised Equipment and Piping (Issued To NSRP)Document22 pagesS-000-1274-0002V - 1 - 0010 Materials Requirements For Pressurised Equipment and Piping (Issued To NSRP)Anonymous nLMJGuNo ratings yet
- PrestressingDocument26 pagesPrestressingNupur BhadraNo ratings yet
- Enquiry - Fire Hydrant SystemDocument9 pagesEnquiry - Fire Hydrant Systemrkpatel40No ratings yet
- Design of Prestressed Circular Water TankDocument2 pagesDesign of Prestressed Circular Water TankVarun Singh Chandel33% (3)
- Manual Valvula Fisher Modelo 95L-95H PDFDocument16 pagesManual Valvula Fisher Modelo 95L-95H PDFArturo VillenaNo ratings yet
- 2 - Components MS071004Document52 pages2 - Components MS071004Ahmad SalahNo ratings yet
- Excalibur 9018-B3 MR: Typical Applications Key FeaturesDocument2 pagesExcalibur 9018-B3 MR: Typical Applications Key FeaturesAliakbar GhaderiNo ratings yet
- Fastners MTCDocument18 pagesFastners MTCmaheshmalaichamy007No ratings yet
- Architectural SpecificationsDocument10 pagesArchitectural SpecificationsJayteeNo ratings yet
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocument31 pagesSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForLucero AlemanNo ratings yet
- Siaran Khas 2 (SM) November 2023Document34 pagesSiaran Khas 2 (SM) November 2023Jun PuanNo ratings yet
- BPHC Sov 10 9Document1,817 pagesBPHC Sov 10 9Samir RawatNo ratings yet
- LDC Polycab APPL PRICELIST 15th Mar' 22Document9 pagesLDC Polycab APPL PRICELIST 15th Mar' 22anirban 007No ratings yet
- Use of Pavement Wastes (Reclaimed Asphalt Pavement) in Base and Sub-Base Layers of Road ConstructionDocument11 pagesUse of Pavement Wastes (Reclaimed Asphalt Pavement) in Base and Sub-Base Layers of Road ConstructionSamdhani StrikesNo ratings yet