
API RP 571 - Damage Mechanisms Spreadsheet
API RP 571 - Damage Mechanisms Spreadsheet
You might also like
- API 581 COF: Level 1 Calculation Procedure - Simplified PDFDocument53 pagesAPI 581 COF: Level 1 Calculation Procedure - Simplified PDFKhaled Integrity100% (1)
- (PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-IndustryDocument5 pages(PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-Industrysabari ramasamyNo ratings yet
- Procedure BASE LINE SURVEY of Pipework & PV EqpmtDocument9 pagesProcedure BASE LINE SURVEY of Pipework & PV EqpmtSalah Jallali100% (1)
- SOW - Internal Corrosion Monitoring.Document8 pagesSOW - Internal Corrosion Monitoring.Chukwuma Emmanuel Onwufuju50% (2)
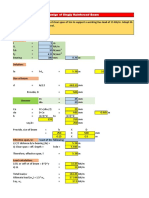
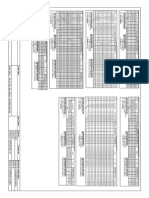
- Singly Reinforced Beam ExcelDocument3 pagesSingly Reinforced Beam ExcelVEERKUMAR100% (3)
- API RP 571 Ref CardDocument7 pagesAPI RP 571 Ref Cardzainulabedine100% (1)
- API-571 Reference CardDocument7 pagesAPI-571 Reference CardLaith Salman100% (1)
- API 571 Comparison Sheet API 570Document3 pagesAPI 571 Comparison Sheet API 570HARDIK PATELNo ratings yet
- Integrity Management With S-RBI: Using The w-IMS ToolDocument28 pagesIntegrity Management With S-RBI: Using The w-IMS ToolHari ShNo ratings yet
- How To Perform A Damage Mechanism ReviewDocument4 pagesHow To Perform A Damage Mechanism ReviewianharNo ratings yet
- API RP-586 Section 3 NDE For Contact Point Corrosion Draft Rev.1 CleanDocument40 pagesAPI RP-586 Section 3 NDE For Contact Point Corrosion Draft Rev.1 CleanNaci BolcaNo ratings yet
- API580 581 Mar19 DanielBalosDocument6 pagesAPI580 581 Mar19 DanielBalosAgustin A.No ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- 00 AOC's Meridium MI Work Process Training Example SlidesDocument67 pages00 AOC's Meridium MI Work Process Training Example SlidesTommy100% (1)
- Piping Injection PointsDocument4 pagesPiping Injection PointsTarek YehiaNo ratings yet
- CO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentDocument199 pagesCO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentRob MuggletonNo ratings yet
- Potential Damage PKTDocument7 pagesPotential Damage PKTFebri Ramdani NugrahaNo ratings yet
- Keyword For API 580 PDFDocument9 pagesKeyword For API 580 PDFRaymundo ACNo ratings yet
- Fourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andDocument79 pagesFourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andMiguel Antonio Bula PicónNo ratings yet
- Corrosion and Asset Integrity Management in Oil and Gas Production, Process, Transportation and Storage FacilitiesDocument12 pagesCorrosion and Asset Integrity Management in Oil and Gas Production, Process, Transportation and Storage FacilitiesRASHEED YUSUF100% (1)
- Environment Assisted Cracking ME 472: Corrosion EngineeringDocument45 pagesEnvironment Assisted Cracking ME 472: Corrosion EngineeringEmmanuelNo ratings yet
- Corrosion Test PiecesDocument23 pagesCorrosion Test PiecesGijoNo ratings yet
- 2-Metals and Corrosion ResistanceDocument3 pages2-Metals and Corrosion ResistanceRolly SocorroNo ratings yet
- IOW PresentationDocument20 pagesIOW Presentationbarry nancooNo ratings yet
- 9 CorrosDocument25 pages9 CorrosFrancisco Beltran100% (1)
- Caustic Stress Corrosion Cracking of A Graphite Cast Iron ComponentDocument8 pagesCaustic Stress Corrosion Cracking of A Graphite Cast Iron Componentriza9847No ratings yet
- Corrosion ManagementDocument6 pagesCorrosion Managementnaren57No ratings yet
- Longitudinal JointDocument26 pagesLongitudinal JointirfanNo ratings yet
- ICDA - MX Line - MRPL - Multiphase Flow Modeling Report Draft 1.0 - 23 - Enero - 2020Document42 pagesICDA - MX Line - MRPL - Multiphase Flow Modeling Report Draft 1.0 - 23 - Enero - 2020Anonymous AtAGVssJNo ratings yet
- EpriDocument21 pagesEprihubert_veltenNo ratings yet
- NACE-Stress Corrosion Cracking (SCC)Document3 pagesNACE-Stress Corrosion Cracking (SCC)Mohamed AtefNo ratings yet
- FfsDocument2 pagesFfsKmt_AeNo ratings yet
- API 510 Corrosion Specialist InvolvementDocument10 pagesAPI 510 Corrosion Specialist InvolvementArun PrasadNo ratings yet
- SCC of Ss in NAOHDocument9 pagesSCC of Ss in NAOHKarna2504No ratings yet
- API571 Part4Document129 pagesAPI571 Part4Charlie Chong100% (6)
- Synergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Document14 pagesSynergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Ilham NugrohoNo ratings yet
- Mechanical FatigueDocument6 pagesMechanical FatigueRamyMoustafaNo ratings yet
- Assess Pipeline Girth Weld DefectsDocument3 pagesAssess Pipeline Girth Weld Defectsbumoh1No ratings yet
- Ut PittingDocument7 pagesUt PittingmmNo ratings yet
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocument6 pagesFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10No ratings yet
- Corrosion Mechanisms of Mild Steel in Weak Acids - T. Tran - 2014 - PHD PDFDocument156 pagesCorrosion Mechanisms of Mild Steel in Weak Acids - T. Tran - 2014 - PHD PDFAsep Ridwan SetiawanNo ratings yet
- Meridium RBI-580 Inspection Strategies - Q12016Document161 pagesMeridium RBI-580 Inspection Strategies - Q12016Saqib AliNo ratings yet
- Meridium Mechanical Integrity Standard Practice 2013 Rev 4Document400 pagesMeridium Mechanical Integrity Standard Practice 2013 Rev 4Tommy100% (1)
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical IndustriesDocument3 pagesAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical IndustriesMonica CifuentesNo ratings yet
- E - Efma Rbi Insp Interval Assess Projector - PP SimtechDocument10 pagesE - Efma Rbi Insp Interval Assess Projector - PP SimtechAbhimanyu SharmaNo ratings yet
- Microbial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklineDocument9 pagesMicrobial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklinePiranha TourniquetNo ratings yet
- Summary of API Inspection Frequencies 1581131572Document1 pageSummary of API Inspection Frequencies 1581131572AliNo ratings yet
- 2018 ASME International Pipeline Conference - Breathing New Life To Aging Pipeline InfrastructureDocument9 pages2018 ASME International Pipeline Conference - Breathing New Life To Aging Pipeline InfrastructureAlex GutierrezNo ratings yet
- Risk Based Inspection: Upfront Corrosion EngineeringDocument4 pagesRisk Based Inspection: Upfront Corrosion Engineeringleliopinto50% (2)
- PRP CML Placement TestingDocument30 pagesPRP CML Placement TestingMohamed Al-Amir Al-KhayatNo ratings yet
- Corrosion Protection in Amine Treating Units PDFDocument12 pagesCorrosion Protection in Amine Treating Units PDFMubeenNo ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Api 510 CourseDocument13 pagesApi 510 CourseRami GhorbelNo ratings yet
- Boost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatDocument7 pagesBoost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatUrea3 MaintenanceNo ratings yet
- Corrosion Rate ConversionDocument2 pagesCorrosion Rate ConversionBakti PrasetyoNo ratings yet
- Preventing Htha Failures With The Buckeye ModelDocument2 pagesPreventing Htha Failures With The Buckeye ModelBangkit WidayatNo ratings yet
- PetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Document9 pagesPetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Gonzalo TelleríaNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- (SPIE Press Monograph Vol. PM129) Akhlesh Lakhtakia (Editor) - The Handbook of Nanotechnology. Nanometer Structures - Theory, Modeling, and Simulation (2004, SPIE Press) PDFDocument480 pages(SPIE Press Monograph Vol. PM129) Akhlesh Lakhtakia (Editor) - The Handbook of Nanotechnology. Nanometer Structures - Theory, Modeling, and Simulation (2004, SPIE Press) PDFShivaNo ratings yet
- ASNT NDT Level II Certification Fees For US CandidatesDocument2 pagesASNT NDT Level II Certification Fees For US CandidatesGuillermo Baltazar100% (1)
- A Continuous Hyperplasticity Model For Sands Under Cyclic LoadingDocument6 pagesA Continuous Hyperplasticity Model For Sands Under Cyclic LoadingLTE002No ratings yet
- Experiment 7Document13 pagesExperiment 7Poovarashan ManimaranNo ratings yet
- 3.3 Isolation Amplifiers - OptocouplerDocument16 pages3.3 Isolation Amplifiers - OptocoupleraddyNo ratings yet
- Finite Element Interface Modelling and Experimental Verification of Masonry Infilled RC Frame - Al Chaar - 2008Document20 pagesFinite Element Interface Modelling and Experimental Verification of Masonry Infilled RC Frame - Al Chaar - 2008raviNo ratings yet
- Thermal Conductivity of Insulating Powder Experiment Lab ManualDocument5 pagesThermal Conductivity of Insulating Powder Experiment Lab ManualJatin SharmaNo ratings yet
- ECE GATE Practice Questions With Solutions Volume-2Document18 pagesECE GATE Practice Questions With Solutions Volume-2Hemanth Yenni100% (1)
- The Big TEGO. Products Services Data Sheets-75-150Document76 pagesThe Big TEGO. Products Services Data Sheets-75-150DWI RAHMASARI FATMAWATINo ratings yet
- Magnetic Properties of MaterialsDocument10 pagesMagnetic Properties of MaterialsNoviNo ratings yet
- Nitreg BrochureDocument2 pagesNitreg Brochurecarlogeretto2No ratings yet
- Rolling Contact Fatigue Performance Contrasting Surface Densified, Powder Forged, and Wrought MaterialsDocument12 pagesRolling Contact Fatigue Performance Contrasting Surface Densified, Powder Forged, and Wrought MaterialsSezgin BayrakNo ratings yet
- DDDADDocument1 pageDDDADJevan CalaqueNo ratings yet
- Cert BPS BPEU2000 ROHSDocument4 pagesCert BPS BPEU2000 ROHSjulio castroNo ratings yet
- Norsok Material Data Sheet (M-630r2)Document77 pagesNorsok Material Data Sheet (M-630r2)karuna346No ratings yet
- Static ElectricityDocument2 pagesStatic ElectricityAlysia KingNo ratings yet
- Kutta ConditionDocument23 pagesKutta ConditionVikash PalNo ratings yet
- International Communications in Heat and Mass TransferDocument7 pagesInternational Communications in Heat and Mass TransferJacob KuriachenNo ratings yet
- Lesson 5 - The Polarity of Molecule Based On Its ShapeDocument22 pagesLesson 5 - The Polarity of Molecule Based On Its Shapetheresa balaticoNo ratings yet
- Ideal GasDocument17 pagesIdeal GasPoonamNo ratings yet
- SG-0029 SSV Catarina - 5 Yearly Electrical Maintenance & Servicing - CompressedDocument1,476 pagesSG-0029 SSV Catarina - 5 Yearly Electrical Maintenance & Servicing - CompressedRyan VianathaNo ratings yet
- Module 5: Modern Physics Lecture 23: Particle and Waves: ObjectivesDocument12 pagesModule 5: Modern Physics Lecture 23: Particle and Waves: ObjectivesDaniyal HashmiNo ratings yet
- RC 1-20 ElexDocument86 pagesRC 1-20 ElexuvubwebweNo ratings yet
- 15ME745 Smart Materials Module 4Document29 pages15ME745 Smart Materials Module 4Yogananda Bangalore ShanthamurthyNo ratings yet
- Practice Sheet With SolutionDocument5 pagesPractice Sheet With Solutionvishalray9900No ratings yet
- Microreaction TechnologyDocument585 pagesMicroreaction TechnologywassermeloneNo ratings yet
- Metallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportDocument14 pagesMetallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full Reportmuna222No ratings yet
- 10 1021@bm050063fDocument9 pages10 1021@bm050063fkamdemNo ratings yet
- Datasheet Sandvik Saf 2205 enDocument15 pagesDatasheet Sandvik Saf 2205 enoctavioNo ratings yet
























































































Download as pdf or txt
You might also like
- API 581 COF: Level 1 Calculation Procedure - Simplified PDFDocument53 pagesAPI 581 COF: Level 1 Calculation Procedure - Simplified PDFKhaled Integrity100% (1)
- (PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-IndustryDocument5 pages(PDF) API-571-Damage-mechanisms-Affecting-Fixed-Equipment-in-the-Refining-Industrysabari ramasamyNo ratings yet
- Procedure BASE LINE SURVEY of Pipework & PV EqpmtDocument9 pagesProcedure BASE LINE SURVEY of Pipework & PV EqpmtSalah Jallali100% (1)
- SOW - Internal Corrosion Monitoring.Document8 pagesSOW - Internal Corrosion Monitoring.Chukwuma Emmanuel Onwufuju50% (2)
- Singly Reinforced Beam ExcelDocument3 pagesSingly Reinforced Beam ExcelVEERKUMAR100% (3)
- API RP 571 Ref CardDocument7 pagesAPI RP 571 Ref Cardzainulabedine100% (1)
- API-571 Reference CardDocument7 pagesAPI-571 Reference CardLaith Salman100% (1)
- API 571 Comparison Sheet API 570Document3 pagesAPI 571 Comparison Sheet API 570HARDIK PATELNo ratings yet
- Integrity Management With S-RBI: Using The w-IMS ToolDocument28 pagesIntegrity Management With S-RBI: Using The w-IMS ToolHari ShNo ratings yet
- How To Perform A Damage Mechanism ReviewDocument4 pagesHow To Perform A Damage Mechanism ReviewianharNo ratings yet
- API RP-586 Section 3 NDE For Contact Point Corrosion Draft Rev.1 CleanDocument40 pagesAPI RP-586 Section 3 NDE For Contact Point Corrosion Draft Rev.1 CleanNaci BolcaNo ratings yet
- API580 581 Mar19 DanielBalosDocument6 pagesAPI580 581 Mar19 DanielBalosAgustin A.No ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- 00 AOC's Meridium MI Work Process Training Example SlidesDocument67 pages00 AOC's Meridium MI Work Process Training Example SlidesTommy100% (1)
- Piping Injection PointsDocument4 pagesPiping Injection PointsTarek YehiaNo ratings yet
- CO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentDocument199 pagesCO2 Preferential Weld Corrosion of Longitudinally Welded Linepipe - Effect of Microstructure, Corrosion Product Layers, and The EnvironmentRob MuggletonNo ratings yet
- Potential Damage PKTDocument7 pagesPotential Damage PKTFebri Ramdani NugrahaNo ratings yet
- Keyword For API 580 PDFDocument9 pagesKeyword For API 580 PDFRaymundo ACNo ratings yet
- Fourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andDocument79 pagesFourth Edition, February 2016: Piping Inspection Code: In-Service Inspection, Rating, Repair, andMiguel Antonio Bula PicónNo ratings yet
- Corrosion and Asset Integrity Management in Oil and Gas Production, Process, Transportation and Storage FacilitiesDocument12 pagesCorrosion and Asset Integrity Management in Oil and Gas Production, Process, Transportation and Storage FacilitiesRASHEED YUSUF100% (1)
- Environment Assisted Cracking ME 472: Corrosion EngineeringDocument45 pagesEnvironment Assisted Cracking ME 472: Corrosion EngineeringEmmanuelNo ratings yet
- Corrosion Test PiecesDocument23 pagesCorrosion Test PiecesGijoNo ratings yet
- 2-Metals and Corrosion ResistanceDocument3 pages2-Metals and Corrosion ResistanceRolly SocorroNo ratings yet
- IOW PresentationDocument20 pagesIOW Presentationbarry nancooNo ratings yet
- 9 CorrosDocument25 pages9 CorrosFrancisco Beltran100% (1)
- Caustic Stress Corrosion Cracking of A Graphite Cast Iron ComponentDocument8 pagesCaustic Stress Corrosion Cracking of A Graphite Cast Iron Componentriza9847No ratings yet
- Corrosion ManagementDocument6 pagesCorrosion Managementnaren57No ratings yet
- Longitudinal JointDocument26 pagesLongitudinal JointirfanNo ratings yet
- ICDA - MX Line - MRPL - Multiphase Flow Modeling Report Draft 1.0 - 23 - Enero - 2020Document42 pagesICDA - MX Line - MRPL - Multiphase Flow Modeling Report Draft 1.0 - 23 - Enero - 2020Anonymous AtAGVssJNo ratings yet
- EpriDocument21 pagesEprihubert_veltenNo ratings yet
- NACE-Stress Corrosion Cracking (SCC)Document3 pagesNACE-Stress Corrosion Cracking (SCC)Mohamed AtefNo ratings yet
- FfsDocument2 pagesFfsKmt_AeNo ratings yet
- API 510 Corrosion Specialist InvolvementDocument10 pagesAPI 510 Corrosion Specialist InvolvementArun PrasadNo ratings yet
- SCC of Ss in NAOHDocument9 pagesSCC of Ss in NAOHKarna2504No ratings yet
- API571 Part4Document129 pagesAPI571 Part4Charlie Chong100% (6)
- Synergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Document14 pagesSynergi Plant 3rd Edition of The API RP 581 RBI Standard and Application Within The French Process Industries Whitepaper Tcm8 71747Ilham NugrohoNo ratings yet
- Mechanical FatigueDocument6 pagesMechanical FatigueRamyMoustafaNo ratings yet
- Assess Pipeline Girth Weld DefectsDocument3 pagesAssess Pipeline Girth Weld Defectsbumoh1No ratings yet
- Ut PittingDocument7 pagesUt PittingmmNo ratings yet
- Flow Accelerated Corrosion of Pressure Vessels in Fossil Plants - DooleyDocument6 pagesFlow Accelerated Corrosion of Pressure Vessels in Fossil Plants - Dooleyvandrake10No ratings yet
- Corrosion Mechanisms of Mild Steel in Weak Acids - T. Tran - 2014 - PHD PDFDocument156 pagesCorrosion Mechanisms of Mild Steel in Weak Acids - T. Tran - 2014 - PHD PDFAsep Ridwan SetiawanNo ratings yet
- Meridium RBI-580 Inspection Strategies - Q12016Document161 pagesMeridium RBI-580 Inspection Strategies - Q12016Saqib AliNo ratings yet
- Meridium Mechanical Integrity Standard Practice 2013 Rev 4Document400 pagesMeridium Mechanical Integrity Standard Practice 2013 Rev 4Tommy100% (1)
- API 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical IndustriesDocument3 pagesAPI 571 Damage Mechanisms Affecting Fixed Equipment in The Refining and Petrochemical IndustriesMonica CifuentesNo ratings yet
- E - Efma Rbi Insp Interval Assess Projector - PP SimtechDocument10 pagesE - Efma Rbi Insp Interval Assess Projector - PP SimtechAbhimanyu SharmaNo ratings yet
- Microbial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklineDocument9 pagesMicrobial-Influenced Corrosion (MIC) On An 18 In. API 5L X52 TrunklinePiranha TourniquetNo ratings yet
- Summary of API Inspection Frequencies 1581131572Document1 pageSummary of API Inspection Frequencies 1581131572AliNo ratings yet
- 2018 ASME International Pipeline Conference - Breathing New Life To Aging Pipeline InfrastructureDocument9 pages2018 ASME International Pipeline Conference - Breathing New Life To Aging Pipeline InfrastructureAlex GutierrezNo ratings yet
- Risk Based Inspection: Upfront Corrosion EngineeringDocument4 pagesRisk Based Inspection: Upfront Corrosion Engineeringleliopinto50% (2)
- PRP CML Placement TestingDocument30 pagesPRP CML Placement TestingMohamed Al-Amir Al-KhayatNo ratings yet
- Corrosion Protection in Amine Treating Units PDFDocument12 pagesCorrosion Protection in Amine Treating Units PDFMubeenNo ratings yet
- Shell Corrosion Under InsulationDocument16 pagesShell Corrosion Under InsulationDavide CongiuNo ratings yet
- Api 510 CourseDocument13 pagesApi 510 CourseRami GhorbelNo ratings yet
- Boost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatDocument7 pagesBoost Up Your Certification Score: Up To Date Products, Reliable and Verified. Questions and Answers in PDF FormatUrea3 MaintenanceNo ratings yet
- Corrosion Rate ConversionDocument2 pagesCorrosion Rate ConversionBakti PrasetyoNo ratings yet
- Preventing Htha Failures With The Buckeye ModelDocument2 pagesPreventing Htha Failures With The Buckeye ModelBangkit WidayatNo ratings yet
- PetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Document9 pagesPetroSync - API 571 Damage Mechanism Affecting Fixed Equipment in The Refining Industry 2017Gonzalo TelleríaNo ratings yet
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- (SPIE Press Monograph Vol. PM129) Akhlesh Lakhtakia (Editor) - The Handbook of Nanotechnology. Nanometer Structures - Theory, Modeling, and Simulation (2004, SPIE Press) PDFDocument480 pages(SPIE Press Monograph Vol. PM129) Akhlesh Lakhtakia (Editor) - The Handbook of Nanotechnology. Nanometer Structures - Theory, Modeling, and Simulation (2004, SPIE Press) PDFShivaNo ratings yet
- ASNT NDT Level II Certification Fees For US CandidatesDocument2 pagesASNT NDT Level II Certification Fees For US CandidatesGuillermo Baltazar100% (1)
- A Continuous Hyperplasticity Model For Sands Under Cyclic LoadingDocument6 pagesA Continuous Hyperplasticity Model For Sands Under Cyclic LoadingLTE002No ratings yet
- Experiment 7Document13 pagesExperiment 7Poovarashan ManimaranNo ratings yet
- 3.3 Isolation Amplifiers - OptocouplerDocument16 pages3.3 Isolation Amplifiers - OptocoupleraddyNo ratings yet
- Finite Element Interface Modelling and Experimental Verification of Masonry Infilled RC Frame - Al Chaar - 2008Document20 pagesFinite Element Interface Modelling and Experimental Verification of Masonry Infilled RC Frame - Al Chaar - 2008raviNo ratings yet
- Thermal Conductivity of Insulating Powder Experiment Lab ManualDocument5 pagesThermal Conductivity of Insulating Powder Experiment Lab ManualJatin SharmaNo ratings yet
- ECE GATE Practice Questions With Solutions Volume-2Document18 pagesECE GATE Practice Questions With Solutions Volume-2Hemanth Yenni100% (1)
- The Big TEGO. Products Services Data Sheets-75-150Document76 pagesThe Big TEGO. Products Services Data Sheets-75-150DWI RAHMASARI FATMAWATINo ratings yet
- Magnetic Properties of MaterialsDocument10 pagesMagnetic Properties of MaterialsNoviNo ratings yet
- Nitreg BrochureDocument2 pagesNitreg Brochurecarlogeretto2No ratings yet
- Rolling Contact Fatigue Performance Contrasting Surface Densified, Powder Forged, and Wrought MaterialsDocument12 pagesRolling Contact Fatigue Performance Contrasting Surface Densified, Powder Forged, and Wrought MaterialsSezgin BayrakNo ratings yet
- DDDADDocument1 pageDDDADJevan CalaqueNo ratings yet
- Cert BPS BPEU2000 ROHSDocument4 pagesCert BPS BPEU2000 ROHSjulio castroNo ratings yet
- Norsok Material Data Sheet (M-630r2)Document77 pagesNorsok Material Data Sheet (M-630r2)karuna346No ratings yet
- Static ElectricityDocument2 pagesStatic ElectricityAlysia KingNo ratings yet
- Kutta ConditionDocument23 pagesKutta ConditionVikash PalNo ratings yet
- International Communications in Heat and Mass TransferDocument7 pagesInternational Communications in Heat and Mass TransferJacob KuriachenNo ratings yet
- Lesson 5 - The Polarity of Molecule Based On Its ShapeDocument22 pagesLesson 5 - The Polarity of Molecule Based On Its Shapetheresa balaticoNo ratings yet
- Ideal GasDocument17 pagesIdeal GasPoonamNo ratings yet
- SG-0029 SSV Catarina - 5 Yearly Electrical Maintenance & Servicing - CompressedDocument1,476 pagesSG-0029 SSV Catarina - 5 Yearly Electrical Maintenance & Servicing - CompressedRyan VianathaNo ratings yet
- Module 5: Modern Physics Lecture 23: Particle and Waves: ObjectivesDocument12 pagesModule 5: Modern Physics Lecture 23: Particle and Waves: ObjectivesDaniyal HashmiNo ratings yet
- RC 1-20 ElexDocument86 pagesRC 1-20 ElexuvubwebweNo ratings yet
- 15ME745 Smart Materials Module 4Document29 pages15ME745 Smart Materials Module 4Yogananda Bangalore ShanthamurthyNo ratings yet
- Practice Sheet With SolutionDocument5 pagesPractice Sheet With Solutionvishalray9900No ratings yet
- Microreaction TechnologyDocument585 pagesMicroreaction TechnologywassermeloneNo ratings yet
- Metallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full ReportDocument14 pagesMetallurgical Changes in Steels Due To Cryogenic Processing Its Applications Full Reportmuna222No ratings yet
- 10 1021@bm050063fDocument9 pages10 1021@bm050063fkamdemNo ratings yet
- Datasheet Sandvik Saf 2205 enDocument15 pagesDatasheet Sandvik Saf 2205 enoctavioNo ratings yet