Download as pdf or txt
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5822)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1093)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (852)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (898)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Idle Planet Miner Mastersheet v1.7Document36 pagesIdle Planet Miner Mastersheet v1.7Hauke WagenknechtNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (349)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (823)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (403)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Manual Do 428 E Da CAT Backhoe LoaderDocument697 pagesManual Do 428 E Da CAT Backhoe LoaderCarlos Bruno Matos89% (44)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Applied Linear Algebra and Optimization Using MATLABDocument1,176 pagesApplied Linear Algebra and Optimization Using MATLABTheodore AvdursekzNo ratings yet
- WAM ES Screw Conveyors Manual JECDocument43 pagesWAM ES Screw Conveyors Manual JECCarlos Bruno Matos100% (2)
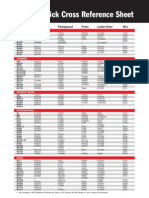
- Baldwin Quick Cross Reference SheetDocument2 pagesBaldwin Quick Cross Reference SheetCarlos Bruno Matos100% (3)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- XCMG Catalogue 2017Document14 pagesXCMG Catalogue 2017Carlos Bruno Matos67% (6)
- Issue #16 Calculating Rope Stretch 2016Document6 pagesIssue #16 Calculating Rope Stretch 2016Carlos Bruno MatosNo ratings yet
- Contimental 1400mm BW EP800 - 3 10+6 DIN K Polyflex TextileDocument9 pagesContimental 1400mm BW EP800 - 3 10+6 DIN K Polyflex TextileCarlos Bruno MatosNo ratings yet
- Directional Control Valves: Forasafeswitchingstructure OfhydrauliccircuitsDocument4 pagesDirectional Control Valves: Forasafeswitchingstructure OfhydrauliccircuitsCarlos Bruno MatosNo ratings yet
- Informação Técnica DRSDocument13 pagesInformação Técnica DRSCarlos Bruno MatosNo ratings yet
- Installation Procedure Split Sleeves Bolt-On Type EN-V1.2 - 2016-09-29Document25 pagesInstallation Procedure Split Sleeves Bolt-On Type EN-V1.2 - 2016-09-29Carlos Bruno MatosNo ratings yet
- PHILIPP Lifting Loop With Threaded EndDocument8 pagesPHILIPP Lifting Loop With Threaded EndCarlos Bruno MatosNo ratings yet
- PRC-MJP-Hoist Wirelock ProcedureDocument6 pagesPRC-MJP-Hoist Wirelock ProcedureCarlos Bruno MatosNo ratings yet
- A Holistic Approach To Continuous Rope Monitoring: March 2011Document21 pagesA Holistic Approach To Continuous Rope Monitoring: March 2011Carlos Bruno MatosNo ratings yet
- Manual Chiller YCME 162 HEDocument102 pagesManual Chiller YCME 162 HECarlos Bruno MatosNo ratings yet
- Wire Rope Attachment CatDocument24 pagesWire Rope Attachment CatCarlos Bruno MatosNo ratings yet
- Tiger Full Lock Winding RopeDocument1 pageTiger Full Lock Winding RopeCarlos Bruno MatosNo ratings yet
- Motor Grader: Engine Moldboard WeightsDocument24 pagesMotor Grader: Engine Moldboard WeightsCarlos Bruno MatosNo ratings yet
- Catalog P Edition March 2008 en PDFDocument23 pagesCatalog P Edition March 2008 en PDFCarlos Bruno MatosNo ratings yet
- Spare Parts List: Arc 400i & Arc 400i XCDocument8 pagesSpare Parts List: Arc 400i & Arc 400i XCCarlos Bruno MatosNo ratings yet
- Part List - 69NT40-511 - 521Document110 pagesPart List - 69NT40-511 - 521cloviskrelling100% (1)
- Maintenance Intervals: Operation and Maintenance Manual ExcerptDocument58 pagesMaintenance Intervals: Operation and Maintenance Manual ExcerptCarlos Bruno Matos100% (1)
- Werther TruckDocument66 pagesWerther TruckCarlos Bruno MatosNo ratings yet
- MathsDocument19 pagesMathsRangeNo ratings yet
- Noun Clauses: Definition, Examples, & ExercisesDocument10 pagesNoun Clauses: Definition, Examples, & ExercisesGerson SetyoNo ratings yet
- Introduction - Noel BoyleDocument15 pagesIntroduction - Noel BoyleblurbNo ratings yet
- High-Rise Living in Singapore Public HousingDocument18 pagesHigh-Rise Living in Singapore Public HousingMalik AhmadNo ratings yet
- Laporan Kimia Organik - Asam FumaratDocument40 pagesLaporan Kimia Organik - Asam FumaratTuttaTutiWidyaNo ratings yet
- QS QuizDocument2 pagesQS Quizmuhammad syamimNo ratings yet
- European Parliament: Plenary SittingDocument193 pagesEuropean Parliament: Plenary SittingxwggxwfcicoccfcwtdNo ratings yet
- 01 Axially Loaded MembersDocument25 pages01 Axially Loaded MemberslingkamkitNo ratings yet
- Periodontal Condition in Patients With Rheumatoid ArthritisDocument5 pagesPeriodontal Condition in Patients With Rheumatoid ArthritisSheila ParreirasNo ratings yet
- Spesifikasi Produk SL-500Document2 pagesSpesifikasi Produk SL-500tekmed koesnadiNo ratings yet
- 2ndbuilding ReportDocument53 pages2ndbuilding ReportRooking Ewondo SfuutNo ratings yet
- Polycyclic Aromatic Hydrocarbons and Heavy Metals in The Cispata Bay, Colombia. A Marine Tropical EcosystemDocument8 pagesPolycyclic Aromatic Hydrocarbons and Heavy Metals in The Cispata Bay, Colombia. A Marine Tropical EcosystemJavier José RomeroNo ratings yet
- AQ F215 Feeder Protection Device Instruction Manual v2.10 EnglishDocument546 pagesAQ F215 Feeder Protection Device Instruction Manual v2.10 EnglishRicardo LyraNo ratings yet
- Lab Report#03: Artifical Intelligence Submitted To: SUBMITTED BY: Muhammad Reg No.: DateDocument8 pagesLab Report#03: Artifical Intelligence Submitted To: SUBMITTED BY: Muhammad Reg No.: DateMuhammad SobanNo ratings yet
- 6.1 Problem SolvingDocument33 pages6.1 Problem SolvingChristian DemavivasNo ratings yet
- No 5Document10 pagesNo 5nguyennguyennduNo ratings yet
- Industrialization in IndiaDocument5 pagesIndustrialization in Indiasimran khiroriaNo ratings yet
- Who Moved My Cheese Research PaperDocument5 pagesWho Moved My Cheese Research Paperfvhk298x100% (2)
- Future MagickDocument284 pagesFuture MagickAnonymous Hero83% (6)
- Quiz Game ProjectDocument37 pagesQuiz Game ProjectShahvaar KmNo ratings yet
- Psychology Chap 1 NotesDocument8 pagesPsychology Chap 1 NotesSumiNo ratings yet
- Logarithm sht2Document3 pagesLogarithm sht2Ainee100% (1)
- Maxwell's Correction To Ampère's Law - Displacement CurrentDocument3 pagesMaxwell's Correction To Ampère's Law - Displacement CurrentmusamausmanNo ratings yet
- CSR May June 2013 DigitalDocument60 pagesCSR May June 2013 DigitalmwuestNo ratings yet
- Saifee Golden Jubilee English Public School: 3rd Term (2019 - 2020) Progress Report ForDocument1 pageSaifee Golden Jubilee English Public School: 3rd Term (2019 - 2020) Progress Report ForFaizan IqbalNo ratings yet
- KIT Training Programs 1Document1 pageKIT Training Programs 1samir SamirNo ratings yet
- Seeing The EvidenceDocument14 pagesSeeing The Evidencemehrdad100% (3)
- Exercise 2 Exam1practice SaDocument11 pagesExercise 2 Exam1practice SaRobert JoeNo ratings yet